1.本实用新型具体涉及一种连铸机钢坯长度测算双冗余控制装置,属于应用于钢铁连续铸造技术领域。
背景技术:
2.钢铁生产工艺中,炼钢系统连铸钢坯生产占据重要地位,高温和生产节奏快等条件对现场设备的要求更高,给保持设备运行稳定性和连续性提出了更高的要求,钢坯定尺长度切割主要满足轧钢工序加工相应规格钢筋成品的需求,所以需要更高的钢坯长度测量准确度才能更好的提高钢筋等成品率,而在连铸生产工艺中,主要应用红外定尺系统来实现相应钢坯长度规格的切割功能,其原理是通过红外定尺摄像头检测进入待检区域的钢坯头,以此来发送钢坯到位信号到控制器,控制器再发送钢坯切割信号到切割执行系统,完成钢坯的切割工序,但连铸区域高温环境容易引起红外定尺系统的功能故障,导致整体设备不能稳定运行,严重了甚至导致故障停机,严重制约设备运行稳定性和连续性,对公司产能和效益产生巨大影响。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种连铸机钢坯长度测算双冗余控制装置,实现钢坯红外定尺和依靠拉矫机辊子旋转速率计算钢坯长度的双重冗余控制系统,以此来实现钢坯长度切割的零故障。
4.本实用新型的连铸机钢坯长度测算双冗余控制装置,采用双冗余控制方法,从而实现正常情况下,互为长度校验,保证测算精度,当某一测算出现故障时,对其进行下线或线上检修,另一测算系统单独进行测算,从而保证设备运行稳定性;现有的红外定尺系统仍然保留其设备功能,通过红外定尺系统的钢坯切割检测区域继续作为钢坯切割的主切割点位信号,当定尺系统检测到钢坯头到达切割线位置时,红外定尺系统发送信号到控制器,控制器进行功能判断后发出切割信号,驱动切割系统进行钢坯切割功能;另外,在拉矫机的电机尾部安装增量型编码器,通过电机的传动比和输送钢坯辊子直径计算出钢坯生产实际长度,在长度测量控制器内设定累加计数功能,即一圈或一角度对应的长度,乘以转动圈数,并设定钢坯长度阈值,并在控制器中设定对比功能,当计数值达到设定值时,控制器发出钢坯切割信号,以此作为辅助切割信号,实现切割系统的备用切割功能;同时,可对红外切割计量进行校正,允许两者在设定误差范围内;其具体如下:
5.包括红外摄像头,所述红外摄像头接入红外定尺控制器;所述红外定尺控制器通信连接切割控制器,所述切割控制器接入切割执行机构,还包括增量型编码器;所述增量型编码器安装于拉矫机电机尾部;所述增量型编码器发送脉冲到变频器,所述变频器接入到长度测量控制器,所述长度测量控制器与切割控制器通信连接。
6.进一步地,所述红外定尺控制器和长度测量控制器为同一plc,红外定尺系统与拉矫机编码器定位系统可在工业监视器上进行选择和切换,当红外定尺系统出现故障时,操
作工可在hmi上进行备用切换,正常工作时,另一套测量系统可作为验证;能够节省因一套切割系统出现故障后导致整体设备运行瘫痪的可能性。
7.进一步地,所述红外定尺控制器和长度测量控制器通信连接。
8.与现有技术相比,本实用新型的连铸机钢坯长度测算双冗余控制装置,实现了两套定尺切割系统的冗余配置,即当一套系统出现故障后,可快速切换到另一套系统中,实现设备的连续运行。
附图说明
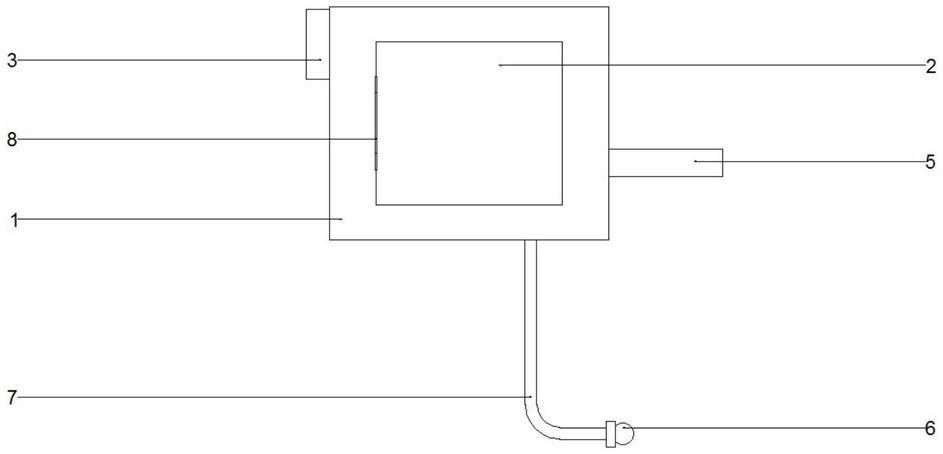
9.图1为本实用新型的实施例1结构示意图。
10.图2为本实用新型的一实施例结构示意图。
具体实施方式
11.实施例1:
