1.本实用新型涉及安全带生产技术领域,尤其是涉及一种安全带织带的自动上料、裁切、缝纫装置。
背景技术:
2.汽车安全带是重要的被动安全件,起着约束位移和缓冲作用。当发生碰撞时,安全带通过内部锁止机构锁紧,从而将乘员“束缚”在座椅上,减少乘员发生二次碰撞的危险,同时避免乘员在车辆发生滚翻等危险情况下被抛离座椅,起到防护,防止乘员受到严重或致命伤害的作用。
3.通常带销被包卷在安全带织带的端部,并通过缝纫工序将其限制在安全带织带上,便于后续与卷收器主体相组装。可是目前织带与带销的装配过程,大多还是人工送料、人工组装,由于人工成本的日益增长,导致生产带来的利润率大幅降低,因此,有必要寻求一种自动化生产方式来取代人工装配,以降低生产成本,同时,提高生产效率。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供一种安全带织带的自动上料、裁切、缝纫装置,具有自动化程度高、生产效率高、产品质量稳定的特点。
5.为实现上述目的,本实用新型采用以下内容:
6.一种安全带织带的自动上料、裁切、缝纫装置,包括机架,其中,所述机架上从一侧向另一侧依次设有:
7.织带放卷单元,用于对织带进行放卷;
8.裁切单元,用于对所述织带放卷单元放卷出的织带进行裁切,以获得预设长度的织带;
9.过渡单元,用于夹持经所述裁切单元裁切下来的织带并将其移动至指定位置;
10.穿带单元,用于将裁切下来的织带穿入摆放好的卷收器主体内;
11.带销上料单元,用于将带销送入织带上的组装位置;
12.缝纫单元,用于将带销和织带进行缝纫连接;以及
13.设于所述织带放卷单元与裁切单元之间的拉带单元,以将织带放卷单元放卷出的织带牵引至裁切单元;
14.靠近所述带销上料单元设置的带销送料单元,以自动提供排列有序的带销;
15.设于所述机架上或外部一侧的下料机器人,其执行端上配置有织带夹具和卷收器主体夹具。
16.作为一种优选方案,所述织带放卷单元包含有:
17.放卷基座,其上安装有一沿其延伸方向布置的横向位移模组;
18.支撑立架体,连接于所述横向位移模组的横向移动端,其上设有至少一个可转动的卷料盘;
19.放料流道,安装于所述支撑立架体上,且处在卷料盘的下方,其出口端朝向所述裁切单元方向。
20.作为一种优选方案,所述裁切单元包含有:
21.裁切基座,其上安装有竖向位移模组;
22.热切座,其连接于所述竖向位移模组的竖向移动端,其下端安装有加热模块,并且所述裁切基座上还设置与加热模块配合使用的温控组件,所述加热模块上活动设置热切刀头,所述热切刀头在热切气缸的作用下靠近或远离加热模块;
23.下刀座,其处在所述热切座的下方,其上具有织带流道,所述织带流道内开设有下刀槽,并且所述下刀槽供热切刀头通过,所述下刀槽的下方设置废料收集件;以及
24.设于所述下刀座两端的来料感应光纤一。
25.作为一种优选方案,所述拉带单元包含有拉带基座,其设于所述放料流道与下刀座之间,其上可转动地配置有上下平行的随动轮和主动轮,并且所述随动轮与主动轮之间留有预设间隙,其中,所述主动轮通过拉带电机进行旋转转动。
26.作为一种优选方案,所述过渡单元包括沿所述机架长度方向布置的x轴位移模组,所述x轴位移模组的移动端上安装有电动夹爪;还包括内藏于所述机架内的托料流道,并且托料流道呈u型结构设计。
27.作为一种优选方案,所述穿带单元包括前段带穿入机构和前段带引出机构;
28.所述前段带穿入机构包括设于机架上的穿入底座,所述穿入底座上具有穿入基座以及位于穿入基座外侧的穿入辅座,并且所述穿入辅座通过y轴位移模组设于穿入底座上,所述穿入基座上配置有在一穿入电机驱动下进行旋转转动的穿入主动轮,并且穿入基座上还具有来料感应光纤二,所述穿入辅座上配置有在辅助气缸一驱动下进行上下运动的载体一,所述载体一处在穿入基座的上方,并且载体一上具有可转动的穿入随动轮以及可伸缩的压料体;还包括设于所述穿入基座一侧的卷收器主体基座,所述卷收器主体基座上设有固定卡槽位,并于所述穿入底座上设置支撑侧架,所述支撑侧架上通过一提升气缸连接卷收器主体按压件;
