1.本发明涉及金属的加工设备,特别涉及金属粉末高温整形纯化一体生产设备及工艺。
背景技术:
2.利用3d打印和注射成形等粉末冶金成型工艺得到广泛使用,粉末冶金工艺对于钛粉末原料的性能要求较高,除了粒度及其组成、氧含量性能之外,特别对粉末流动性提出了较高的要求。例如,钛金属由于是一种密度低、耐腐蚀好、比强度高、生物相容性优异的金属,被广泛应用于航空航天、石油化工、能源、生物医用等领域。粉末冶金工艺对于钛粉末原料的性能要求较高,除了粒度及其组成、氧含量性能之外,特别对粉末流动性提出了较高的要求。因为,粉末流动性直接影响到粉末成形质量,因此,3d打印和注射成形等粉末冶金工艺通常使用粉末流动性较好的球形钛粉作为原料。目前高品质低成本制备钛金属粉末的方法有电极真空感应气雾化、旋转电极真空气雾化、等离子体真空气雾化、其生产过程中微细粉末收得率普遍偏低(一般都在40%以下的细粉收得率),留下大量钛金属粗颗粒无用武之地,资源浪费严重;钛金属机械加工留下的大量钛屑重复利用率也同样低下,浪费严重。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出金属粉末高温整形纯化一体生产设备,将多步骤整合且提高微细粉末收得率。
4.根据本发明第一方面实施例的金属粉末高温整形纯化一体生产设备,包括:炉体;设于炉体一侧的第一支撑座;设于炉体另一侧的第二支撑座;工作容器,设于炉体内,两端分别设有延伸出炉体且同轴的第一旋转支撑管和第二旋转支撑管,所述第一旋转支撑管承托于第一支撑座,所述第二旋转支撑管承托于第二支撑座;抽真空装置,用于对工作容器抽真空;充气装置,用于往工作容器充入所需气体;驱动机构,用于驱动工作容器绕第一旋转支撑管的轴线旋转。
5.根据本发明实施例的金属粉末高温整形纯化一体生产设备,至少具有如下有益效果:充气装置可充入氢气,且在高温炉体的作用下,实现氢化;工作容器旋转带动工作容器内的动能载体对钛金属进行破碎;再利用抽真空以及高温处理实现钛金属的脱氢;且工作容器持续旋转可去除金属粉末表面的锐角和棱边,逐步形成球形或类球形效果,同时排出在高温下分离出的气体杂质,达到球化和纯化的效果,将氢化、破碎、脱氢、造形和纯化五个步骤整合,降低操作步骤,提高效率;金属粉末破碎和球化效果好,提高钛金属的利用率。
6.根据本发明的一些实施例,所述充气装置通过第一旋转接头与第一旋转支撑管连接。
7.根据本发明的一些实施例,所述第一旋转接头通过密封阀门与第一旋转支撑管连接。
8.根据本发明的一些实施例,所述第一旋转接头设有第一活动法兰,所述密封阀门
设有第二活动法兰,所述第一活动法兰和第二活动法兰设有对应的孔位以通过螺栓连接固定。
9.根据本发明的一些实施例,所述抽真空装置与第二旋转支撑管连接且两者之间依次设有第二旋转接头和第一过滤装置。
10.根据本发明的一些实施例,所述第一支撑座上端铰接有一翻转架,所述翻转架设有一限位穿孔,所述第一旋转支撑管穿设于限位穿孔且与翻转架轴向固定,所述炉体上端可开合;所述炉体上端打开后,所述工作容器能随翻转架翻转。
11.根据本发明的一些实施例,所述驱动机构为安装于翻转架的电机,所述第一旋转支撑管外周套设有一传动套,所述电机与传动套传动相连,以带动所述第一旋转支撑管和工作容器旋转。
12.根据本发明的一些实施例,还包括起吊旋转装置,所述起吊旋转装置套设于第二旋转支撑管且轴向固定,所述起吊旋转装置能绕第二旋转支撑管旋转。
13.根据本发明的一些实施例,所述起吊旋转装置包括起吊框、吊钩和滚轮,所述起吊框套设于第二旋转支撑管,所述吊钩设于起吊框外周,所述滚轮周向排列于起吊框内圈,所述第二旋转支撑管周壁固设有轨道套筒,所述轨道套筒设有与滚轮适配的环形轨道,所述滚轮能沿环形轨道滚动。
