1.本发明涉及面料印染技术领域,特别是一种芯逸动锦棉四面弹面料的染色方法。
背景技术:
2.锦棉是由锦纶丝和纯棉纱在喷气织机上交织而成,是制作休闲装,时装的理想用料,其规格有平纹,斜纹,消光,方根等系列。面料光泽艳丽,手感滑爽饱满,多适用于女性打底裤、风衣、棉服、茄克等款式上;伴随人们日益增长的物质生活与文化生活水平的提高,对纺织业的需求越来越高,人们已经不满足于单一色调的衣服,逐渐追求五颜六色的时尚服装,故纺织染色得到迅速发展,就锦棉面料而言,其是制作休闲装,时装的理想用料,它可单面染色也可双面染色;锦棉染色主要使用活性染料染棉,酸性染料染锦纶,受到普遍欢迎,用量逐年扩大。活性染料靠共价键与被染纤维结合,具有色光鲜艳、色谱齐全、染色工艺简单、色牢度优良等特点,但两种染料染色大部分采用两浴法,工艺时间长,能耗消耗大,且水洗牢度较差,一般在耐摩擦色牢度的检测中仅能达到3级左右,众所周知,在服装的穿着过程中,耐磨色牢度不合格不仅会导致不同衣服之间颜色污染,影响服装产品美观和实用性能,而且摩擦造成的燃料中的分子和重金属迁移可能会引起皮肤不适,危害人们的身体健康;且现有技术的锦棉面料存在门幅窄、尺寸稳定性差、回复性差、手感僵硬不舒适等问题,因此提高锦棉面料的染色质量是本领域技术人员急需解决的技术问题。
技术实现要素:
3.本发明要解决的技术问题是提供一种手感舒适、尺寸稳定的芯逸动锦棉四面弹面料及染色方法。
4.为解决上述技术问题,本发明提供了一种芯逸动锦棉四面弹面料的染色方法,包括如下步骤:a、坯布翻缝,将多卷坯布进行翻缝连接,以获得连续的坯布。
5.b、坯布退浆,在45℃-55℃条件下,对坯布浸轧退浆酶溶液,实现坯布退浆,以获得半成品。
6.c、冷堆,将退浆后的半成品浸轧冷堆溶液,并静置10-12小时,以使降低半成品的湿硬度。
7.d、出球,将冷堆后的半成品浸轧双氧水溶液,双氧水溶液中的双氧水浓度为11.0-12.0g/l。
8.e、染前预定型,对氨纶进行低温预缩定型,温度控制在170℃-190℃。
9.f、缸染,将出球后的半成品送入气雾缸,对半成品中的锦纶长丝n140进行染色,缸内温度为75-85℃,时间为38-42分钟;g、长车印染,将二次缸染后的半成品进行长车印染,对半成品中的棉纱32s进行染色;h、染后预定型,对柔软后的半成品进行染后预定型,预缩温度为195℃-205℃,使
得半成品沿径向方向长度收缩5%-6%。
10.i、柔软,对染色后的半成品浸轧软化溶液,软化溶液中柔软剂的浓度为38-42g/l,软化溶液中硅油的浓度为9-11g/l。
11.j、验布、打卷,对染后预定型的半成品进行最终定型、验收和打卷,获得芯逸动锦棉四面弹面料。
12.进一步,所述退浆酶溶液中退浆酶的浓度为7.5-8.5g/l。
13.进一步,所述冷堆溶液中烧碱的浓度为20-25g/l,双氧水的浓度为13-14g/l。
14.进一步,上述芯逸动锦棉四面弹面料包括由多根经纱、多根第一纬纱、多根第二纬纱组成的最小编织变化单元,各最小编织变化单元具有前侧和后侧,多根经纱并排设置,第一纬纱、第二纬纱沿经纱长度方向交替设置,所述第一纬纱与第二纬纱1:1间隔设置。
