1.本发明涉及一种切削刀片及车削工具。
背景技术:
2.一种切削刀片,不仅在上表面形成有切削刃,下表面也形成有切削刃,可以上下翻转后重新使用,其中,连接上表面和下表面的周侧面通常为与上下表面的中心轴平行的脊状。在具有这样的形状的切削刀片中,由于无法使周侧面相对于中心轴倾斜以保证后角,因此不得不使中心轴相对于工具主体倾斜以保证后角。由于中心轴的朝向受到制约,因此,需要通过使上下表面的外周部隆起来调整前角。为了与隆起的外周部相协调,除外周部以外的部位的形状也会受到制约。为了避免这样的制约,提出了一种切削刀片,其将周侧面形成为螺旋状并相对于中心轴倾斜(例如参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本专利第6424975号公报
技术实现要素:
6.要解决的技术问题
7.然而,由于具有专利文献1中图15至图22c所述的形状的切削刀片中,前后相对以及左右相对的侧面并不平行,因此,机械手等很难把持住。存在机械自动化困难的新问题。因此,本发明的目的在于提供一种便于操作者或机械手把持的切削刀片。
8.用于解决问题的技术方案
9.本发明的一个方面提供的切削刀片包括:第一端面、位于该第一端面相反侧的第二端面、以及连接第一端面和第二端面的周侧面。第一端面形成为大致多边形,包括:形成为第二角度的第二拐角,该第二角度为钝角;以及形成为第一角度的第一拐角,该第一拐角为与该第二拐角相邻的拐角,该第一角度小于第二角度。第二端面形成为大致多边形,包括:形成为第四角度的第四拐角,该第四角度为钝角;以及形成为第三角度的第三拐角,该第三拐角为与该第四拐角相邻的拐角,该第三角度小于第四角度。周侧面包括:连接第一拐角和第三拐角的第一弯曲部、连接第二拐角和第四拐角的第二弯曲部、以及夹在第一弯曲部和第二弯曲部之间的第一侧面。第一侧面相对于穿过第一端面的中心和第二端面的中心的中心轴倾斜。第二弯曲部上设有把持部,该把持部包括以下两种形状中的至少一种,分别为:与中心轴平行地倒角的平面;以及与第一端面和第二端面隔开间隔形成,并朝向中心轴凹陷的凹部。
10.根据该方面,由于第一侧面相对于中心轴倾斜,因此,切削刃的后角不仅可以通过切削刀片的中心轴相对于工具主体的倾斜角进行调节,也可以通过第一侧面的倾斜角进行调节。从而,可以自由设计第一和第二端面的形状。虽然第一侧面倾斜,但由于形成了把持部,因此便于操作者或机械手把持切削刀片。适用于机械自动化。
11.在上述方面中,第一端面和第二端面也可以形成为相同形状的大致菱形,在连接位于第二拐角的对角的拐角和位于第四拐角的对角的拐角的弯曲部上也设有把持部。
12.根据该方面,在大致菱形的切削刀片上,一对钝角拐角上可以分别形成把持部,一对锐角拐角上可以分别形成切削刃。由于可以以夹住一对钝角拐角的方式进行把持,因此便于使用机械手等把持切削刀片。
13.在上述方面中,周侧面还可以包括:与第一侧面相对的第三侧面;连接第一侧面和第三侧面的第二侧面和第四侧面,其中,第一侧面和第三侧面分别以从第一端面向第二端面逐渐远离中心轴的方式倾斜,另一方面,第二侧面和第四侧面分别以从第一端面向第二端面逐渐靠近中心轴的方式倾斜。
14.根据该方面可形成如下结构,在使用形成于第一端面的切削刃时,第一和第三侧面形成负后角,在使用形成于第二端面的切削刃时,第二和第四侧面形成负后角。或可形成如下结构,在使用形成于第一端面的切削刃时,第二和第四端面形成正后角,在使用形成于第二端面的切削刃时,第一和第三侧面形成正后角。在可将第一端面和第二端面上下翻转进行重新使用的切削刀片中,可以自由设计后刀面的角度。虽然相对的两侧面并不平行,但由于形成有把持部,因此便于操作者或机械手把持切削刀片。
