1.本技术是基于在2020年3月30日申请的专利申请号2020-059393号的申请,主张其优先权的利益,该专利申请的所有内容通过参照而纳入本说明书。
2.本公开涉及在增强纤维塑料制品的制造中使用的纤维铺放(铺设)装置(英文:fiber placement device)。
背景技术:
3.作为制造在增强纤维塑料制品的制造中使用的具有三维形状并由玻璃纤维、碳纤维之类的增强纤维构成的预成形件(英文:preform)的方法,已知有以下的技术。在该技术中,首先,从由增强纤维构成的带状的织物基材,切出具有与作为目的的预成形件的形状相应的二维形状的切割图案。通过对该切割图案进行冲压,从而形成具有三维形状的预成形件。但是,在该方法中,在从带状的织物基材切出切割图案之后残留的织物基材被废弃。因此,该方法具有增强纤维的成品率差、制造成本高这样的问题。
4.作为解决该问题的方法之一,已知有纤维铺放法。在纤维铺放法中,以成为与作为目的的预成形件的形状相应的二维形状的方式,多个增强纤维纱条仅配置于工作台上的必要的地方,相互粘结。通过对这样呈二维状配置的增强纤维纱条进行冲压,从而制造具有三维形状的预成形件。
5.例如在专利文献1中,公开了能够使用该方法而高速地将增强纤维纱条配置在工作台上的纤维铺放装置。该装置具备能够将增强纤维纱条向工作台按压的纱条按压机构、能够对工作台供给增强纤维纱条的纱条供给机构、及与该纱条供给机构相独立地被定位且利用上述的纱条按压机构将增强纤维纱条向刀尖按压从而能够切断增强纤维纱条的切刀。如果使用该装置,则能够以成为期望的二维形状的方式在工作台上配置增强纤维纱条。因此,增强纤维的成品率得到改善。而且,根据该装置,能够以不使纱条供给机构的运行减速的方式切断增强纤维条。因此,增强纤维纱条的配置被高速化。
6.另一方面,关于在所配置的增强纤维纱条上进一步层叠增强纤维纱条的技术,例如在专利文献2中公开了以下这样的装置。该装置利用加热兼加压辊将附着有粘合剂的增强纤维基材向层叠在预成形件成形夹具上的增强纤维基材层或预成形件成形夹具按压。在利用该加热兼加压辊按压增强纤维基材的期间,粘合剂熔融,将增强纤维基材粘接。
7.作为确保配置中的增强纤维基材所包含的粘合剂的加热时间的技术,例如在专利文献3中公开了以下那样的装置。该装置具有用于将增强纤维纱条向层叠夹具按压的加压辊。该装置除了预热相对于加压辊处于上游侧的增强纤维纱条以外,还预热处于层叠夹具中的加压辊的行进方向上的一部分的区域。通过使用该装置,能够对配置增强纤维纱条的区域预先加热。其结果,通过在预热后的区域配置增强纤维纱条,能够通过比较短的时间的加热来使粘合剂软化或熔融,能够缩短预成形件的制造所需的节拍时间。
8.现有技术文献
9.专利文献
10.专利文献1:国际公开2016/047141号公报
11.专利文献2:日本特开2011-57767号公报
12.专利文献3:国际公开2016/146902号公报
技术实现要素:
13.发明所要解决的课题
14.在专利文献1所记载的装置中,作为用于将增强纤维纱条固定在工作台上的手段,使用了吸附工作台。因此,与该吸附工作台直接接触的增强纤维纱条被固定在吸附工作台上。但是,在吸附工作台上的已配置有增强纤维纱条的区域进一步再次配置增强纤维纱条时,增强纤维纱条无法固定在吸附工作台上。因此,为了使用上述装置而得到使多个增强纤维纱条层叠而得的预成形件,需要以下的处理。即,在呈与生成的预成形件相应的二维形状地配置了1层的增强纤维纱条群之后,该增强纤维纱条群被向别的层叠工作台移送。并且,该增强纤维纱条群进一步层叠在层叠工作台上已经层叠的多层的增强纤维纱条群之上。由于进行这样的处理,因此,在专利文献1的技术中,存在预成形件的制造所涉及的节拍时间变长、制造成本增大这样的问题。
15.另外,为了使用专利文献2所记载的装置来粘接增强纤维基材,在加热兼加压辊与被所述加热兼加压辊引导的增强纤维基材进行接触的期间,需要将增强纤维基材中的粘合剂粒子加热至熔点。因此,需要充分确保加热兼加压辊与增强纤维基材的接触时间。因此,增强纤维基材的配置速度被限制,预成形件的制造所涉及的节拍时间变长。
