1.本发明涉及铝合金熔炼技术领域,具体为一种铝合金自动精炼装置及方法。
背景技术:
2.铝熔体熔炼是铝合金铸轧和铸锭生产的核心环节,熔炼工艺技术是确保产品质量的关键核心。现有技术大多数铝加工企业基本靠人工完成,一方面对操作人员的操作技能和操作责任心有更高的要求,导致产品的质量稳定性得不到很好的保障;另一方面增加了工人的劳动强度,不利于企业降低劳动生产率和生产成本。如何实现熔炼工艺的自动化和智能化是当前铝合金生产企业急需考虑和解决的课题。
技术实现要素:
3.本发明的目的在于提供一种铝合金自动精炼装置及方法,实现铝合金熔炼工艺的自动化和智能化。
4.为解决上述技术问题,本发明一种铝合金自动精炼装置,包括有平台,平台顶面上固定连接有支架,支架顶面上固定连接有支架平台,支架平台顶面上连接有连接臂,连接臂前端伸出支架平台侧面,连接臂伸出支架平台的一端转动连接有通气钢管,通气钢管外壁转动连接在连接臂上,通气钢管远离连接臂的一端连接有氮化硅精炼管,通气钢管靠近连接臂的一端连接有伸缩钢管,通气钢管与连接臂之间连接有控制气缸,平台顶面上连接有精炼罐,精炼罐底部设有固定底座,固定底座固定连接在平台顶面上,精炼罐连接在支架内部,精炼罐连接在支架平台下方,精炼罐与伸缩钢管远离通气钢管的一端通过软管连通,支架平台上开设有供软管穿过的孔。
5.进一步的,所述的支架平台顶面上固定连接有固定座,固定座上连接有液压缸,液压缸与连接臂固定连接,液压缸前端设有推拉头,支架平台上设有行走轨道,推拉头滑动连接在行走轨道上,推拉头连接在伸缩钢管远离通气钢管的一端的外壁上。
6.进一步的,包括有行车轨道,平台底面上转动连接有行车轴,行车轴左右两端伸出平台,行车轴伸出平台的两端固定连接以后行车轮,行车轴设有两个,两个行车轴线性设置,两个行车轴的车轮均连接在行车轨道上。
7.进一步的,所述的平台顶面上固定连接有动力电机,动力电机输出轴上固定连接有驱动轮,所述的两个行车轴其中一个上固定连接有皮带轮,皮带轮与驱动轮上套装有传动皮带。
8.进一步的,所述的平台上连接有控制柜。
9.液压缸带动推拉头对伸缩钢管进行推拉行走,行走轨道为行车提供运动轨道,进而带动氮化硅精炼管进行往复精炼。
10.控制平台内部装有plc控制器,通过程序设置,完成动力电机、液压钢和控制气缸的行程控制,同时完成精炼罐内精炼剂与精炼气体的配比控制。
11.动力电机带动驱动轮转动并通过传动皮带带动皮带轮转动,从而带动一个行车轴
和行车轴上的行车轮转动,从而实现整个装置的横向移动。
12.本发明一种铝合金自动精炼装置的控制方法,所述的氮化硅精炼管在熔炼炉内按照“w”行走方式进行行走,行走完一个“w”行程所用时间t/4ny。
13.进一步的,炼炉炉门宽度为l,炉膛深度为a,一个l行程包含走完n个“w”行程,每次精炼所需时长t,在时间t内完成行程l的次数y,完成一个行程l所需时间为t/y。
14.进一步的,将熔炼炉炉膛等看作一个矩型,则动力电机带动行车轮的行走速度为ly/t,述液压缸带动氮化硅精炼管在熔炼炉内的行走速度为。
15.本发明的有益效果是:结构简单合理,动力电机带动驱动轮转动并通过传动皮带带动皮带轮转动,从而带动一个行车轴和行车轴上的行车轮转动,从而实现整个装置的横向移动;液压缸带动推拉头对伸缩钢管进行推拉行走,行走轨道为行车提供运动轨道,进而带动氮化硅精炼管进行往复精炼;控制平台内部装有plc控制器,通过程序设置,完成动力电机、液压钢和控制气缸的行程控制,同时完成精炼罐内精炼剂与精炼气体的配比控制;通过程序设置完成精炼装置的控制,进而可以根据不同产品的精炼需求完成铝合金熔体的精炼过程;实现了铝合金熔体熔炼工艺的自动化和智能化,取代了人工操作,一方面避免了操作人员操作技能和操作责任心层次不齐造成精炼工艺的波动,导致产品的质量稳定性得不到很好的保障;另一方面降低了工人的劳动强度,有利于企业降低劳动生产率和生产成本;可以根据不同合金产品需要输入相应参数,保质保量自动完成铝合金熔体的精炼工艺操作。
附图说明
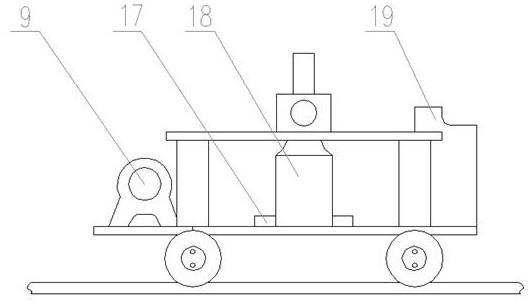
16.图1为本发明结构示意图;图2为本发明结构侧视图;图3为本发明结构俯视图。