29.所述前段带引出机构包括引出基座以及位于引出基座外侧的引出辅座,所述引出基座上配置有在一引出电机驱动下进行旋转转动的引出主动轮,并且引出基座上还具有来料感应光纤三,所述引出辅座上配置有在辅助气缸二驱动下进行上下运动的载体二,所述载体二处在引出基座的上方,并且载体二上具有可转动的引出随动轮;还包括设于所述卷收器主体基座与引出基座之间的通过基座,所述通过基座的上方布置有在一下拉气缸驱动下相对通过基座上下运动的下压板体。
30.作为一种优选方案,所述带销上料单元包括带销基座,所述带销基座上布置有移动模组,所述移动模组的运动端上安装有一可上下运动的带销夹爪;还包括处在所述缝纫单元工作端下方的上料平台,所述上料平台上设有左右相对的带销放置座和带销固定座;所述带销放置座上开设有带销放置槽,所述带销固定座的头部向内开设有带销插槽,且所述带销插槽与带销放置槽相对应;所述带销放置座的一侧设置第一推动气缸,并且第一推动气缸的输出端能够自由进出带销放置槽,所述带销固定座在第二推动气缸的控制下靠近或远离带销放置座。
31.作为一种优选方案,所述带销送料单元包括带销振动盘以及带销送料流道,并且
带销送料流道的入口与带销振动盘的输出端接通;所述带销送料流道的出口端侧壁上设置凹陷的夹取位。
32.与现有技术相比,本实用新型具有的有益效果是:利用织带放卷单元实现自动放料,并且放卷的织带长度可控,为后续织带的切断做准备,实现自动化生产;利用裁切单元中的热切方式对织带进行切割,提高织带切割面的平整度,有效避免切割面毛刺化而影响后续工艺;利用过渡单元中的电动夹爪将切割下来的织带移动至下一工序,并且移动中的织带尾端部分会在托料流道内滑动,避免织带局部偏移输送轨迹,从而提高织带在相邻工位间流转的稳定性;利用穿带单元自动地将织带从卷收器主体上的安装孔中穿出,实现自动穿带;利用带销上料单元为后续的缝纫连接提供可靠基础;缝纫单元主要是借助目前的缝纫机机构对织带端部与带销的重合部位进行自动缝合;本实用新型实现了织带与带销的自动化装配,而且无需人工放料送料,大大提高了生产效率,并且本实用新型设计合理、可适用于不同型号款型的安全带,应用范围较广。
附图说明
33.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
34.图1是示出根据本实用新型实施例的一种安全带织带的自动上料、裁切、缝纫装置的俯视示意图;
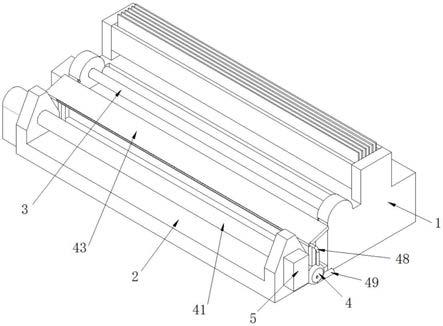
35.图2是示出织带放卷单元的相关结构示意图;
36.图3是示出裁切单元及拉带单元的相关结构示意图;
37.图4是示出过渡单元的相关结构示意图;
38.图5是示出穿带单元的相关结构示意图;
39.图6是示出带销上料单元及带销送料单元的相关结构示意图;
40.图中,各附图标记为:
41.1-机架,10-织带放卷单元,20-裁切单元,30-过渡单元,40-穿带单元,50-带销上料单元,60-缝纫单元,70-拉带单元,80-带销送料单元,90-下料机器人,110-放卷基座,111-横向位移模组,120-支撑立架体,121-卷料盘,130-放料流道,210-裁切基座,211-竖向位移模组,212-温控组件,220-热切座,230-加热模块,240-热切刀头,241-热切气缸,250-下刀座,251-织带流道,252-下刀槽,253-废料收集件,254-来料感应光纤一,310-x轴位移模组,320-电动夹爪,330-托料流道,410-前段带穿入机构,420-前段带引出机构,411-穿入底座,412-y轴位移模组,413-穿入基座,414-穿入辅座,415-卷收器主体基座,416-支撑侧架,421-引出基座,422-引出辅座,423-通过基座,4131-穿入主动轮,4132