16.在专利文献3所记载的装置中,用于对层叠夹具进行预热的加热机构搭载于包含加压辊的配置头。并且,由加热机构预热的区域限于加压辊的行进方向上的区域。因此,为了充分加热处于加压辊的行进方向的区域,还是无法将增强纤维纱条的配置速度设定得高。其结果,预成形件制造所涉及的节拍时间的削减的效果是限定性的效果。
17.本公开的课题在于,通过削减用于粘合剂的熔融或软化的加热等待时间,从而高速地进行增强纤维纱条的配置,缩短预成形件的制造所需的时间。
18.用于解决课题的手段
19.本公开是为了处理上述的课题的至少一部分而做出的,能够作为以下的方式而实现。
20.(1)根据本公开的一方式,提供纤维铺放装置。该纤维铺放装置具备:配置台,所述配置台具有配置、层叠增强纤维纱条的配置面;纱条配置机构,所述纱条配置机构能够一边将所述增强纤维纱条向所述配置面按压一边放出,而将所述增强纤维纱条沿着第1方向配置在所述配置面上;加热机构,所述加热机构能够加热所述配置面的一部分的区域;及控制部,所述控制部控制所述纤维铺放装置。所述配置台和所述纱条配置机构构成为,能够在与所述第1方向交叉的第2方向上相对移动。所述配置台和所述加热机构构成为,能够在所述第2方向上相对移动。所述控制部能够反复实施配置循环。所述配置循环包括:第1处理,所述第1处理是利用所述纱条配置机构将所述增强纤维纱条沿着所述第1方向以预先确定的长度配置在所述配置面上的处理;和第2处理,所述第2处理是使所述配置台相对于所述纱条配置机构在所述第2方向上相对移动的处理。所述控制部在第(n-1)次(n为2以上的自然数)的配置循环完了之前,使所述加热机构加热在第n次的配置循环中配置所述增强纤维纱
条的区域的至少一部分。
21.(2)在上述方式的纤维铺放装置中,能够设为如下方案:所述控制部在第(n-1)次的配置循环完了之前,使所述加热机构加热在第n次的配置循环中配置所述增强纤维纱条的所有的区域。
22.(3)在上述方式的纤维铺放装置中,能够设为如下方案:所述控制部在执行第(n-1)次的配置循环的期间中,使所述加热机构加热在第n次的配置循环中配置所述增强纤维纱条的区域的至少一部分。
23.(4)在上述方式的纤维铺放装置中,能够设为如下方案:所述加热机构具有沿着所述第1方向配置、且能够分别被独立地控制的多个加热装置,所述控制部将所述多个加热装置中的加热在第n次的配置循环中最后配置所述增强纤维纱条的区域的加热装置的温度设定得比所述多个加热装置中的加热在第n次的配置循环中最初配置所述增强纤维纱条的区域的加热装置的温度高。
24.用于处理上述课题的本公开涉及的纤维铺放装置具有以下的(1)~(4)的构成。
25.(1)一种纤维铺放装置,至少具备:配置、层叠增强纤维纱条的配置面、将所述增强纤维纱条向所述配置面按压配置的纱条配置机构、及局部加热所述配置面的加热机构,其特征在于,
26.能够反复实施如下的配置循环:在使所述纱条配置机构移动到预定位置、并从所述纱条配置机构朝向由所述加热机构预先加热后的所述配置面按压所述增强纤维纱条之后,使所述纱条配置机构在第1轴方向上移动预定长度,使所述增强纤维纱条粘接固定在所述配置面上,然后,使所述配置面在与所述第1轴方向正交的第2轴方向上移动,
27.所述加热机构构成为能够相对于所述配置面沿着所述第2轴方向相对移动,在第(n-1)次(n为2以上的自然数)的配置循环完了之前,使所述加热机构移动到第n次的配置循环中的配置增强纤维纱条的区域的上方而预先加热所述区域。
28.(2)根据(1)所记载的纤维铺放装置,其特征在于,利用移动到第n次的配置循环中的配置增强纤维纱条的区域的所述加热机构,预先加热所述第n次的配置循环中的配置增强纤维纱条的区域整体。
29.(3)根据(1)或(2)所记载的纤维铺放装置,其特征在于,利用移动到第n次的配置循环中的配置增强纤维纱条的区域的所述加热机构,在第(n-1)次的配置循环的实施中,预先加热所述第n次的配置循环中的配置增强纤维纱条的区域。
30.(4)根据(1)~(3)中任一项所记载的纤维铺放装置,其特征在于,所述加热机构由沿着所述第1轴方向被分割为多个区域的加热装置群构成,所述加热装置群构成为能够各自独立地调整加热状态。
31.本公开也能够以纤维铺放装置以外的各种方式实现。例如,能够以纤维铺放装置的制造方法、纤维铺放装置的控制方法、实现该控制方法的计算机程序、记录该计算机程序的非暂时性的记录介质等方式实现。
32.发明效果
