1.本发明涉及冶金领域,具体涉及一种钴铬镍合金及其热处理工艺、及得到的热处理强化钴铬镍合金。
背景技术:
2.钴铬镍合金具有优良的力学性能,耐磨性和生物相容性,可用于牙科、人工关节连接件等。另外,钴铬镍合金同时具有很高的高温强度、抗粘连性和耐各种形式腐蚀的性能,在化工、石油和天然气设备、燃气涡轮、航空及钢铁工业中有着广泛的用途。
3.高钴系列钴铬合金通常通过铸造加工或者铸造后进行热锻加工。而铸造加工合金通常有粗大的柱状晶及缩孔等缺陷,严重影响了合金的力学性能,尤其是塑性、疲劳强度较低。而铸造钴铬镍合金的这些缺陷被认为是钴铬镍合金作为植入器械发生偶然断裂失效的主要原因。且我国目前尚不具备粉末高温合金大尺寸棒材的挤压开坯能力和惰性气体(或真空)保护的大型等温锻造设备,关键装备的缺乏已经成为挤压 等温锻造工艺路线粉末高温合金研制和生产的瓶颈。
技术实现要素:
4.为解决上述技术问题,本发明提供一种钴铬镍合金及其热处理工艺、及得到的热处理强化钴铬镍合金。
5.本发明的方案:一种钴铬镍合金,所述钴铬镍合金材料的原料中,co:50~62%;cr:3~31%;ni:3~31%;mo:2%~12%;fe:2%~12%;si:2%~12%;c:0.05~0.2%,所有合金元素的质量分数总和为100%。
6.优选地,所述钴铬镍合金的制备方法包括以下步骤:s1:混料:将原始粉末按照比例称取配制混合粉,将混合粉进行湿法球磨,得到混合浆料;s2:烘干:所述步骤s1中的混合浆料在干燥箱内干燥得混合料;s3:压制:得到的物料压制成形得到压坯;s4:真空熔炼:在1600℃熔炼后采用亚快速凝固工艺方法进行铸造得到钴铬镍合金。
7.优选地,所述步骤s1:将混合粉进行湿法球磨,利用行星式球磨工艺,采用
ϕ
5~
ϕ
10的钢球作为研磨球、无水乙醇作为分散剂,球料比为(8~10):1,转速(200~260)r/min,混料48~60h得到混合浆料;所述步骤s2:干燥温度为75-85℃,混合料过60~100目筛网;所述步骤s3:压制压力为400~600mpa。
8.优选地,所述步骤s4:亚快速凝固工艺的凝固冷却速率在50~120k/s。
9.所述的铸造合金冷速小于50k/s, 所得铸造合金组织会形成粗大树枝晶,并存在明显的疏松缩孔等铸造缺陷;当所述铸造合金的冷却速度在50k/s~120k/s的范围内时,铸造合金具有适宜的流动性和铸造充型能力,所得铸造合金的组织为细小均匀的非平衡枝晶组织,二次枝晶间距在15~40μm之间;所述铸造合金的冷却速度在120k/s以上时,对于设备的冷却条件要求苛刻,而且铸锭的厚度要求限定约在1.5mm以下。
10.一种钴铬镍合金的热处理工艺,对钴铬镍多元合金铸锭进行热处理,具体包括以下步骤:1)将钴铬镍合金用瓷泥进行包裹后置于热处理炉内,采用将温度升温后进行保温处理;2)出炉后带有泥壳进行冷却获得热处理强化钴铬镍合金。
11.优选地,所述步骤1)中,采用的瓷泥为黄瓷泥或白瓷泥或其组合,瓷泥包裹层厚度为0.5~1.5mm。
12.优选地,所述步骤1)中,保温处理的温度高于钴铬镍合金的固溶处理温度,保温处理的时间高于铸造枝晶的消失时间。
13.进一步优选地,所述步骤1)中,保温处理温度1130~1200℃,保温时间4-10h。
14.所述热处理保温温度在500~1100℃之间,所得热处理合金组织仍保留为铸造合金的枝晶形貌;所述热处理保温温度在1130℃~1200℃之间,所得热处理合金的金相组织内形成等轴晶,晶内形成条纹缺陷,并且金相组织内的条纹缺陷随保温处理时间的延长而增加。所述热处理保温温度在1200℃以上,所得热处理合金的组织内会出现晶粒异常长大现象。
15.再进一步优选地,所述步骤1)中,采用加热速率为3~7℃/min将温度升至1130~1200℃。
16.优选地,所述步骤2)中,冷却速度为300~500℃/min,冷却到室温(室温范围是20-30℃)。