12.如图1所示的连铸机钢坯长度测算双冗余控制装置,包括红外摄像头1,所述红外摄像头1接入红外定尺控制器2;所述红外定尺控制器2通信连接切割控制器3,所述切割控制器3接入切割执行机构4,还包括增量型编码器5;所述增量型编码器5安装于拉矫机电机6尾部;所述增量型编码器5发送脉冲到变频器7,所述变频器7接入到长度测量控制器8,所述长度测量控制器8与切割控制器通5信连接。
13.本实用新型的控制方法基本原理是将两套钢坯切割系统实现双冗余配置,即红外定尺通过红外摄像头对钢坯进入检测区域后进行长度跟踪,当钢坯头位置触及检测线时,即可发送钢坯到位信号到控制器,经控制器对信号处理后发送切割钢坯信号到切割执行器将钢坯切断。
14.拉矫机电机尾部的增量型编码器发送脉冲到变频器,经变频器传输增量型脉冲数给控制器,控制器内编程计数功能将脉冲数,电机传动比和电机带动轴外径进行位移距离转换后,程序中设定需求的钢坯长度,此长度也可直接在hmi系统画面上进行变量连接后进行手动修改,控制器内编程比较功能,当计量数值达到设定长度时控制器发送切割信号到切割执行机构,将钢坯切割切断。
15.红外定尺系统和拉矫机编码器长度测量系统在hmi系统上设定快速切换功能,当一套系统出现故障时操作工可快速将编码器测量功能切换到应用,实现两套功能的开苏冗余切换。
16.其中,所述红外定尺控制器2和长度测量控制器8为同一plc,红外定尺系统与拉矫机编码器定位系统可在工业监视器上进行选择和切换,当红外定尺系统出现故障时,操作工可在hmi上进行备用切换,正常工作时,另一套测量系统可作为验证;能够节省因一套切割系统出现故障后导致整体设备运行瘫痪的可能性。
17.如图2所示,再一实施例中,所述红外定尺控制器2和长度测量控制器8通信连接。
18.上述实施例,仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
技术特征:
1.一种连铸机钢坯长度测算双冗余控制装置,包括红外摄像头,所述红外摄像头接入红外定尺控制器;所述红外定尺控制器通信连接切割控制器,所述切割控制器接入切割执行机构,其特征在于:还包括增量型编码器;所述增量型编码器安装于拉矫机电机尾部;所述增量型编码器发送脉冲到变频器,所述变频器接入到长度测量控制器,所述长度测量控制器与切割控制器通信连接。2.根据权利要求1所述的连铸机钢坯长度测算双冗余控制装置,其特征在于:所述红外定尺控制器和长度测量控制器为同一plc。3.根据权利要求1所述的连铸机钢坯长度测算双冗余控制装置,其特征在于:所述红外定尺控制器和长度测量控制器通信连接。
技术总结
本实用新型公开了一种连铸机钢坯长度测算双冗余控制装置,包括红外摄像头,所述红外摄像头接入红外定尺控制器;所述红外定尺控制器通信连接切割控制器,所述切割控制器接入切割执行机构,还包括增量型编码器;所述增量型编码器安装于拉矫机电机尾部;所述增量型编码器发送脉冲到变频器,所述变频器接入到长度测量控制器,所述长度测量控制器与切割控制器通信连接。本实用新型的连铸机钢坯长度测算双冗余控制装置,实现了两套定尺切割系统的冗余配置,即当一套系统出现故障后,可快速切换到另一套系统中,实现设备的连续运行。实现设备的连续运行。实现设备的连续运行。
技术研发人员:王基波 汪峰 李超 刘明睿 周嘉溧
受保护的技术使用者:山东莱钢永锋钢铁有限公司
技术研发日:2021.07.26
技术公布日:2022/1/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。