33.若使用本公开的纤维铺放装置,则能够将增强纤维纱条所包含的粘合剂的熔融或软化涉及的加热处理、和纱条配置机构的配置动作分开进行实施。由此,不管所述粘合剂的加热等待时间如何,都能够将增强纤维纱条高速地配置、层叠在配置面上。
附图说明
34.图1是本公开的一实施方式的纤维铺放装置100整体的立体图。
35.图2是用于说明本公开的一实施方式的纤维铺放装置100的加热机构50的动作的y轴方向视图。
36.图3是第1实施方式的变形例的纤维铺放装置100a整体的立体图。
37.图4是本公开的一实施方式的纤维铺放装置100b整体的立体图。
38.图5是示出沿着y轴方向观察纤维铺放装置100c所具有的加热机构50b的状态的说明图。
39.图6是用于说明本公开的一实施方式的纤维铺放装置100c的加热机构50c的动作的说明图。
40.图7是示出沿着y轴方向观察纤维铺放装置100c所具有的加热机构50c的状态的说明图。
41.图8a是用于说明本公开的一实施方式中的、纱条配置机构的配置循环与加热机构的加热区域的位置关系的说明图。
42.图8b是用于说明本公开的一实施方式中的、纱条配置机构的配置循环与加热机构的加热区域的位置关系的说明图。
43.图8c是用于说明本公开的一实施方式中的、纱条配置机构的配置循环与加热机构的加热区域的位置关系的说明图。
具体实施方式
44.a.第1实施方式:
45.a.第1实施方式的构成及作用:
46.以下,参照附图对本公开的具体的实施方式进行说明。此外,以下的说明是为了容易理解本公开,并不对本公开作任何限定。不过,如对本领域技术人员来说容易理解那样,关于各个实施方式中的优选的方案和变形的提及是能够同时解释为作为本公开的上位概念的纤维铺放装置的说明。
47.本公开的纤维铺放装置至少具备配置、层叠增强纤维纱条的配置面、将所述增强纤维纱条按压配置于所述配置面的纱条配置机构、及局部加热所述配置面的加热机构,其特征在于,能够反复实施如下的配置循环:在使所述纱条配置机构移动到预定位置、并从所述纱条配置机构朝向由所述加热机构预先加热后的所述配置面按压所述增强纤维纱条之后、使所述纱条配置机构在第1轴方向上移动预定长度,使所述增强纤维纱条粘接固定在所述配置面上、然后、使所述配置面在与所述第1轴方向正交的第2轴方向上移动,所述加热机构构成为能够相对于所述配置面沿着所述第2轴方向相对移动,在第(n-1)次(n为2以上的自然数)的配置循环完了之前,使所述加热机构移动到第n次的配置循环中的配置增强纤维纱条的区域的上方而预先加热所述区域。
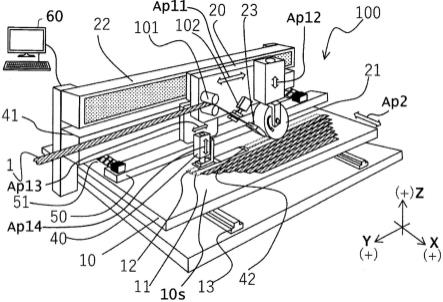
48.图1中示出本公开的一实施方式的纤维铺放装置100的整体立体图。图2中示出从图1的y轴 (正)侧观察加热机构50及纱条配置机构20的状态。在图2中,示出图1所示的纤维铺放装置100的加热机构50与纱条配置机构20的位置关系。此外,图1及图2所示的纤维铺放装置100的实施方式是一例,在本公开中纤维铺放装置的构成不由各实施方式作任何限定。
49.在本实施方式中,纤维铺放装置100具备:配置台10,所述配置台10具有用于配置、层叠增强纤维纱条1的配置面10s;纱条配置机构20,所述纱条配置机构20能够将增强纤维纱条1向配置面10s按压、配置;纱条切断机构40,所述纱条切断机构40与纱条配置机构20相独立地被定位,通过由设置于纱条配置机构20内部的纱条按压机构21将增强纤维纱条1按压于刀尖从而切断增强纤维纱条1;加热机构50,所述加热机构50与纱条配置机构20及纱条切断机构40相独立地被定位,能够加热配置面10s;及控制部60,所述控制部60监督上述的各机构的状态,并以将增强纤维纱条1呈期望形状地配置及层叠在配置面10s上的方式按照从使用者给与的程序来控制各设备的动作。
50.在本公开中,纤维铺放装置100反复实施以下说明的配置循环。首先,纤维铺放装置100使纱条配置机构20移动到预定位置。具体来说,纱条配置机构20移动到由加热机构50预先加热后的配置面10s上。纤维铺放装置100在将从纱条配置机构20放出的增强纤维纱条1按压在配置面10s上之后,使纱条配置机构20在第1轴方向(图1的y轴方向)上移动预定长度。在增强纤维纱条1通过被粘接在配置面10s上而被固定之后,纤维铺放装置100使配置台10在与第1轴方向正交的第2轴方向(图1的x轴方向)上移动。纤维铺放装置100反复实施以上说明的配置循环。以下,对纤维铺放装置100的具体的构成及动作进行说明。