15.进一步,所述第一纬纱为双包芯锦纶,所述双包芯锦纶包括内芯丝、用于包裹内芯丝的外芯丝、用于包裹外芯丝的表层纱,所述内芯丝为氨纶,所述外芯丝为锦纶;所述第二纬纱的型号为n140d 40d。
16.进一步,所述第二纬纱为双包芯锦纶,所述双包芯锦纶包括内芯丝、用于包裹内芯丝的外芯丝、用于包裹外芯丝的表层纱,所述内芯丝为氨纶,所述外芯丝为锦纶;所述第一纬纱的型号为n140d 40d。
17.进一步,所述最小编织变化单元包括4根经纱、2根第一纬纱和2根第二纬纱,经纱与第一纬纱交织时,4根经纱中的3根经纱置于第一纬纱的后侧,另一根经纱置于第一纬纱的前侧,经纱与第二纬纱交织时,4根经纱中的3根经纱置于第二纬纱的后侧,另一根经纱置于第二纬纱的前侧。
18.进一步,所述外芯丝的型号为锦纶长丝n40d,所述内芯丝的型号为氨纶40d。
19.进一步,所述表层纱的型号为棉纱32s。
20.进一步,所述经纱的型号为锦纶长丝n140d 氨纶40d。
21.发明的技术效果:(1)本发明的芯逸动锦棉四面弹面料,相对于现有技术,经纱采用锦纶长丝包覆氨纶,第一纬纱与第二纬纱1:1间隔设置,且其中的第一纬纱或第二纬纱为双包芯锦纶,使得面料兼具天然纤维及化学纤维的优良性能,其表面仍然具有棉纤维风格,而氨纶在锦纶长丝的支撑下,氨纶的弹性可以做到伸缩自如,有效增加面料的回弹性和撕破强力;且外包棉纤维,面料透气性好,穿着舒适;(2)第一纬纱、第二纬纱与经纱之间都是三前一后设置,使得面料表面的纬纱分布紧实;(3)芯逸动锦棉四面弹面料的制造过程中,印染时采用缸染加长车印染相结合的染色工艺,通过对锦纶长丝进行缸染,使得面料手感蓬松,且缸染的渗透性好,利于对包覆在棉纱内的锦纶长丝进行上色;通过对棉纱进行长车印染,提高了印染效率,且前后色差一致性好,水洗干净彻底,色牢度好;(4)面料结合了锦纶、氨纶和棉纱的优点,尤其是采用锦纶代替现有技术中给的涤纶,使得面料手感好,且加工温度低;在染色前进行低温染前预定型,染色后进行高温染后预定型,并在面料柔软后进行最终定型处理,使得面料在径向产生预缩,对面料中的氨纶进行有效定型,获得的面料门幅可以控制在1.2m以上,保证面料弹力的同时,获得的面料在使用过程中的收缩幅度大幅降低;且由于预缩温度较低,有效防止面料中的锦纶变硬,使得面料维持较为柔顺的手感;(5)面料经纱采用锦纶长丝包氨纶,纬纱同样具有锦纶长丝包氨纶结构,使得面料在径向、纬向同时具备弹性,以实现四面弹。
附图说明
22.下面结合说明书附图对本发明作进一步详细说明:图1是实施例1的芯逸动锦棉四面弹面料的横截面示意图;图2是实施例1中芯逸动锦棉四面弹面料用于体现最小编织变化单元结构的示意图;图中:表层纱51,外芯丝52,内芯丝53。
具体实施方式
23.实施例1本实施例的芯逸动锦棉四面弹面料,包括由4根经纱1、2根第一纬纱、2根第二纬纱组成的最小编织变化单元,各最小编织变化单元具有前侧和后侧,4根经纱并排设置,第一纬纱、第二纬纱沿经纱长度方向交替设置,且第一纬纱与第二纬纱1:1间隔设置;如图2所示,其中第一纬纱为双包芯锦纶,其型号为jc32 n40d 40d,即双包芯锦纶包括内芯丝53、用于包裹内芯丝53的外芯丝52、用于包裹外芯丝52的表层纱51,内芯丝53为氨纶40d,外芯丝52为锦纶n40d,表层纱51的型号为棉纱32s,第二纬纱由锦纶长丝和氨纶组成,其型号为锦纶长丝n140d 氨纶40d,经纱的型号为锦纶长丝n140d 氨纶40d。