14.根据本发明第一方面实施例的金属粉末高温整形纯化一体生产工艺,包括如下步骤:
15.s1、排出工作容器内的水分和有害物质后,往工作容器内装入钛金属原料和动能载体;
16.s2、打开抽真空装置以将工作容器内的气体杂质排出;
17.s3、炉体加热,使工作容器内的温度至250-800℃之间,充气装置往工作容器内通入氢气,并使压力恒定在50-400kpa之间,驱动机构驱动工作容器旋转,使钛金属氢化;
18.s4、工作容器的温度调至300-900℃之间,通入惰性气体压力恒定在10-90kpa之间,工作容器的旋转使钛金属在动能载体的运动撞击能量下破碎;
19.s5、打开抽真空装置以将工作容器内的气体抽出后,通入惰性气体使工作容器压力恒定在-500-0kpa之间,使工作容器的温度调至500-950℃之间,并保持工作容器的旋转,实现钛金属氢化脱氢;
20.s6、温度调至200-950℃之间,惰性气体压力恒定在1-30kpa之间,保持工作容器的旋转,实现对钛金属的造形球化和纯化;
21.s7、温度降至100℃以下、惰性气体压力为0-5kpa之间密封出料。
22.根据本发明的一些实施例,所述金属为元素周期表第六周期的其中一种金属元素。
23.根据本发明实施例的金属粉末高温整形纯化一体生产工艺,至少具有如下有益效果:将氢化、破碎、脱氢和造形纯化四个步骤整合,降低操作步骤,提高效率,且金属粉末破碎和球化效果好,提高钛金属的利用率,氧含量和气体杂质低。
24.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
25.下面结合附图和实施例对本发明做进一步的说明,其中:
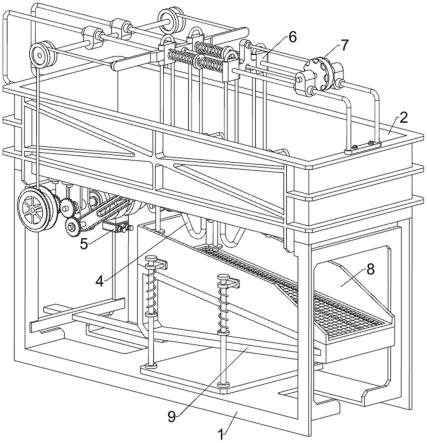
26.图1为本发明金属粉末高温整形纯化一体生产设备实施例的结构示意图;
27.图2为起吊旋转装置的结构示意图;
28.图3为图2的a-a处剖视图。
具体实施方式
29.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
30.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.在本发明的描述中,多个指的是两个以上。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
32.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
33.参照图1所示,本发明实施例提供的一种金属粉末高温整形纯化一体生产设备,包括炉体100、第一支撑座200、第二支撑座300、工作容器400、抽真空装置500、充气装置600和驱动机构700。用于将粗金属颗粒制成细的球状的金属粉末,金属粉末可以是金属元素周期表第六周期的过渡金属元素中的一种,如钛、钽、锆、铪等。
34.炉体100,炉体100内设有安装有加热件130,可通电加热。第一支撑座200设于炉体100一侧,第二支撑座300设于炉体100另一侧;工作容器400设于炉体100内,工作容器400两端分别设有延伸出炉体100且同轴的第一旋转支撑管410和第二旋转支撑管420,第一旋转支撑管410承托于第一支撑座200,第二旋转支撑管420承托于第二支撑座300,通过第一支撑座200和第二支撑座300实现对工作容器400的稳定支撑,抽真空装置500用于对工作容器400抽真空,以排出或置换工作容器400内的气体,以满足工艺需求。充气装置600用于往工作容器400充入所需气体,所需气体可以是多种,设置多个气源,以实现多种气体的充入。驱动机构700用于驱动工作容器400绕第一旋转支撑管410的轴线旋转,工作容器400可对钛金属进行翻滚,实现均匀加工,且可实现连续的破碎、造形球化,提高钛金属的利用率。