51.增强纤维纱条1是至少包含增强纤维和通过加热而显现粘着性的树脂成分的单向纤维基材。增强纤维纱条1的材质、形态能够与作业时的操作性、成形后的要求特性相匹配而各种选择。例如,作为增强纤维的材质,能够使用碳纤维、玻璃纤维、芳族聚酰胺、凯夫拉纤维、天然纤维等。作为树脂成分的材质,能够使用热固化性的环氧树脂、酚醛树脂、热塑性的聚酰胺、聚醚醚酮、聚醚酮酮、聚醚砜。另外,相对于增强纤维的树脂成分的混合状态,没有特别限定。可以在增强纤维的丝束内部含浸液状的树脂成分。也可以是将树脂成分呈薄膜状地对丝束表面涂布。还可以是粉体状的树脂成分附着于丝束表面。
52.配置台10具有配置、层叠增强纤维纱条1的配置面10s。配置台10构成为能够相对于纱条配置机构20在x轴方向上相对移动。
53.具体来说,配置台10具备用于将增强纤维纱条1与期望的外周形状对齐配置的配置面10s。配置台10具备配置面移动机构13。配置面移动机构13在前述的配置循环中由纱条配置机构20将增强纤维纱条1配置于配置面10s之后使配置台10相对于纱条配置机构在x轴方向上相对移动。另外,在将增强纤维纱条1配置成期望的外周形状之后在其上进一步再次配置、层叠第2层以后的增强纤维纱条1的情况下,也包括第1层的增强纤维纱条1在内地看作配置面10s地进行第2层以后的配置循环。
54.此外,在配置循环中,配置台10与纱条配置机构20及加热机构50只要是能够在x轴方向上相对移动的构成即可。因此,所述配置面移动机构13不一定必须设置于配置台10,例如,也可以是将配置台10固定且纱条配置机构20、纱条切断机构40及加热机构50能够分别在x轴方向上移动的构成。
55.纱条配置机构20能够一边将增强纤维纱条1向配置面10s按压一边放出,而将增强纤维纱条1沿着y轴方向配置在配置面10s上。纱条配置机构20构成为能够相对于配置台10在x轴方向上相对移动。
56.具体来说,纱条配置机构20安装于能够在y轴方向上移动的滑动机构22(参照图1的箭头ap11)。滑动机构22向y轴的-(负)方向移动,由此,纱条配置机构20在y轴方向上移
动至期望的纱条配置开始位置的上方。此时,增强纤维纱条1经由设置于纱条配置机构20的夹持辊101而由同样设置于纱条配置机构20的夹持部102把持。增强纤维纱条1的顶端由设置于纱条配置机构20的最终引导件23引导至纱条按压机构21的下部。因此,随着纱条配置机构20向y轴的-(负)方向移动,从未图示的上游的纱条放出部拉出该配置循环中的配置所需量的增强纤维纱条1。
57.然后,纱条按压机构21向z轴的-(负)方向下降,相对于配置面10s接近,由此,增强纤维纱条1的端部被向配置面10s上的纱条配置开始位置按压(参照图1的箭头ap12)。此时,配置面10s上的纱条配置开始位置及该配置循环中的配置预定区域11由加热机构50预先加热。因此,被按压于配置面10s的纱条配置开始位置及配置预定区域11的增强纤维纱条1所包含的树脂成分被加热而软化,使粘着性显现。其结果,被按压于配置面10s的增强纤维纱条1由于所述粘着性而被粘接、固定于配置面10s。
58.通过利用滑动机构22使纱条配置机构20向y轴的 (正)方向移动预定的距离,从而从纱条放出部拉出的增强纤维纱条1依次被按压于配置面10s,被粘接、固定在配置面10s上(参照图1的箭头ap11)。此时,配置增强纤维纱条1的预定的配置预定区域11如前述那样已经由加热机构50加热。因此,无需为了粘接增强纤维纱条1而在即将配置增强纤维纱条1之前加热配置预定区域11。因此,即使使纱条配置机构20高速地移动,也能够将增强纤维纱条1可靠地粘接、固定在配置面10s上。
59.纱条切断机构40具备切断增强纤维纱条1的切刀42。纱条切断机构40构成为能够在y轴方向及z轴方向上移动(参照图1的箭头ap13、ap14)。
60.增强纤维纱条1在沿着y轴方向被配置、固定在配置面10s上之后(参照图1的箭头ap11),由安装于滑动机构41的纱条切断机构40的切刀42切断增强纤维纱条1。滑动机构41构成为能够与滑动机构22相独立地在y轴方向上移动(参照图1的箭头ap13)。纱条按压机构21及纱条切断机构40向z轴的 (正)方向上升而从配置面10s退避(参照图1的箭头ap12、ap14)。然后,配置台10沿着配置面移动机构13向x轴的 (正)方向移动(参照图1的箭头ap2)。