15.在上述方面中,第一角度为锐角,第一端面包括:包括第一拐角的3个拐角,该3个拐角分别形成为第一角度;以及包括第二拐角的3个拐角,该3个拐角分别形成为第二角度,而且,第一端面形成为大致六边形,该大致六边形中,形成为第一角度的拐角和形成为第二角度的拐角一个接一个地交替排列,第二端面可以形成为与第一端面相同的形状。
16.根据该方面,对于锐角拐角和钝角拐角交替排列的大致六边形的切削刀片,可以通过夹住钝角拐角和位于该钝角拐角相反侧的锐角拐角来把持切削刀片。通过在钝角拐角具有平坦部等把持部,与夹边相比,可以更稳定地夹持,因此,即使包括第一侧面的周侧面倾斜,也便于操作者或机械手把持切削刀片。
17.本发明的另一个方面提供的车削工具是一种刀刃可更换式车削工具,包括:可更换的切削刀片;以及固定该切削刀片的工具主体。切削刀片上设有包括凹部形状的把持部。工具主体形成为如下结构,具有喷射孔,该喷射孔向形成于第一拐角的切削刃喷射冷却剂,从喷射孔到达切削刃的冷却剂的至少一部分通过凹部内。
18.根据该方面,由于形成有把持部,因此便于操作者或机械手把持切削刀片。而且,由于以通过构成把持部的凹部内的方式喷射冷却剂,因此,能够减少与切削刀片的侧面碰撞而扩散的冷却剂的比例,增加到达切削刃的冷却剂的量。通过在喷射冷却剂的喷口的行进方向上设置有凹部大小的空间,与没有凹部的切削刀片相比,可以使喷射孔的位置更靠近切削刃。喷射孔的位置越靠近,则越可以增加到达切削刃的冷却剂的量,可以更高效地排出切屑。
19.发明效果
20.根据本发明,可以提供一种便于操作者或机械手把持的切削刀片。
附图说明
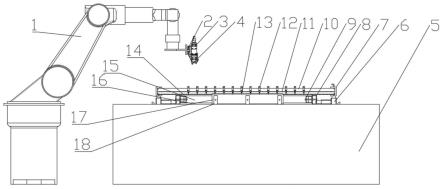
21.图1为示出了具备本发明的第一实施方式的切削刀片的车削工具的一个示例的立体图;
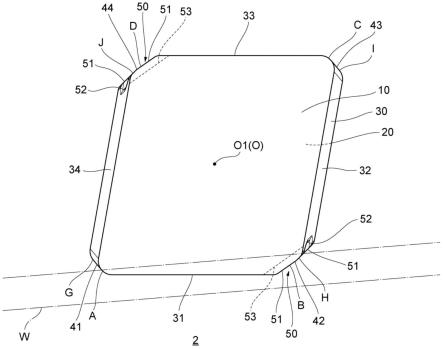
22.图2为示出了本发明的第一实施方式的切削刀片的一个示例的立体图;
23.图3为从第一端面观察图2所示的切削刀片的俯视图;
24.图4为从第二端面观察图2所示的切削刀片的仰视图;
25.图5为从第一侧面观察图2所示的切削刀片的侧视图;
26.图6为从第二侧面观察图2所示的切削刀片的侧视图;
27.图7为示出了本发明的第二实施方式的切削刀片的一个示例的立体图;
28.图8为从第一端面观察图7所示的切削刀片的俯视图;
29.图9为示出了本发明的第三实施方式的切削刀片的一个示例的立体图;
30.图10为示出了本发明的第四实施方式的切削刀片的一个示例的立体图;
31.图11为示出了本发明的第五实施方式的切削刀片的一个示例的立体图。
具体实施方式
32.结合附图对本发明的优选的实施方式进行说明。需要说明的是,在各图中,标有相同附图标记的元件具有相同或相似的结构。本发明的各实施方式的切削刀片2的一个特征是,在第一端面10上形成的钝角拐角b、d、f
……
、第二端面20上形成的钝角拐角h、i、j、l
……
、连接上下钝角拐角之间的弯曲部42、44、46、48
……
上,在周侧面30设有把持部50(参照图3)。把持部50包括以下两种形状中的至少一种,分别为:与第一和第二端面10、20的中心轴o平行地倒角的平面51(参照图7);或者,形成在与第一和第二端面10、20隔开间隔的中间部分,并朝向中心轴o凹陷的凹部52(参照图9)。每个把持部50可以是凹部52与平面53的组合(参照图10),也可以包括多个平面51、53(参照图2)。
33.由于切削刀片2的侧面31、32、33、34、35、36
……