-穿入电机,4133-来料感应光纤二,4141-载体一,4142-辅助气缸一,4143-穿入随动轮,4144-压料体,4151-固定卡槽位,4161-卷收器主体按压件,4162-提升气缸,4211-引出主动轮,4212-引出电机,4213-来料感应光纤三,4221-载体二,4222-辅助气缸二,4223-引出随动轮,4231-下压板体,4232-下拉气缸,510-带销基座,511-移动模组,512-带销夹爪,520-上料平台,521-带销放置座,522-带销固定座,5211-带销放置槽,5212-第一推动气缸,5221-带销插槽,5222-第二推动气缸,710-拉带基座,711-主动轮,712-随动轮,713-拉带电机,810-带销振动盘,820-带销送料流道,821-夹取位,910-织带夹具,920-卷收器主体夹具。
具体实施方式
42.为了更清楚地说明本实用新型,下面结合优选实施例对本实用新型做进一步的说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
43.如图1所示,一种安全带织带的自动上料、裁切、缝纫装置,包括机架1,其特征在于,机架1上从一侧向另一侧依次设有:织带放卷单元10,用于对织带进行放卷;裁切单元20,用于对织带放卷单元放卷出的织带进行裁切,以获得预设长度的织带;过渡单元30,用于夹持经裁切单元裁切下来的织带并将其移动至指定位置;穿带单元40,用于将裁切下来的织带穿入摆放好的卷收器主体内;带销上料单元50,用于将带销送入织带上的组装位置;缝纫单元60,用于将带销和织带进行缝纫连接;以及设于织带放卷单元10与裁切单元20之间的拉带单元70,以将织带放卷单元放卷出的织带牵引至裁切单元;靠近带销上料单元50设置的带销送料单元80,以自动提供排列有序的带销;设于机架1上或外部一侧的下料机器人90,其执行端上配置有织带夹具910和卷收器主体夹具920。
44.结合图2所示,织带放卷单元10包含有:放卷基座110,其上安装有一沿其延伸方向布置的横向位移模组111;支撑立架体120,连接于横向位移模组111的横向移动端,其上设有至少一个可转动的卷料盘121;放料流道130,安装于支撑立架体120上,且处在卷料盘121的下方,其出口端朝向裁切单元20方向。
45.通过横向位移模组111控制支撑立架体120的左右运动,以使放料流道130的出口端准确对接下一工序,实际生产中,通常配有两个卷料盘,用来无缝接替放料,即其中一个卷料盘放卷完毕后,另一个卷料盘立马接替放卷,以减少等待换卷的时间,卷料盘通常由减速电机控制放卷,而放卷出的织带从放料流道的出口端流向下一工序。
46.结合图3所示,裁切单元20包含有:裁切基座210,其上安装有竖向位移模组211;热切座220,其连接于竖向位移模组211的竖向移动端,其下端安装有加热模块230,并且裁切基座210上还设置与加热模块230配合使用的温控组件212,加热模块230上活动设置热切刀头240,热切刀头240在热切气缸241的作用下靠近或远离加热模块230;下刀座250,其处在热切座220的下方,其上具有织带流道251,织带流道251内开设有下刀槽252,并且下刀槽252供热切刀头240通过,下刀槽252的下方设置废料收集件253;以及设于下刀座250两端的来料感应光纤一254。
47.具体地:从放料流道130流出的织带进入下刀座250上的织带流道251中,下刀座250前端上的来料感应光纤一254感应到有料,并且其将来料信号发送至竖向位移模组211、加热模块230、热切气缸241,此时加热模块230对贴设在其底端的热切刀头240进行加热,当温度达到合格程度时,温控组件212将停止加热的信号发送至加热模块230,接着热切气缸241控制热切刀头240下降,对织带流道251中的织带进行热切,热切过程中所产生的废屑被废料收集件253所收集,保证生产环境的整洁度。