61.将上述的动作称为一系列的“配置循环”。通过反复该配置循环,纤维铺放装置100能够在配置面10s上将增强纤维纱条1呈期望的二维形状地配置。
62.加热机构50能够加热配置面10s的一部分的区域。加热机构50构成为能够相对于配置台10在x轴方向上相对移动。具体来说,加热机构50构成为能够相对于配置台10的配置面10s沿着第2轴方向(图1的x轴方向)相对移动。加热机构50具备移动机构51、温度计测部52、加热器53及加热器壳体54。
63.加热机构50的加热器53的加热方式只要是由热风进行的对流加热方式、由红外线
·
灯
·
激光等进行的辐射加热方式等、能够对加热对象非接触地进行加热的方式即可,能够自由地选择。在本实施方式中,从对象物的每单位面积的加热输出(以下,称为输出密度)和装置成本及输出控制的容易度的方面出发,加热机构50的加热器53的加热方式设为由红外线进行的辐射加热。
64.加热机构50的输出密度越高,则越会导致配置循环的高速化。另一方面,高输出密度的加热器也会导致纤维铺放装置100的制造成本的增大。因此,加热机构50的加热器53的输出密度优选为1w/mm2以下。输出密度为1w/mm2以下的加热器53容易入手。
65.把持加热器53的加热器壳体54优选为能够使从加热机构50放射的红外线反射且仅向单一的一方向进行放射的构造。通过设为这样的形态,能够提高加热机构50的输出密度。例如,作为加热器壳体54的截面形状,存在仅对正下方进行加热的拱形状等。
66.移动机构51把持加热机构50并使其移动至配置面10s上的期望的位置。移动机构51能够使加热机构50与纱条配置机构20相独立地相对于配置面10s在x轴方向上移动。因此,能够在x轴方向上对作为加热对象的区域进行微调整。
67.移动机构51的方式能够自由地选择机器人臂、龙门起重机、横向双摆臂(英文:parallel link)等。移动机构51例如可以是从用于使纱条配置机构20移动的滑动机构22延伸的滑动机构。另外,移动机构51优选考虑加热机构50的重量、惯性而具有足够的支承刚性。通过设为这样的形态,能够将加热器53可靠地配置于配置面10s上的下次配置循环中的配置预定区域。
68.温度计测部52计测由加热器53加热后的配置面10s的温度。在图2中,示出从温度计测部52朝向温度计测部52所计测温度的配置面10s的方向的箭头as。温度计测部52优选能够相对于配置面10s非接触地进行温度计测。作为这样的方式,可举出由红外线进行的放射温度计测、热成像技术、光计测等。温度计测部52优选根据能够加热的温度范围而能够关于0℃~500℃的温度范围进行计测。而且,为了即使在加热器53的输出密度高的情况下也能够适当地管理配置面10s的温度,最好温度计测涉及的响应速度高。具体来说,响应速度优选为0.0001秒~1秒。
69.控制部60控制纤维铺放装置100。控制部60是具备作为处理器的cpu、ram及rom的计算机。ram包括主存储器和辅助存储装置。控制部60的cpu通过将存储于辅助存储装置的计算机程序下载到主存储器并执行,从而使纤维铺放装置100动作。
70.控制部60能够反复实施上述的配置循环。配置循环包括第1处理和第2处理。第1处理是由纱条配置机构20将增强纤维纱条1沿着y轴方向以预先确定的长度配置在配置面10s上的处理(参照图1的箭头ap11)。第2处理是使配置台10相对于纱条配置机构20在x轴方向上相对移动的处理(参照图1的箭头ap22)。控制部60在第(n-1)次的配置循环完了之前,使加热机构50加热在第n次的配置循环中配置增强纤维纱条1的配置预定区域12。
71.具体来说,控制部60在第(n-1)次(n为2以上的自然数)的配置循环完了之前,使加热机构50移动到第n次的配置循环中的配置增强纤维纱条1的区域的上方而使与加热机构50相对的区域加热。
72.而且,具体来说,执行以下的处理。加热机构50所具备的移动机构51能够与滑动机构22、41相独立地在x轴方向上移动。其结果,加热机构50能够相对于纱条配置机构20在x轴方向上相对移动。加热机构50被控制成,相对于设置于纱条配置机构20的纱条按压机构21位于x轴方向的-(负)侧。温度计测部52计测加热机构50加热后的配置面10s上的区域的温度。