相对于中心轴o倾斜(参照图5和图6),因此当夹住这样的侧面时,夹持所用的水平方向的力的一部分会因斜面而产生上下方向的分力。机械手很容易沿倾斜的侧面滑动。根据本实施方式,则不会难以把持切削刀片2的侧面31、32、33、34、35、36
……
,反而便于夹住设于钝角拐角的把持部50以把持切削刀片2。因此,适用于机械自动化。若把持部50包括凹部52,则可通过凹部52喷射冷却剂(参照图1)。以下,结合图1至图11对每种结构进行详细描述。
34.图1为示出了具备本发明的第一实施方式的切削刀片2的车削工具1的一个示例的立体图。如图1所示,刀刃可更换式车削工具1包括:可更换的切削刀片2、以及固定切削刀片2的工具主体3,固定于刀架等上进行使用。在前端部设有刀片安装座7和喷射孔6,其中,前端部包括工具主体3的前端及其附近的部分,喷射孔6向被约束在刀片安装座7上的切削刀片2喷射冷却剂。
35.图2为示出了本发明的第一实施方式的切削刀片2的一个示例的立体图。切削刀片2的材料并无特别限定,可以使用以硬质合金为代表的用于切削刀片的各种材料。如图2所示,切削刀片2包括:第一端面10、位于第一端面10相反侧的第二端面20、以及连接第一和第二端面10、20的周侧面30。
36.需要说明的是,为了强调作为本发明关键部分的周侧面30,图2之后的各图中,绘图对第一和第二端面10、20的形状进行了简化。如图1所示,第一和第二端面10、20包括:贯穿第一和第二端面10、20的安装孔9、棱线abcd、ghij上形成的切削刃、面向切削刃的前刀面11、以及从前刀面11突出的突出面12等。当切削刀片2安置于平台等水平面上时,切削刀片2
在在突出面12上与水平面抵接而被支撑。在图示的示例中,突出面12形成为平坦的平面,并环绕安装孔9。第一端面10的突出面12和第二端面20上未示出的突出面相互平行。
37.第一端面10和周侧面30相交的棱线abcd的至少一部分上形成有切削刃。同样地,第二端面20和周侧面30相交的棱线ghij的至少一部分上也形成有切削刃。在图示的示例中,第一端面10的锐角拐角a、c和第二端面20的锐角拐角g、i处形成了拐角切削刃,主切削刃(侧切削刃)和副切削刃(前切削刃)以夹着各拐角切削刃的方式形成。切削刃的结构不限于图示的示例。下面结合图3和图4对切削刃进行详细说明。
38.在图示的示例中,周侧面30包括:形成为平面的第一至第四侧面31、32、33、34;以及连接第一至第四侧面之间的第一至第四弯曲部41、42、43、44。第一至第四侧面31、32、33、34形成在面向第一端面10的边ab、bc、cd、da的位置上,第一至第四弯曲部41、42、43、44形成在面向第一端面10的拐角a、b、c、d的位置上。换句话说,在周侧面30上,第一侧面31夹在第一和第二弯曲部41、42之间,第二侧面32夹在第二和第三弯曲部42、43之间,第三侧面33夹在第三和第四弯曲部43、44之间,第四侧面34夹在第四和第一弯曲部44、41之间。
39.图3为从第一端面10观察图2所示的切削刀片2的俯视图。图4为从第二端面20观察图2所示的切削刀片2的仰视图。在图示的示例中,第一和第二端面10、20具有大致相同的形状和功能。在车削工具1中,第一端面10可以为上表面侧(切削刃的前刀面侧),第二端面20可以为下表面侧(安置于工具主体3上的约束面侧)。也可以上下翻转,第二端面20为上表面侧,第一端面10为下表面侧。因此,本文中以第一端面10为例进行详细说明,而可能会省略对第二端面20进行重复说明。需要说明的是,第一和第二端面10、20不一定必须是相同的形状。
40.在图示的示例中,第一端面10为具有4个拐角abcd的大致菱形,并绕中心o1呈180
°
对称地形成。同样地,第二端面20为具有4个拐角ghij的大致菱形,并绕中心o2呈180