48.结合图3所示,拉带单元70包含有拉带基座710,其设于放料流道130与下刀座250之间,其上可转动地配置有上下平行的随动轮712和主动轮711,并且随动轮712与主动轮711之间留有预设间隙,其中,主动轮711通过拉带电机713进行旋转转动。
49.具体地:随动轮712与主动轮711之间的预留间隙刚好能够使织带从中通过,从放料流道130流出的织带的前端进入随动轮712与主动轮711之间的间隙中,来料感应光纤一
254感应到有料,并且其将来料信号发送至拉带电机713,此时拉带电机713控制主动轮711开始转动,进而使得夹在主动轮711与随动轮712之间的织带向前递进,直至将织带的前端送入下刀座250上的织带流道251内。
50.结合图4所示,过渡单元30包括沿机架1长度方向布置的x轴位移模组310,x轴位移模组310的移动端上安装有电动夹爪320;还包括内藏于机架1内的托料流道330,并且托料流道330呈u型结构设计。
51.具体地:从织带放卷单元10送出的织带经拉带单元70送入下刀座250上的织带流道251内,当织带的前端从织带流道251的另一端穿出时,同时会触发下刀座250后端的来料感应光纤一254,该来料感应光纤一会将来料信号发送至x轴位移模组310,此时x轴位移模组310便控制电动夹爪320移动至下刀座250的另一侧并对织带的前端进行夹持,之后x轴位移模组310便控制电动夹爪320带动着裁切好的织带移动至下一工序,移动过程中织带的后段部分会在托料流道330内沿着其轨迹被拖动着前进。
52.结合图5所示,穿带单元40包括前段带穿入机构410和前段带引出机构420,该前段带穿入机构410主要用以将过渡单元所夹持的织带穿入卷收器主体内,该前段带引出机构420主要是将穿出卷收器主体的织带牵引至下一工序。
53.前段带穿入机构410包括设于机架1上的穿入底座411,穿入底座411上具有穿入基座413以及位于穿入基座413外侧的穿入辅座414,并且穿入辅座414通过y轴位移模组412设于穿入底座411上,穿入基座413上配置有在一穿入电机4132驱动下进行旋转转动的穿入主动轮4131,并且穿入基座413上还具有来料感应光纤二4133,穿入辅座414上配置有在辅助气缸一4142驱动下进行上下运动的载体一4141,载体一4141处在穿入基座413的上方,并且载体一4141上具有可转动的穿入随动轮4143以及可伸缩的压料体4144;还包括设于穿入基座413一侧的卷收器主体基座415,卷收器主体基座415上设有固定卡槽位4151,并于穿入底座411上设置支撑侧架416,支撑侧架416上通过一提升气缸4162连接卷收器主体按压件4161。
54.具体地:处在穿入辅座414底端的y轴位移模组412是一种位移组件,主要就是控制穿入辅座414前后移动,当下料机器人90准备将其上卷收器主体夹具920上所夹持的卷收器置入卷收器主体基座415上的固定卡槽位4151之前,先通过y轴位移模组412控制穿入辅座414远离卷收器主体基座415和穿入基座413,为下料机器人90的动作腾出足够的工作空间,当卷收器主体被成功置入固定卡槽位4151中时,再通过y轴位移模组412控制穿入辅座414靠近卷收器主体基座415和穿入基座413,并通过提升气缸4162控制卷收器主体按压件4161将卷收器主体压紧于固定卡槽位4151内;过渡单元30上的电动夹爪320将夹持的织带的前端送入穿入基座413上,同时穿入基座413上的来料感应光纤二4133感应到有料,其发送来料信号至辅助气缸一4142、穿入电机4132,此时,辅助气缸一4142控制载体一4141下移以将织带夹于穿入主动轮4131和穿入随动轮4143之间,并且穿入电机4132控制穿入主动轮4131转动,以将处在穿入主动轮4131与穿入随动轮4143之间的织带向前递进,直至织带的前端部分从固定卡槽位4151内卷收器主体上的安装槽中穿过。