73.在用于纱条配置机构20将增强纤维纱条1配置于所述配置预定区域11的配置循环的实施中或实施之前,加热机构50移动到配置预定区域11的接下来配置增强纤维纱条1的配置预定区域12的上方,而预先加热配置预定区域12。在相对于配置预定区域11的配置循环完了并开始相对于配置预定区域12的配置循环时,配置预定区域12被加热至预定的温度。因此,不用等待配置预定区域12的温度上升就能够开始相对于配置预定区域12的配置
循环。
74.以后,以构成具有输入到控制部60的期望的外周形状的二维形状的方式,在配置增强纤维纱条之前,反复上述的配置循环。其结果,形成了在y轴方向上延伸的多个增强纤维纱条1在x轴方向上排列的增强纤维片的原型。
75.在以往的纤维铺放装置中,加热机构搭载于纱条配置机构。加热机构构成为加热纱条按压机构、被纱条按压机构引导的增强纤维纱条、及处于纱条配置机构的行进方向上的配置面的一部分。在这样的方式中,用于将增强纤维纱条向配置面贴附的加热,在向该区域的配置循环中进行。因此,在配置动作的开始时,需要用于以将增强纤维纱条的端部贴附于配置面的方式加热配置面的、初期加热等待时间。另外,在配置动作中,需要用于在增强纤维纱条的配置之前加热配置面的、连续加热等待时间。因此,在进行增强纤维纱条的配置时,使纱条配置机构移动的滑动机构为了应对连续加热等待时间而只能够以低速移动。另外,在增强纤维纱条的配置的初期中,滑动机构为了应对初期加热等待时间,需要以极低速度开始移动。其结果,配置循环所需的节拍时间增大。
76.另一方面,在本公开的纤维铺放装置100中,该配置循环中的增强纤维纱条的配置预定区域在紧之前的配置循环中被预先加热。因此,能够无前述的初期加热等待时间及连续加热等待时间地配置增强纤维纱条,能够使配置循环高速化。
77.为了使配置循环更加高速化,优选的是,利用移动到第n次的配置循环中的配置增强纤维纱条的区域的加热机构50,预先加热在第n次的配置循环中配置增强纤维纱条的区域的整体。
78.具体来说,优选的是,加热机构50能够同时加热配置面10s的区域,能够包含由纱条配置机构20能够以一次的配置循环配置在配置面10s上的增强纤维纱条的宽度和长度规定的区域。在本说明书中,将纱条配置机构20能够以一次的配置循环配置在配置面10s上的增强纤维纱条的最大的宽度称为“最大配置宽度”。将纱条配置机构20能够以一次的配置循环配置在配置面10s上的增强纤维纱条的最大的长度称为“最大配置长度”。将加热机构50能够同时加热配置面10s的区域称为“可加热区域”。
79.更优选的是,可加热区域的y轴方向尺寸与最大配置长度一致。优选的是,可加热区域的x轴方向尺寸为最大配置宽度的1~10倍左右。如果设为这样的形态,则除了能够加热当前正在执行的配置循环的接下来的配置循环中的配置预定区域以外,还能够加热之后的配置循环的配置预定区域。不过,增大可加热区域会成为使纤维铺放装置的成本增大的要因,另外,纤维铺放装置内的加热机构以外的构成要素的布局变难。因此,可加热区域的x轴方向尺寸更优选为最大配置宽度的5倍以下。
80.而且,优选的是,利用加热机构50,在第(n-1)次的配置循环的实施中,预先加热第n次的配置循环中的配置增强纤维纱条1的区域。具体来说,优选的是,至少在纱条配置机构20实施相对于配置预定区域11的配置循环的期间,加热机构50加热下次的配置预定区域12。通过设为这样的方式,能够缩短从加热到增强纤维纱条1的配置为止的时间。因此,能够提高能量的利用效率。其结果,能够降低增强纤维纱条的配置所需的成本。
81.在向配置预定区域11的配置循环实施以前完成对配置预定区域12的加热、在向配置预定区域11的配置循环实施中不进行对配置预定区域12的加热的方案中,会产生以下这样的课题。给与配置预定区域12的热通过向配置面10s内的热传导、向周围环境的对流及辐
射而被散热。该散热量虽然根据与周围的温度差、配置面10s的热容量及热传导率而不同,但在任意的方案中,加热所需的能量的一部分都通过散热而失去。为了降低增强纤维纱条的配置所需的成本,优选将加热所需的能量以高效率用于粘合剂的熔融。因此,优选的是,直到紧之前的向配置预定区域11的配置循环实施中为止,进行对配置预定区域12的加热。