°
对称地形成。以下,将连接第一端面10的中心o1和第二端面20的中心o2的直线称为第一和第二端面10、20的中心轴o。需要说明的是,中心轴o可以是贯穿图1所示的第一和第二端面10、20的安装孔9的中心轴。若第一和第二端面10、20不是点对称形状,则第一和第二端面的重心可以为中心o1、o2。中心轴o与第一和第二端面10、20的突出面正交。
41.前述主切削刃在边ab上从锐角拐角a向钝角拐角b延伸,在边cd上从锐角拐角c向钝角拐角d延伸,在边gj上从锐角拐角g向钝角拐角j延伸,在边ih上从锐角拐角i向钝角拐角h延伸。主切削刃形成为,在将切削刀片2固定于工具主体3的状态下,与工具主体3的长度方向大致平行。
42.前述副切削刃在边ad上从锐角拐角a向钝角拐角d延伸,在边cb上从锐角拐角c向钝角拐角b延伸,在边gh上从锐角拐角g向钝角拐角h延伸,在边ij上从锐角拐角i向钝角拐角j延伸。副切削刃形成为,在将切削刀片2固定于工具主体3的状态下,与工具主体3的宽度方向大致平行。
43.在图示的示例中,锐角拐角a、c、g、i形成为80
°
,钝角拐角b、d、h、j形成为100
°
。关于本发明的技术特征,在第一实施方式和后述的第二至第四实施方式中,角度为钝角的第二和第四角度的一个示例为100
°
,小于第二角度和第四角度的第一和第三角度的一个示例为80
°
,形成为第二角度的第二拐角的一个示例为拐角b,形成为第一角度的第一拐角的一个示例为拐角a,第一拐角为与第二拐角相邻的拐角,形成为第四角度的第四拐角的一个示
例为拐角h,形成为第三角度的第三拐角的一个示例为拐角g,第三拐角为与第四拐角相邻的拐角。
44.图5为从第一侧面31观察图2所示的切削刀片2的侧视图。如图5和图3所示,彼此相对的第二和第四侧面32、34分别以从第一端面10向第二端面20,即越向下,则越远离中心轴o的方式倾斜。换句话说,越向下,则第二和第四侧面32、34之间的距离越大。
45.图6为从第二侧面32观察图2所示的切削刀片2的侧视图。如图6和图4所示,彼此相对的第一和第三侧面31、33分别以从第一端面10向第二端面20,即越向下,则越靠近中心轴o的方式倾斜。换句话说,越向下,则第一和第三侧面31、33之间的距离越小。
46.以下,结合图2和图3对把持部50进行说明。图2至图10所示的大致菱形的切削刀片2的一个特征是,把持部并非在用作切削刃的一对锐角拐角a、c上形成,而是分别在不用作切削刃的一对钝角拐角b、d上形成。如图3所示,在连接第一端面10的钝角拐角b、d和第二端面20的钝角拐角h、i的弯曲部42、44上设有把持部50。在第一实施方式中,如图2所示,每个把持部50都包括:与中心轴o平行地倒角的平坦的平面(平坦面)51、51、在平面51上从上下两方被夹住的凹部52、以及在凹部52的底部与中心轴o平行地形成的平坦的平面(平坦面)53。
47.如图3所示,平面51、53与中心轴o平行地形成。也就是说,与第一和第二端面10、20垂直地形成。在图示的示例中,在各个拐角b、d上,面向第一端面10的上侧的平面51与面向第二端面20的下侧的平面51齐平。在图示的示例中,位于第一端面10的对角处的拐角b的平面51和拐角d的平面51互相平行地形成,拐角b的平面53和拐角d的平面53互相平行地形成。在图示的示例中,在各个拐角b、d上,平面51、53互相平行地形成。需要说明的是,平面51、53的结构不限于图示的示例。例如,位于对角处的拐角b的平面51和拐角d的平面51也可以不平行,在拐角b上,平面51和平面53也可以不平行。