55.前段带引出机构420包括引出基座421以及位于引出基座421外侧的引出辅座422,引出基座421上配置有在一引出电机4212驱动下进行旋转转动的引出主动轮4211,并且引出基座421上还具有来料感应光纤三4213,引出辅座422上配置有在辅助气缸二4222驱动下
进行上下运动的载体二4221,载体二4221处在引出基座421的上方,并且载体二4221上具有可转动的引出随动轮4223;还包括设于卷收器主体基座415与引出基座421之间的通过基座423,通过基座423的上方布置有在一下拉气缸4232驱动下相对通过基座423上下运动的下压板体4231。
56.具体地:从卷收器主体内穿出的织带继续沿着通过基座423向前递进,直至织带的前端进入引出基座421上,同时引出基座421上的来料感应光纤三4213感应到有料,并将来料信号发送至下拉气缸4232、辅助气缸二4222、引出电机4212,此时,下拉气缸4232控制下压板体4231下移以将织带夹于通过基座423与下压板体4231之间,辅助气缸二4222控制载体二4221下移以将织带夹于引出随动轮4223与引出主动轮4211之间,并且引出电机4212控制引出主动轮4211转动,以将处在引出主动轮4211与引出随动轮4223之间的织带向前递进,直至将织带的端部送入缝纫单元60上工作端的下方。
57.结合图6所示,带销上料单元50包括带销基座510,带销基座510上布置有移动模组511,移动模组511的运动端上安装有一可上下运动的带销夹爪512;还包括处在缝纫单元60工作端下方的上料平台520,上料平台520上设有左右相对的带销放置座521和带销固定座522;带销放置座521上开设有带销放置槽5211,带销固定座522的头部向内开设有带销插槽5221,且带销插槽5221与带销放置槽5211相对应;带销放置座521的一侧设置第一推动气缸5212,并且第一推动气缸5212的输出端能够自由进出带销放置槽5211,带销固定座522在第二推动气缸5222的控制下靠近或远离带销放置座521。
58.具体地:从前段带引出机构420送出的织带进入到带销基座510上,移动模组511上的带销夹爪512从带销送料单元80处夹取一个带销,并送入带销放置槽5211内,这时,第一推动气缸5212启动且其输出端将带销放置槽5211内的带销推至织带上,同时第二推动气缸5222控制带销固定座522靠近带销放置座521,并使带销的末端对应插入带销插槽5221内,以对带销进行固定,之后通过缝纫单元60对带销与织带进行缝纫连接。
59.结合图6所示,带销送料单元80包括带销振动盘810以及带销送料流道820,并且带销送料流道820的入口与带销振动盘810的输出端接通;带销送料流道820的出口端侧壁上设置凹陷的夹取位821。这里,主要通过带销振动盘对带销进行不间断、有序的自动送料。
60.综上,本实用新型利用织带放卷单元实现自动放料,并且放卷的织带长度可控,为后续织带的切断做准备,实现自动化生产;利用裁切单元中的热切方式对织带进行切割,提高织带切割面的平整度,有效避免切割面毛刺化而影响后续工艺;利用过渡单元中的电动夹爪将切割下来的织带移动至下一工序,并且移动中的织带尾端部分会在托料流道内滑动,避免织带局部偏移输送轨迹,从而提高织带在相邻工位间流转的稳定性;利用穿带单元自动地将织带从卷收器主体上的安装孔中穿出,实现自动穿带;利用带销上料单元为后续的缝纫连接提供可靠基础;缝纫单元主要是借助目前的缝纫机机构对织带端部与带销的重合部位进行自动缝合;本实用新型实现了织带与带销的自动化装配,而且无需人工放料送料,大大提高了生产效率,并且本实用新型设计合理、可适用于不同型号款型的安全带,应用范围较广。
61.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,
凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。