82.a2.第1实施方式的变形例:
83.图3是第1实施方式的变形例的纤维铺放装置100a整体的立体图。本变形例的纤维铺放装置100a具备加热机构50a代替上述第1实施方式的纤维铺放装置100所具备的加热机构50。纤维铺放装置100a的硬件构成的其他方面与纤维铺放装置100相同。
84.加热机构50a具备沿着y轴方向配置的8个加热装置501~508。加热装置501~508分别具备加热器53。加热装置501~508分别具备温度计测部52,能够对加热对象的温度进行反馈控制。加热装置501~508能够各自独立地被控制。具体来说,加热装置501~508能够相独立地控制开启/关闭、以及输出。
85.控制部60将加热装置501~508中的、加热在第n次的配置循环中最后配置增强纤维纱条1的区域的加热装置的温度设定得比加热装置501~508中的、加热在第n次的配置循环中最初配置所述增强纤维纱条1的区域的加热装置的温度高。更具体来说,加热最初配置增强纤维纱条1的区域的加热装置的设定温度,在加热装置501~508中被设定得最低。加热最后配置增强纤维纱条1的区域的加热装置的设定温度,在加热装置501~508中被设定得最低。位于这两个加热装置之间的各加热装置的设定温度是,离加热最后配置增强纤维纱条1的区域的加热装置越近,则设定得越高。在图3的例子中,加热最初配置所述增强纤维纱条1的区域的加热装置是加热装置503,加热最后配置所述增强纤维纱条1的区域的加热装置是加热装置508。
86.利用纤维铺放装置形成的增强纤维片的形状接近制品的最终形状,因此,在每个配置循环,配置增强纤维纱条的长度不同的情况多。以下,将所配置的增强纤维纱条的y轴方向的长度称为“配置长度”。优选的是,在y轴方向上,对未配置增强纤维纱条的部分不加热,加热配置有增强纤维纱条的部分。根据本变形例,能够实现这样的加热。
87.此外,在本变形例中,加热机构50a具备8个加热装置501~508。不过,加热机构所具备的加热装置的数量也可以是其他的数量。不过,加热机构所具备的加热装置的数量优选为2~10。
88.在本变形例中,如上所述,控制部60以各个加热装置的输出密度沿着从y轴的-朝向 的方向依次变高的方式进行加热。
89.越靠近配置预定区域12的y轴方向的两端中的、 侧的端的区域,则加热机构50a结束加热后到配置增强纤维纱条为止的时间越长。因此,越接近y轴方向 侧的端的区域,散热量越多,配置增强纤维纱条时的温度与被加热后的温度相比越大幅下降。通过将多个加热装置的输出密度如上述那样设定,能够对配置预定区域赋予考虑了散热的温度梯度。其结果,能够在各配置预定区域处于最佳的温度的状态下配置增强纤维纱条。另外,在接近配置预定区域12的y轴方向的两端中的、-侧的端的区域中,不会进行过剩的加热,所以能够避免无用的能量消耗。
90.将本实施方式中y轴方向也称为“第1方向”。将x轴方向也称为“第2方向”。
91.b.第2实施方式:
92.图4中示出作为另外于第1实施方式的纤维铺放装置100的其他实施方式的纤维铺放装置100b的立体图。另外,图5中示出沿着y轴方向观察纤维铺放装置100b所具有的加热机构50b的状态。
93.纤维铺放装置100b具备纱条配置机构20b代替第1实施方式的纤维铺放装置100所具备的纱条配置机构20。纤维铺放装置100b具备加热机构50b代替纤维铺放装置100所具备的加热机构50。纤维铺放装置100b的其他方面与第1实施方式的纤维铺放装置100相同。
94.纱条配置机构20b的构成除了安装有加热机构50b这一点之外,与第1实施方式的纱条配置机构20的构成相同。
95.加热机构50b设置于纱条配置机构20b。在利用滑动机构22使纱条配置机构20b沿着y轴方向移动时,加热机构50b与纱条配置机构20b一起沿着y轴方向移动。在本实施方式中,以不妨碍纱条配置机构20b的动作的方式,加热机构50b的尺寸构成为与第1实施方式的加热机构50相比在y轴方向上更小。因此,加热机构50b能够加热的配置面10s上的区域的y轴方向的大小比最大配置长度短。加热机构50b构成为加热在从纱条按压机构21观察时位于y轴方向 侧的配置面10s的一部分及x轴方向-侧的配置面10s的一部分的区域。