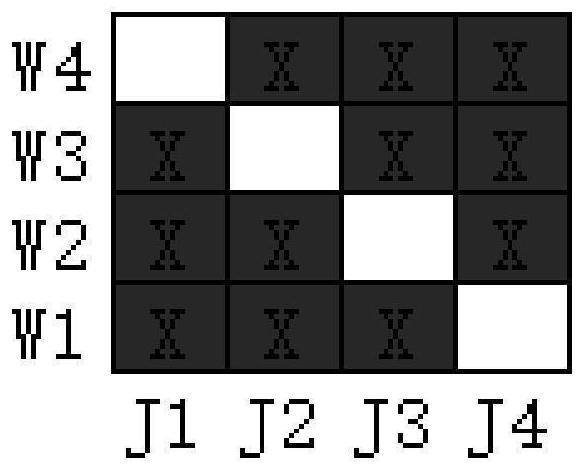
24.经纱与第一纬纱交织时,4根经纱中的3根经纱置于第一纬纱的后侧,另一根经纱置于第一纬纱的前侧,经纱与第二纬纱交织时,4根经纱中的3根经纱置于第二纬纱的后侧,另一根经纱置于第二纬纱的前侧,最小编织变化单元结构的示意图参见图1,即横坐标方向上4根经纱的编号分别为第1经纱j1、第2经纱j2、第3经纱j3、第4经纱j4,纵坐标方向上第w1、第w3表示第一纬纱w1和第一纬纱w3,第w2、第w4表示第二纬纱w2、第二纬纱w4,其中第1根第一纬纱w1由第1经纱j1的下方延伸至第3经纱j3的下侧,并转向进入第4经纱j4的上方,第1根第二纬纱w2由第1经纱j1的下侧延伸至第2经纱j2的下侧,并转向进入第3经纱j3的上侧,再转向第4经纱j4的下侧,第2根第一纬纱w3由第1经纱j1的下侧转向进入第2经纱j2的上侧,再转向进入第3经纱j3的下侧,并延伸至第4经纱j4的下侧;第2根第二纬纱w4由第1经纱j1的上侧转向进入第2经纱j2的下侧,并延伸至第3经纱j3、第4经纱j4的下侧;即第一纬纱、第二纬纱与经纱之间都是三前一后设置,使得面料表面的纬纱分布紧实。
25.实施例2在实施例1的基础上,本实施例的芯逸动锦棉四面弹面料存在如下变形,2根第一纬纱均是由锦纶长丝和氨纶组成,其型号为锦纶长丝n140d 氨纶40d,2根第二纬纱的型号为jc32 n40d 40d,即双包芯锦纶包括内芯丝53、用于包裹内芯丝53的外芯丝52、用于包裹外芯丝52的表层纱51,内芯丝53为氨纶40d,外芯丝52为锦纶n40d,表层纱51的型号为棉纱32s,经纱的型号为锦纶长丝n140d 氨纶40d。
26.实施例3上述芯逸动锦棉四面弹面料的染色方法,包括如下步骤:a、坯布翻缝,将多卷坯布进行翻缝连接,以获得连续的坯布。
27.b、坯布退浆,在52℃条件下,对坯布浸轧退浆酶溶液,退浆酶溶液中退浆酶的浓度为7.8g/l,实现坯布退浆,以获得半成品。
28.c、冷堆,将退浆后的半成品浸轧冷堆溶液,冷堆溶液中烧碱的浓度为24g/l,双氧
水的浓度为13.8g/l,并静置11小时,以使降低半成品的湿硬度。
29.d、出球,将冷堆后的半成品浸轧双氧水溶液,双氧水溶液中的双氧水浓度为11.8g/l。
30.e、染前预定型,对氨纶进行低温预缩定型,温度控制在170℃。
31.f、缸染,将出球后的半成品送入气雾缸,对半成品中的锦纶长丝n140进行染色,缸内温度为80℃,时间为41分钟;g、长车印染,将二次缸染后的半成品进行长车印染,对半成品中的棉纱32s进行染色;h、染后预定型,对柔软后的半成品进行染后预定型,预缩温度为200℃,使得半成品沿径向方向长度收缩5%-6%。
32.i、柔软,对染色后的半成品浸轧软化溶液,软化溶液中柔软剂的浓度为40g/l,软化溶液中硅油的浓度为10g/l。
33.j、验布、打卷,对预缩后的半成品进行最终定型、验收和打卷,获得芯逸动锦棉四面弹面料。
34.对获得的芯逸动锦棉四面弹面料进行了理化性能的检测,具体结果参见表1。