35.本发明实施例提供的一种金属粉末高温整形纯化一体生产设备,充气装置600可充入氢气,且在高温炉体的作用下,实现氢化;工作容器400旋转带动工作容器400内的动能载体对钛金属进行破碎;再利用抽真空以及高温处理实现钛金属的脱氢;且工作容器400持续旋转可去除金属粉末表面的锐角和棱边,逐步形成球形或类球形效果,同时排出在高温下分离出的气体杂质,达到球化和纯化的效果,将氢化、破碎、脱氢、造形和纯化五个步骤整合,降低操作步骤,提高效率,且金属粉末破碎和球化效果好,提高钛金属的利用率。动能载
体可以为硬质球体,可以为金属或非金属材质,耐高温、耐磨、比重大、硬度高,比如氧化铝球、氧化锆球、硬质合金球、钛球、不锈钢球、或元素周期表第六周期的其中一种金属球等等,可随工作容器400旋转而持续对钛金属持续挤压、破碎、球化。可将传统制备钛金属粉末工艺剩下的钛金属粗颗粒或钛金属机加工留下的钛金属屑进一步利用。
36.参照图1,可以理解的是,在本发明的一些实施例中,充气装置600通过第一旋转接头610与第一旋转支撑管410连接,这样第一旋转支撑管410的旋转不会带动充气装置600旋转,避免了管路的缠绕。
37.可以理解的是,在本发明的一些实施例中,第一旋转接头610通过密封阀门620与第一旋转支撑管410连接,当需要下料时,打开密封阀门620,拆卸下密封阀门620与第一旋转支撑管410的连接即可。具体的,第一旋转接头610设有第一活动法兰611,密封阀门620设有第二活动法兰621,第一活动法兰611和第二活动法兰621设有对应的孔位以通过螺栓连接固定,通过法兰实现连接固定,方便安装,且连接牢固,还能实现可拆卸,方便下料时拆卸第一旋转接头610。旋转接头通常设有固定筒和活动筒,活动筒能相对固定筒旋转,充气装置600通常是气泵,气泵通过管路与活动筒连接,第一活动法兰611则设于活动筒,活动筒通过第一活动法兰611与密封阀门620固定相连。旋转接头属于常规现有技术,在此不做赘述。
38.另外为了避免动能载体因为下料而排出,密封阀门620的出口端设有第二过滤装置,第二过滤装置可供粒径达标的金属粉末排出,但是可阻止动能载体排出,使得动能载体能重复使用,不需要重复添加。
39.可以理解的是,在本发明的一些实施例中,抽真空装置500与第二旋转支撑管420连接且两者之间依次设有第二旋转接头510和第一过滤装置511,第一过滤装置511可以避免工作腔内的粉末或者颗粒逃逸出来,第二旋转接头510则可避免抽真空装置500随第二旋转支撑管420一起旋转,造成管路缠绕和结构干涉。当然在其他一些实施例中,第二旋转接头510与第一过滤装置511之间也可以设置阀门以实现第二旋转支撑管420出口的密封和开关。
40.可以理解的是,在本发明的一些实施例中,第一支撑座200上端铰接有一翻转架210,翻转架210底部通过水平设置的转轴实现与第一支撑座200的铰接。翻转架210设有一限位穿孔,第一旋转支撑管410穿设于限位穿孔且与翻转架210轴向固定,轴向固定可依靠第一旋转支撑管410上的轴肩和连接在第一旋转支撑管410外周的限位结构(螺母、卡簧)等实现。炉体100上端可开合;炉体100上端打开后,工作容器400能随翻转架210翻转。具体的,炉体100包括炉本体110和炉盖120,炉盖120通过铰接或者滑动等方式安装在炉本体110上端,通过旋转或滑动或其他活动方式,实现开合,炉盖120打开后,避免与工作容器400的翻转造成结构干涉。