17.图中:1.精炼管;2.通气钢管;3.控制气缸;4.连接臂;5.固定装置;6.液压缸;7.支架平台;8.支架;9.动力电机;10.平台;11.行车轴;12.行车轮;13.行车轨道;14.驱动轮;15.传动皮带;16.皮带轮;17.固定装置;18.精炼罐;19.控制平台;20.推拉头;21.行走轨道;22.伸缩钢管;23.软管。
具体实施方式
18.如图1-图3所示,本发明包括有平台10,平台10顶面上固定连接有支架8,支架8顶面上固定连接有支架平台7,支架平台7顶面上连接有连接臂4,连接臂4前端伸出支架平台7侧面,连接臂4伸出支架平台7的一端转动连接有通气钢管2,通气钢管2外壁转动连接在连接臂4上,通气钢管2远离连接臂4的一端连接有氮化硅精炼管1,通气钢管2靠近连接臂4的一端连接有伸缩钢管22,通气钢管2与连接臂4之间连接有控制气缸3,平台10顶面上连接有精炼罐18,精炼罐18底部设有固定底座17,固定底座17固定连接在平台10顶面上,精炼罐18连接在支架8内部,精炼罐18连接在支架平台7下方,精炼罐18与伸缩钢管22远离通气钢管2的一端通过软管23连通,支架平台7上开设有供软管23穿过的孔。
19.进一步的,所述的支架平台7顶面上固定连接有固定座5,固定座5上连接有液压缸
6,液压缸6与连接臂4固定连接,液压缸6前端设有推拉头20,支架平台7上设有行走轨道21,推拉头20滑动连接在行走轨道21上,推拉头20连接在伸缩钢管22远离通气钢管2的一端的外壁上。
20.进一步的,包括有行车轨道13,平台10底面上转动连接有行车轴11,行车轴11左右两端伸出平台10,行车轴11伸出平台10的两端固定连接以后行车轮12,行车轴11设有两个,两个行车轴11线性设置,两个行车轴11的车轮12均连接在行车轨道13上。
21.进一步的,所述的平台10顶面上固定连接有动力电机9,动力电机9输出轴上固定连接有驱动轮14,所述的两个行车轴11其中一个上固定连接有皮带轮16,皮带轮16与驱动轮14上套装有传动皮带15。
22.进一步的,所述的平台10上连接有控制柜19。
23.液压缸6带动推拉头20对伸缩钢管22进行推拉行走,行走轨道21为行车提供运动轨道,进而带动氮化硅精炼管1进行往复精炼。
24.控制平台19内部装有plc控制器,通过程序设置,完成动力电机9、液压钢6和控制气缸3的行程控制,同时完成精炼罐18内精炼剂与精炼气体的配比控制。
25.本发明一种铝合金自动精炼装置的控制方法,所述的氮化硅精炼管1在熔炼炉内按照“w”行走方式进行行走,行走完一个“w”行程所用时间t/4ny。
26.进一步的,炼炉炉门宽度为l,炉膛深度为a,一个l行程包含走完n个“w”行程,每次精炼所需时长t,在时间t内完成行程l的次数y,完成一个行程l所需时间为t/y。
27.进一步的,将熔炼炉炉膛等看作一个矩型,则动力电机9带动行车轮12的行走速度为ly/t,述液压缸6带动氮化硅精炼管1在熔炼炉内的行走速度为。
28.在实际使用时以n、t和y为变化参数根据不同合金输入相应参数进行设置,则可完成不同精炼工艺的设置。
29.实施例一以某厂为例,熔炼炉炉门长度l=3.6m,炉膛深度a=2.0m,将该参数设置于该铝合金自动精炼装置中。当铝合金铸轧生产时,待炉料完全熔化后,铝液温度达到710℃以上时将表面浮渣扒除,扒渣后进行叉车搅拌3min~5min,并取样,根据取样结果进行化学成分调整735~740℃,而后进行第一次喷粉精炼730℃~740℃,24min,氩气 高效环保精炼剂,1.3kg/t,精炼完成后静置20min,扒渣后进行叉车搅拌3min~5min并取样复检成分;待成分合格后进行第二次精炼740~750℃,18min,氩气 高效环保精炼剂,1.0kg/t,精炼后静置20min后进行扒渣,铝液表面呈镜面后倒炉。
30.喷粉精炼时将上述铝合金自动精炼装置放置于熔炼炉门前,接好电源,装入高效环保精炼剂并接入氩气,打开炉门,根据工艺要求输入相应参数n=60或40、t=24min和y=2或3,电机开始按钮执行精炼工艺。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。