48.如图2所示,第二弯曲部42上的平面51按照如下方式形成,削去(倒角)通过当第一端面10近似为多边形时第二拐角对应的顶点(例如,图9所示的第三实施方式的拐角b的顶点)和当第二端面20近似为多边形时第四拐角对应的顶点(例如,图9所示的第三实施方式的拐角h的顶点)的虚拟棱线。
49.如图2所示,凹部52与第一和第二端面10、20隔开间隔形成,并朝向中心轴o向内凹陷。在图示的示例中,凹部52形成在第一弯曲部41的上下中央,即中心轴o的轴线方向上,与第一和第二端面10、20等间距相隔的第一弯曲部41的中间部分。从喷射孔6(如图1所示)中喷射而出,并朝向切削刀片2的切削刃喷射的冷却剂的一部分,会与切削刀片2的周侧面30碰撞而扩散开来,从而无法到达切削刃。图3中通过点划线示出了在将切削刀片2从刀片安装座7上卸下的状态下的冷却剂的轨迹w。
50.如图3所示,若将在没有障碍物的情况下的冷却剂的轨迹w相对于被约束在刀片安装座7上的切削刀片2以平行于中心轴o的方式投影,则轨迹w的至少一部分会重叠在凹部52上。也就是说,到达切削刃的冷却剂的至少一部分会通过凹部52内。通过在喷射冷却剂w的喷口6的行进方向上设置与凹部52大小的开口,可以减少与切削刀片2的周侧面30碰撞而扩散的冷却剂w的比例,增加到达切削刃的冷却剂的量。
51.凹部52的深度,即平面51与平面53之间的距离并不限于图示的示例。例如,可以将凹部52设置为更浅的深度,只要是用机械手等把持时不会打滑脱落的深度即可。也可以将
凹部52设置为更深的深度,以避开从喷射孔6向切削刃的冷却剂的轨迹w。观察把持部50上作为凹部52底部的平面53,也可以认为平面51从平面53突出。平面51从平面53突出多少,周侧面30(第二和第三侧面32、33)与工具主体3的刀片安装座7之间的接触面积就有多大,因此,在第一和第二端面10、20的附近,切削刀片2的约束状态稳定。
52.根据如上构成的第一实施方式的切削刀片2,在第一端面和第二端面形成为大致菱形的切削刀片上,把持部并不是形成在角度为锐角的第一拐角a,而是形成在角度为钝角的第二拐角b和位于其对角处的钝角拐角d上。因此,在大致菱形的切削刀片上,一对钝角拐角上可以分别形成把持部,一对锐角拐角上可以分别形成切削刃。可以以夹住一对钝角拐角的方式进行把持。虽然第一侧面31倾斜,但由于形成有把持部50,因此,便于操作者或机械手把持切削刀片。适用于机械自动化。在第一实施方式中,由于每个把持部50都包括有两处平面51、凹部52、平面53这样多个便于把持的形状,因此,选择如何进行把持的自由度很高。可以应对各种机械手等。由于能够以冷却剂的一部分通过凹部52的方式设计喷射孔6的位置,因此,与没有凹部52的第二实施方式的切削刀片2相比,喷射孔6的位置可以更靠近切削刃。
53.接下来,结合图7至图11对第二至第五实施方式的切削刀片2进行说明。需要说明的是,对于具有与第一实施方式中相同或类似功能的结构,标记了相同的附图标记,可以参照对应的第一实施方式中的说明,这里不再赘述。此外,除以下描述的结构以外,其他结构与第一实施方式相同。
54.图7为示出了本发明的第二实施方式的切削刀片2的一个示例的立体图。图8为从第一端面10观察图7所示的切削刀片2的俯视图。如图7所示,把持部50仅由与中心轴o平行地倒角的平面51构成,在这一点上,第二实施方式与第一实施方式不同。在图8所示的示例中,分别形成在钝角拐角b、d上的平面51相互平行地形成。根据第二实施方式,与第一实施方式相同,可以提供一种便于操作者或机械手把持的切削刀片2。
55.图9为示出了本发明的第三实施方式的切削刀片2的一个示例的立体图。如图9所示,把持部50仅由朝向中心轴o凹陷的凹部52构成,在这一点上,第三实施方式与第一实施方式不同。根据第三实施方式,与第一实施方式同样地,由于操作者的手指或机械臂的前端可以钩在凹部52上,因此,容易把持切削刀片。由于能够以使冷却剂的一部分通过凹部52的方式设计喷射孔6的位置,因此,能够使喷射孔6的位置靠近切削刃。