41.可以理解的是,在本发明的一些实施例中,驱动机构700为安装于翻转架210的电机,第一旋转支撑管410外周套设有一传动套710,电机与传动套710传动相连,以带动第一旋转支撑管410和工作容器400旋转,具体的,传动套710固定在第一旋转支撑管410外周,传动套710与电机的输出轴通过传送带传动。使得就算工作容器400随翻转架210翻转需要下料时,工作容器400仍然能被驱动机构700驱动旋转,能使物料顺利沿倾斜面下滑实现下料。
42.参照图2和图3,还包括起吊旋转装置800,起吊旋转装置800套设于第二旋转支撑管420且轴向固定,起吊旋转装置800能绕第二旋转支撑管420旋转,这样使得下料时,能通
过起吊装置将起吊旋转装置800吊起,使得工作容器400、第一旋转支撑管410和第二旋转支撑管420随翻转架旋转倾斜,实现下料,且由于起吊旋转装置800能绕第二旋转支撑管420旋转,第二旋转支撑管420下料旋转时,不会带动起吊旋转装置800旋转,避免影响吊起。
43.可以理解的是,在本发明的一些实施例中,起吊旋转装置800包括起吊框810、吊钩820和滚轮830,起吊框810套设于第二旋转支撑管420,吊钩820设于起吊框810外周,滚轮830周向排列于起吊框810内圈,第二旋转支撑管420周壁固设有轨道套筒421,轨道套筒421设有与滚轮830适配的环形轨道422,滚轮830能沿环形轨道422滚动。吊钩820方便起吊装置钩吊,滚轮830则减少起吊旋转装置800与第二旋转支撑管420相对旋转的摩擦力,环形轨道422不仅起到对滚轮830的滚动导向还能起到对起吊框810轴向固定的作用,避免起吊框810沿第二旋转支撑管420滑动而影响起吊。
44.为了避免工作容器400高压爆裂,造成安全隐患,第一旋转支撑管410或第二旋转支撑管420伸出炉体100的部分连接有防爆装置430,防爆装置430可以是泄压阀或密封结构,当压力过高超过密封结构的受力极限时,密封结构损坏从而实现快速泄压。
45.本发明还提供一种金属粉末高温整形纯化一体生产工艺,包括步骤s1、s2、s3、s4、s5、s6和s7。
46.s1:排出工作容器内的水分和有害物质后,往工作容器内装入钛金属原料和动能载体。具体步骤如下:首先将工作容器加热至100-300℃干燥,然后打开抽真空装置抽真空同时充气装置通入惰性气体置换工作容器内的水分或有害物质,待冷却至80℃以下、压力平衡后再拆卸第二旋转接头510,往第二旋转支撑管420装入钛金属原料和动能载体;
47.s2:打开抽真空装置以将工作容器内的气体杂质排出。
48.s3:开启加热件130,炉体加热,使工作容器内的温度至250-800℃之间,充气装置往工作容器内通入氢气,并使压力恒定在50-400kpa之间,驱动机构驱动工作容器旋转,使钛金属氢化。具体的,工作容器的旋转可在5-200r/min之间,时间保持30-500min之间,使钛金属粉末充分吸氢2%以上达到清脆效果。
49.s4、工作容器的温度调至300-900℃之间,通入惰性气体压力恒定在10-90kpa之间,工作容器的旋转使钛金属在动能载体的运动撞击能量下破碎。具体的,工作容器的旋转在5-200r/min之间,时间保持10-400min之间,使清脆的钛金属粉末在球状动能载体的运动撞击能量下破碎成小于53μm以下的粉末。
50.s5、打开抽真空装置以将工作容器内的气体抽出后,通入惰性气体使工作容器压力恒定在-500-0kpa之间,使工作容器的温度调至500-950℃之间,并保持工作容器的旋转,实现钛金属氢化脱氢。具体的,打开抽真空装置置换气体杂质一次及以上,工作容器的旋转在5-500r/min之间,时间保持100-800min之间,把钛金属粉末吸附的氢元素脱离置换排出。