17.所述钴铬镍合金的热处理工艺得到的热处理强化钴铬镍合金,热处理强化钴铬镍合金为α-fcc ε-hcp两相组织,晶粒为等轴晶;热处理强化钴铬镍合金为显微缺陷组织,α-fcc相晶粒内的显微缺陷为层错,ε-hcp相内的显微缺陷为孪晶。
18.本发明有益效果:1.本发明提供的粉末冶金-亚快速凝固及其热处理工艺可在钴铬镍合金组织内形成显微缺陷强化组织结构,有效实现钴铬镍合金的高性能组合,尤其是实现了塑韧性的显著增长。其中,α-fcc相中的主要显微缺陷为层错,ε-hcp相中的主要显微缺陷为孪晶。
19.2. 本发明提供的制备及热处理工艺方法简单易操作,生产工艺对于设备的要求低,工艺方法简单,且铸造合金组织的微观偏析时间短,有利于制备细小均匀的微观组织合金材料。
附图说明
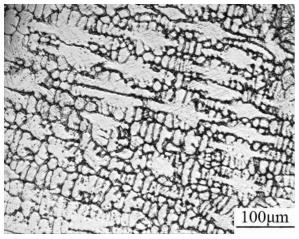
20.图1为本发明实施例1的铸造钴铬镍合金的金相组织;图2为本发明实施例1的铸造钴铬镍合金的xrd图谱;图3 为本发明实施例1的热处理钴铬镍合金的金相组织;
图4为本发明实施例1的热处理钴铬镍合金的ebsd分析结果;其中图(a)为ipf图,图(b)为相组成图,蓝色相ε-hcp相,红色为α-fcc相图5为本发明实施例1的热处理钴铬镍合金的tem组织;其中图(a)层错组织,镶嵌图为白色框内的层错结构的高分辨图;图(b)为孪晶组织,镶嵌图为白色框内的孪晶结构的高分辨图。
21.图6为本发明实施例1的工程应力应变曲线;图中a表示为铸造钴铬镍合金,b表示热处理钴铬镍合金图7为本发明实施例2的铸造钴铬镍合金的金相组织;图8为本发明实施例2的热处理钴铬镍合金的金相组织。
具体实施方式
22.下面结合实施例来进一步说明本发明,但本发明要求保护的范围并不局限于实施例表述的范围。
23.实施例1一种钴铬镍合金,首先是钴铬镍铸造合金的制备,采用粉末冶金方法和亚快速凝固工艺方法:按照质量百分数co,62%;cr,20%;ni,10.9%;mo,6%;fe,1%;c,0.1%的比例配置混合料,经混料、烘干、压制和亚快速凝固工艺方法进行真空熔炼,得到钴铬镍铸造合金。
24.混料:将混合粉进行湿法球磨,利用行星式球磨工艺,采用
ϕ
8的钢球作为研磨球、无水乙醇作为分散剂,球料比为9:1,转速250r/min,混料55h得到混合浆料;烘干:混合浆料在干燥箱内干燥得混合料,干燥温度为80℃,混合料过90目筛网。
25.压制:得到的物料压制成形得到压坯,压制压力为500mpa。
26.真空熔炼:在1600℃熔炼后采用亚快速凝固工艺进行铸造得到钴铬镍合金,凝固冷却速率在120k/s。
27.图1为所得钴铬镍多元铸造合金的金相组织,可以看出合金组织为铸造合金特征,为铸造枝晶特征。图2所示为所得合金的xrd物相图谱,可以确定合金为双相α-fcc ε-hcpco基合金。由sem及能谱进一步确定,高ni相为α-fcc相,高cr相为ε-hcp相。即枝晶主干为软相α-fcc组织,枝晶界上为脆硬的ε-hcp相。
28.将上述钴铬镍铸造合金采用瓷泥进行包裹,包裹层的平均厚度为1.0mm。包裹后将合金置于热处理炉内,采用加热速率为7℃/min的升温速度将温度升至1150℃之间,保温4h, 然后出炉将带有泥壳的铸造合金置于nacl水中进行快速冷却,冷却速度为450℃/min,冷却到室温获得热处理强化钴铬镍合金。图3所示为得到的热处理钴铬镍合金的金相组织。由图3所示热处理后的组织为等轴晶,晶内出现明显的条纹缺陷,条纹缺陷止于晶界。对这些条纹缺陷进行ebsd分析,图4给出了ebsd分析的ipf图(图4(a))及其相对应的相分布图(图4(b)),图4示结果表明热处理钴铬镍合金为α-fcc ε-hcp相两相组织,图4(b) 中,α-fcc相用红色表示,ε-hcp相用蓝色表示。由图4(a)、(b)可以知道,在蓝色ε-hcp相内出现取向不同的条纹,即孪晶。图5给出了两相条纹缺陷组织的tem分析,其中图5(a)显示的为层错缺陷及其高分辨、取向差,图5(b)显示了孪晶缺陷及其高分辨和孪晶的取向差。结合图4、图5可以判断,层错主要出现在α-fcc相内,孪晶则主要出现在ε-hcp相内。