56.图10为示出了本发明的第四实施方式的切削刀片的一个示例的立体图。如图10所示,凹部52的底部形成有平面53,不仅包括朝向中心轴o凹陷的凹部52,还包括在该凹部52的底部上与中心轴o平行地形成的平面53的形状,在这一点上,第四实施方式与第三实施方式不同。根据第四实施方式,与第一和第三实施方式同样地,操作者的手指或机械臂的前端可以钩在凹部52上。与第一实施方式同样地,也能够夹持住形成在凹部52的底部的平面53。
57.图11为示出了本发明的第五实施方式的切削刀片的一个示例的立体图。第五实施方式在第一和第二端面10、20并非为大致菱形这一点上与第二实施方式不同。第一端面10形成为大致六边形,其中,形成为锐角的3个拐角a、c、e和形成为钝角的3个拐角b、d、f交替排列。第二端面20形成为大致六边形,其中,形成为锐角的3个拐角g、i、k和形成为钝角的3个拐角h、j、l交替排列。连接钝角拐角的弯曲部42、44、46上分别形成有把持部50。
58.在图示的示例中,锐角拐角a、c、e、g、i、k形成为80
°
,钝角拐角b、d、f、h、j、l形成为
160
°
。关于本发明的技术特征,在第五实施方式中,角度为钝角的第二和第四角度的一个示例为160
°
,小于第二角度和第四角度的第一和第三角度的一个示例为80
°
,形成为第二角度的第二拐角的一个示例为拐角b,形成为第一角度的第一拐角的一个示例为拐角a,第一拐角为与第二拐角相邻的拐角,形成为第四角度的第四拐角的一个示例为拐角h,形成为第三角度的第三拐角的一个示例为拐角g,第三拐角为与第四拐角相邻的拐角。
59.夹在第一和第二弯曲部41、42之间的第一侧面31(面abhg)以从第一端面10向第二端面20,逐渐靠近中心轴o的方式倾斜。夹在第二和第三弯曲部42、43之间的第二侧面32(面bcih)以从第一端面10向第二端面20,逐渐远离中心轴o的方式倾斜。同样地,第三至第六侧面33、34、35、36相对于中心轴o倾斜。与此相对,构成为把持部50的平面51与中心轴o平行地形成。需要说明的是,把持部50不限于图示的示例。把持部50也可以由朝向中心轴o凹陷的凹部52构成。
60.根据第五实施方式,例如,可以通过夹住设在钝角拐角b上的把持部50和位于拐角b相反侧的对角处的锐角拐角e来把持切削刀片2。通过具有在钝角拐角b上平坦形成的平面51等把持部50,与夹住面向边ab且倾斜的第一侧面31等相比,能够更稳定地夹持,因此,便于操作者或机械手把持切削刀片2。
61.以上描述的实施方式是为了便于理解本发明,而并非用于对本发明进行限定解释。实施方式所包括的各元件及其设置、材料、条件、形状、以及尺寸等,并不限于示例,可以进行适当改变。此外,不同实施方式中所示的结构之间可以部分替换或组合。
62.附图标记说明
63.1车削工具
64.2切削刀片
65.3工具主体
66.6喷射孔
67.7刀片安装座
68.8紧固螺钉
69.9安装孔
70.10第一端面
71.11前刀面
72.12突出面
73.20第二端面
74.30周侧面
75.31~36第一至第六侧面
76.41~46第一至第六弯曲部
77.50把持部
78.51、53平面
79.52凹部
80.a~f第一端面的拐角
81.g~l第二端面的拐角
82.o中心轴
83.o1第一端面的中心
84.o2第二端面的中心
85.w冷却剂的轨迹
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。