51.s6、温度调至200-950℃之间,惰性气体压力恒定在1-30kpa之间,保持工作容器的旋转,实现对钛金属的造形球化和纯化。步骤s6能在钛金属粉末软点附近利用球的撞击和工作容器旋转的动能摩擦,去除粉末表面的锐角和棱边,逐步形成球形或类球形效果,同时在高温下分离气体杂质并最后排出。
52.s7、温度降至100℃以下、惰性气体压力为0-5kpa之间密封出料。具体的,把密封阀门620关闭,拆卸第一活动法兰611和第一旋转接头610,在第二活动法兰621上连接上出料罐,将出料罐抽真空充氩气干净后,打开密封阀门620,就可以倾斜出料了,出料完毕后,关
闭密封阀门620,将储料罐和密封阀门620一起卸下来放入真空手套箱做后续筛分包装等处理。
53.下面结合实施例来更好地了解本发明的技术方案。
54.实施例1
55.本实施例提供一种金属粉末高温整形纯化一体生产工艺,具体步骤:
56.s1:排出工作容器内的水分和有害物质后,往工作容器内装入钛金属原料和动能载体。具体步骤如下:首先将工作容器加热至100-300℃干燥,然后打开抽真空装置抽真空同时充气装置通入惰性气体置换工作容器内的水分或有害物质,待冷却至80℃以下、压力平衡后再拆卸第二旋转接头510,往第二旋转支撑管420装入钛金属原料和动能载体;
57.s2:打开抽真空装置以将工作容器内的气体杂质排出。
58.s3:开启加热件130,炉体加热,使工作容器内的温度至250℃,充气装置往工作容器内通入氢气,并使压力恒定在50kpa,驱动机构驱动工作容器旋转,使钛金属氢化。具体的,工作容器的旋转速度为5r/min,时间保持30min,使钛金属粉末充分吸氢2%以上达到清脆效果。
59.s4、工作容器的温度调至300℃,通入惰性气体压力恒定在10kpa,工作容器的旋转使钛金属在动能载体的运动撞击能量下破碎。具体的,工作容器的旋转速度为5r/min,时间保持10min,使清脆的钛金属粉末在球状动能载体的运动撞击能量下破碎成小于53μm以下的粉末。
60.s5、打开抽真空装置以将工作容器内的气体抽出后,通入惰性气体使工作容器压力恒定在-500kpa,使工作容器的温度调至500℃,并保持工作容器的旋转,实现钛金属氢化脱氢。具体的,打开抽真空装置置换气体杂质一次及以上,工作容器的旋转速度为5r/min,时间保持100min,把钛金属粉末吸附的氢元素脱离置换排出。
61.s6、温度调至200℃,惰性气体压力恒定在1kpa,保持工作容器的旋转,实现对钛金属的造形球化和纯化。步骤s6能在钛金属粉末软点附近利用球的撞击和工作容器旋转的动能摩擦,去除粉末表面的锐角和棱边,逐步形成球形或类球形效果,同时在高温下分离气体杂质并最后排出。
62.s7、温度降至100℃以下、惰性气体压力为0kpa出料。
63.最终得到的结果:
64.破碎率为35%(粗颗粒破碎成为53μm以下粉末的比例);
65.球化率为50%(带锐角棱边无规则颗粒造形成球形或类球形粉末的比例);
66.氧含量为0.14%。
67.实施例2
68.本实施例提供一种金属粉末高温整形纯化一体生产工艺,具体步骤:
69.s1:排出工作容器内的水分和有害物质后,往工作容器内装入钛金属原料和动能载体。具体步骤如下:首先将工作容器加热至100-300℃干燥,然后打开抽真空装置抽真空同时充气装置通入惰性气体置换工作容器内的水分或有害物质,待冷却至80℃以下、压力平衡后再拆卸第二旋转接头510,往第二旋转支撑管420装入钛金属原料和动能载体;
70.s2:打开抽真空装置以将工作容器内的气体杂质排出。
71.s3:开启加热件130,炉体加热,使工作容器内的温度至500℃,充气装置往工作容
器内通入氢气,并使压力恒定在200kpa,驱动机构驱动工作容器旋转,使钛金属氢化。具体的,工作容器的旋转速度为100r/min,时间保持200min,使钛金属粉末充分吸氢2%以上达到清脆效果。