29.在钴铬镍铸造合金和热处理强化钴铬镍合金块上切取拉伸试样,拉伸试样的标距
尺寸为10mm,截面尺寸为2mm
×
2mm,采用自制的钢制夹具,在室温下进行等轴拉伸试验。应变速率为0.01mm/min。图6给出了钴铬镍铸造合金和热处理强化钴铬镍合金的应力应变曲线,图中a为钴铬镍铸造合金,b为热处理强化钴铬镍合金。由图6可见,钴铬镍铸造合金的抗拉强度为615.1mpa,延伸率为29.4%;热处理强化钴铬镍合金的抗拉强度为763.2mpa,延伸率40.7%。相较于钴铬镍铸造合金,热处理强化钴铬镍合金的延伸率出现明显的增长,提高了11.3%(相对值38.4%),强度增加了148.1mpa(相对值24.1%)。
30.实施例2一种钴铬镍合金,按照质量百分数co,62%;cr,27%;ni,3.9%;mo,6%;fe,1%;c,0.1%的比例配置混合料。混料、压制和亚快速凝固工艺同实施例1,制备得到钴铬镍铸造合金。将钴铬镍铸造合金锭采用瓷泥进行包裹,包裹层的平均厚度为0.6 mm。包裹后将合金置于热处理炉内,采用加热速率为3℃/min的升温速度将温度升至1130℃之间,保温4h,然后出炉将带有泥壳的铸造合金置于nacl水中进行快速冷却,冷却速度为500℃/min,冷却到室温获得热处理强化钴铬镍合金。图7和图8分别给出了钴铬镍铸造合金和热处理强化钴铬镍合金的金相组织。由图7可见,钴铬镍铸造合金为铸造枝晶特征,为双相α-fcc ε-hcp co基合金。图8可见,热处理强化钴铬镍合金的组织为等轴晶,晶内出现明显的条纹缺陷,条纹缺陷止于晶界。经进一步分析可知,热处理强化钴铬镍合金仍然为α-fcc ε-hcp相两相组织,但ε-hcp相具有较高的体积分数,且在ε-hcp相晶粒内形成孪晶组织。在钴铬镍铸造合金和热处理强化钴铬镍合金块上切取拉伸试样,在室温下进行等轴拉伸试验,结果表明,钴铬镍铸造合金经热处理后,抗拉强度从606.5mpa提升至753.6mpa,延伸率由17.0%提升至20.9%,强度和延伸率分别提高146.9mpa和3.9%(相对值分别为24.2%和22.9%)。可见,热处理工艺能有效提高合金的综合力学性能。
31.实施例3一种钴铬镍合金及其热处理工艺,按照质量百分数co,52%;cr,8.9%;ni,32%;mo,6%;fe,1%;c,0.1%的比例配置混合料。混料、压制和亚快速凝固工艺同实施例1,制备得到钴铬镍铸造合金。将钴铬镍铸造合金锭采用瓷泥进行包裹,包裹层的平均厚度为1.3 mm。包裹后将合金置于热处理炉内,采用加热速率为5℃/min的升温速度将温度升至1200℃之间,保温8h, 然后出炉将带有泥壳的铸造合金置于盐浴溶液中进行快速冷却,冷却速度为300℃/min,冷却到室温获得热处理强化钴铬镍合金。分别对钴铬镍铸造合金和热处理强化钴铬镍合金的组织和力学性能进行测试分析,发现,α-fcc ε-hcp 两相铸造co基合金在热处理后铸造枝晶结构消失,演变为热处理的两相等轴晶粒结构,在组织晶粒内仍然出现条纹缺陷结构。由于实施例3的合金成分中ni含量较高,两相中α-fcc相的体积分数相对较高,且热处理工艺在α-fcc相中形成了层错显微缺陷。钴铬镍铸造合金和热处理强化钴铬镍合金的抗拉强度分别为从640.1mpa提升至790.5mpa,延伸率由33.1%提升至45.5%,强度和延伸率分别提高150.4mpa和12.1%(相对值分别为23.5%和36.7%)。
32.上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。