技术特征:
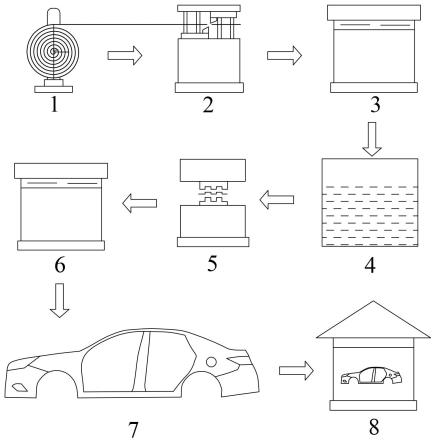
1.一种超硬铝合金7075耐腐蚀汽车b柱零件冷冲压成形方法,其特征在于,将超硬铝合金7075坯料通过双级固溶处理,获得过饱和固溶体w态,随后放入模具内完成冷冲压成形,取出后短时间内进行预时效,焊装后随车身经历油漆烘烤时效,最后获得优良的力学性能和耐腐蚀性能。2.根据权利要求1所述的方法,其特征在于,具体包括如下步骤:步骤1,采用商业成形软件dynaform对汽车b柱零件进行毛坯尺寸反求,计算出毛坯形状尺寸,并通过模具完成下料;步骤2,对步骤1所得的坯料进行双级固溶处理,先将固溶加热炉设定为初级固溶温度,待温度恒定后,把坯料插入固溶加热炉内加热,待坯料温度达到初级固溶温度后保温一定时间,然后将固溶加热炉的温度升高到二级固溶温度,保温一定时间,完成固溶处理;步骤3,将步骤2固溶处理后的坯料从固溶加热炉取出,迅速浸入冷水中淬火,待冷却至室温后得到过饱和固溶体即w态坯料;步骤4,将步骤3所得的w态坯料放入冷拉深切边复合模具完成汽车b柱零件拉深成形和切边,制得汽车b柱零件;步骤5,从步骤3中的拉深切边复合模具中取出汽车b柱零件,放入时效加热炉进行预时效,取出后室温冷却,得到预时效的汽车b柱零件;步骤6,将步骤5所得的预时效汽车b柱零件完成车身焊装,车身油漆后随车身进入烘烤房烘烤。3.根据权利要求2所述的方法,其特征在于,步骤2中采用的双级固溶处理,初级固溶温度为460℃,保温60min;二级固溶温度为480℃,保温30min。4.根据权利要求3所述的方法,其特征在于,步骤3中从固溶加热炉取出坯料浸入冷水的过程用时不超过10秒;步骤3中获得的过饱和固溶体组织中第二相粒子体积分数小于0.303%,晶粒均匀细小。5.根据权利要求4所述的方法,其特征在于,步骤4中汽车b柱零件拉深成形过程中凸模下行速度为14毫米/秒。6.根据权利要求5所述的方法,其特征在于,步骤5中预时效温度为120℃,保温60min。7.根据权利要求6所述的方法,其特征在于,步骤6中车身油漆烘烤温度为180℃,时间为30min。
技术总结
一种超硬铝合金7075耐蚀汽车B柱零件冷冲压成形方法,属于汽车零部件加工技术领域,解决了超硬铝合金7075复杂零件冷成形困难问题。本发明方法包括备料、固溶、淬火、冷成形及预时效后烘烤等工序。先采用商业软件反求B柱坯料形状尺寸并通过模具下料,随后将坯料进行双级固溶处理(460℃保温60min 480℃保温30 min),再迅速取出浸入冷水淬火获得过饱和固溶体W态;将W态坯料拉深切边成形制得B柱零件,最后进行预时效(120℃保温60 min后室温冷却),焊装后随车身进行油漆烘烤(180℃保温30 min)。本申请方法,采用双级固溶处理获得W坯料,成形后综合烘烤工序进行双级时效,获得了峰值时效T6状态的强度和双级过时效T73状态的耐蚀性能,综合性能和效率均得以提高。综合性能和效率均得以提高。综合性能和效率均得以提高。
技术研发人员:陈水生 任莉 陈国强 王艳鹏 宫三朋 胡爱军
受保护的技术使用者:河南理工大学
技术研发日:2022.08.02
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。