35.实施例4上述芯逸动锦棉四面弹面料的染色方法,包括如下步骤:a、坯布翻缝,将多卷坯布进行翻缝连接,以获得连续的坯布。
36.b、坯布退浆,在50℃条件下,对坯布浸轧退浆酶溶液,退浆酶溶液中退浆酶的浓度为8.0g/l,实现坯布退浆,以获得半成品。
37.c、冷堆,将退浆后的半成品浸轧冷堆溶液,冷堆溶液中烧碱的浓度为20g/l,双氧水的浓度为13.0g/l,并静置10小时,以使降低半成品的湿硬度。
38.d、出球,将冷堆后的半成品浸轧双氧水溶液,双氧水溶液中的双氧水浓度为11.0g/l。
39.e、染前预定型,对氨纶进行低温预缩定型,温度控制在180℃。
40.f、缸染,将出球后的半成品送入气雾缸,对半成品中的锦纶长丝n140进行染色,缸内温度为80℃,时间为40分钟;g、长车印染,将二次缸染后的半成品进行长车印染,对半成品中的棉纱32s进行染色;h、染后预定型,对柔软后的半成品进行染后预定型,预缩温度为195℃,使得半成品沿径向方向长度收缩5%-6%;i、柔软,对染色后的半成品浸轧软化溶液,软化溶液中柔软剂的浓度为40g/l,软化溶液中硅油的浓度为10g/l。
41.j、验布、打卷,对预缩后的半成品进行最终定型、验收和打卷,获得芯逸动锦棉四面弹面料。
42.对获得的芯逸动锦棉四面弹面料进行了理化性能的检测,具体结果参见表1。
43.实施例5上述芯逸动锦棉四面弹面料的染色方法,包括如下步骤:a、坯布翻缝,将多卷坯布进行翻缝连接,以获得连续的坯布。
44.b、坯布退浆,在45℃条件下,对坯布浸轧退浆酶溶液,退浆酶溶液中退浆酶的浓度为7.5g/l,实现坯布退浆,以获得半成品。
45.c、冷堆,将退浆后的半成品浸轧冷堆溶液,冷堆溶液中烧碱的浓度为25g/l,双氧水的浓度为14.0g/l,并静置12小时,以使降低半成品的湿硬度。
46.d、出球,将冷堆后的半成品浸轧双氧水溶液,双氧水溶液中的双氧水浓度为12.0g/l。
47.e、染前预定型,对氨纶进行低温预缩定型,温度控制在190℃。
48.f、缸染,将出球后的半成品送入气雾缸,对半成品中的锦纶长丝n140进行染色,缸内温度为85℃,时间为38分钟;g、长车印染,将二次缸染后的半成品进行长车印染,对半成品中的棉纱32s进行染色;h、染后预定型,对柔软后的半成品进行染后预定型,预缩温度为205℃,使得半成品沿径向方向长度收缩5%-6%。
49.i、柔软,对染色后的半成品浸轧软化溶液,软化溶液中柔软剂的浓度为38g/l,软化溶液中硅油的浓度为9g/l。
50.j、验布、打卷,对预缩后的半成品进行最终定型、验收和打卷,获得芯逸动锦棉四面弹面料。
51.对获得的芯逸动锦棉四面弹面料进行了理化性能的检测,具体结果参见表1。
52.表1 面料理化性能检测表
本发明采用缸染加长车印染的染色工艺,获得的芯逸动锦棉四面弹面料在耐湿摩擦色牢度的检测中,可以达到4-5级,明显优于现有技术中的产品。
53.显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本发明的精神所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