72.s4、工作容器的温度调至600℃,通入惰性气体压力恒定在50kpa,工作容器的旋转使钛金属在动能载体的运动撞击能量下破碎。具体的,工作容器的旋转速度为100r/min,时间保持200min,使清脆的钛金属粉末在球状动能载体的运动撞击能量下破碎成小于53μm以下的粉末。
73.s5、打开抽真空装置以将工作容器内的气体抽出后,通入惰性气体使工作容器压力恒定在-300kpa,使工作容器的温度调至700℃,并保持工作容器的旋转,实现钛金属氢化脱氢。具体的,打开抽真空装置置换气体杂质一次及以上,工作容器的旋转速度为300r/min,时间保持100min,把钛金属粉末吸附的氢元素脱离置换排出。
74.s6、温度调至600℃,惰性气体压力恒定在15kpa,保持工作容器的旋转,实现对钛金属的造形球化和纯化。步骤s6能在钛金属粉末软点附近利用球的撞击和工作容器旋转的动能摩擦,去除粉末表面的锐角和棱边,逐步形成球形或类球形效果,同时在高温下分离气体杂质并最后排出。
75.s7、温度降至100℃以下、惰性气体压力为2kpa出料。
76.最终得到的结果:
77.破碎率为86%(粗颗粒破碎成为53μm以下粉末的比例);
78.球化率为35%(带锐角棱边无规则颗粒造形成球形或类球形粉末的比例);
79.氧含量为0.16%。
80.实施例3
81.本实施例提供一种金属粉末高温整形纯化一体生产工艺,具体步骤:
82.s1:排出工作容器内的水分和有害物质后,往工作容器内装入钛金属原料和动能载体。具体步骤如下:首先将工作容器加热至100-300℃干燥,然后打开抽真空装置抽真空同时充气装置通入惰性气体置换工作容器内的水分或有害物质,待冷却至80℃以下、压力平衡后再拆卸第二旋转接头510,往第二旋转支撑管420装入钛金属原料和动能载体;
83.s2:打开抽真空装置以将工作容器内的气体杂质排出。
84.s3:开启加热件130,炉体加热,使工作容器内的温度至800℃,充气装置往工作容器内通入氢气,并使压力恒定在400kpa,驱动机构驱动工作容器旋转,使钛金属氢化。具体的,工作容器的旋转速度为200r/min,时间保持500min,使钛金属粉末充分吸氢2%以上达到清脆效果。
85.s4、工作容器的温度调至900℃,通入惰性气体压力恒定在90kpa,工作容器的旋转使钛金属在动能载体的运动撞击能量下破碎。具体的,工作容器的旋转速度为200r/min,时间保持400min,使清脆的钛金属粉末在球状动能载体的运动撞击能量下破碎成小于53μm以下的粉末。
86.s5、打开抽真空装置以将工作容器内的气体抽出后,通入惰性气体使工作容器压力恒定在0kpa,使工作容器的温度调至900℃,并保持工作容器的旋转,实现钛金属氢化脱氢。具体的,打开抽真空装置置换气体杂质一次及以上,工作容器的旋转速度为500r/min,时间保持100min,把钛金属粉末吸附的氢元素脱离置换排出。
87.s6、温度调至950℃,惰性气体压力恒定在30kpa,保持工作容器的旋转,实现对钛金属的造形球化和纯化。步骤s6能在钛金属粉末软点附近利用球的撞击和工作容器旋转的动能摩擦,去除粉末表面的锐角和棱边,逐步形成球形或类球形效果,同时在高温下分离气体杂质并最后排出。
88.s7、温度降至100℃以下、惰性气体压力为5kpa,并密封出料。
89.最终得到的结果:
90.破碎率为100%(粗颗粒破碎成为53μm以下粉末的比例);
91.球化率为89%(带锐角棱边无规则颗粒造形成球形或类球形粉末的比例);
92.氧含量为0.17%。
93.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。