96.加热机构50b在前述的配置循环中纱条配置机构20在y轴方向上移动的期间,加热处于加热机构50b的正下方的配置面10s。处于加热机构50b的正下方的配置面10s是相对于当前配置的增强纤维纱条1而处于x轴方向-侧的配置预定区域,是下次配置循环中的配置预定区域。
97.在本实施方式中,加热机构50b被小型化,能够降低装置成本及运行成本。并且,即使在配置面10s为三维形状的情况下,也能够加热下次的配置预定区域。因此,作为制造复杂形状的小物部件的装置是合适的。
98.c.第3实施方式:
99.图6中示出作为又一实施方式的纤维铺放装置100c的立体图。另外,图7中示出沿着y轴方向观察纤维铺放装置100c所具有的加热机构50c的状态。
100.纤维铺放装置100c具备加热机构50c代替第1实施方式的纤维铺放装置100所具备的加热机构50。纤维铺放装置100c的其他方面与第1实施方式的纤维铺放装置100相同。
101.加热机构50c遍及配置面10s的y轴方向全长地设置。加热机构50c安装于滑动机构22。加热机构50c与纱条配置机构20的在x轴方向上的距离是恒定的。因此,在该纤维铺放装置100c中,加热机构50c加热相对于在某一配置循环中配置有纱条配置机构20的区域经过一定周期(例如1~5周期)后配置增强纤维纱条的区域。纤维铺放装置100c不具备纤维铺放装置100的移动机构51。因此,纤维铺放装置100c的成本低。
102.此外,只要加热机构50c能够相对于配置面10s独立地移动即可,加热机构50c所固定的对象不限定于滑动机构22。加热机构50c例如也可以经由托架被固定于支承滑动机构22的框架构件或其他的构件。
103.d.配置预定区域与加热区域的关系:
104.图8a~图8c是示出加热区域的说明图。在图8a~图8c所示的任一个例子中都是,在配置面10s之上配置增强纤维纱条1,进而为了进行层叠,反复实施配置循环。在图8a~图8c的下段,示出表示对形成第1层的增强纤维纱条进行配置的配置循环的顺序的编号1~(n 3)。在图8a~图8c的任一个中都是,表示进行第(n-1)次(n为2以上的任意的整数)的配置
循环的、中途的状态。
105.在图8a~图8c中,由粗虚线包围的区域14是配置增强纤维纱条1的预定的区域。在图8a~图8c中,标注有斜线的区域是已经配置有增强纤维纱条1的区域。在图8a~图8c中,由细虚线包围的区域15是在第n次以后的配置循环中配置增强纤维纱条1的区域。在图8a~图8c中,标注有方格花纹的区域是在进行第(n-1)次(n为2以上的任意的整数)的配置循环时被加热的加热区域16、17、18。
106.在第(n-1)次的配置循环完了之前的任意的时间点下,加热第n次以后的配置循环中的增强纤维纱条的配置预定区域15的至少一部分。
107.在本公开中,在第(n-k)次(k为满足k《n的自然数)的配置循环中,加热第n次以后的配置循环的配置预定区域15的一部分即可。在图8a的例子中,第(n-1)次的配置循环中的加热区域16构成为分别跨从第(n 1)次到第(n 3)次的配置预定区域的一部分。
108.为了使配置循环更加高速化,优选预先加热配置预定区域的整体。在图8b的例子中,第(n-1)次的配置循环中的加热区域17是从第(n 1)次~第(n 3)次的配置预定区域整体。
109.为了降低从预热后的区域的散热的能量损失,优选加热下次的配置循环中的增强纤维纱条的配置预定区域。在图8c的例子中,第(n-1)次的配置循环中的加热区域18是第n次~第(n 2)次的配置预定区域整体。
110.e.其他的实施方式:
111.e1.其他的实施方式1:
112.在第1实施方式中,在第n次的配置循环中配置增强纤维纱条1的配置预定区域12的整体由加热机构50同时加热。但是,在第n次的配置循环中配置增强纤维纱条的区域也可以利用多次的加热处理进行加热。
113.e2.其他的实施方式2:
114.在上述第1实施方式及第3实施方式中,控制部60在第(n-1)次的配置循环完了之前,使加热机构50加热在第n次的配置循环中配置增强纤维纱条1的所有区域(也参照图8b及图8c)。但是,如图8a的例子所示,也能够设为如下方案:在第(n-1)次的配置循环完了之前,由加热机构50加热在第n次的配置循环中配置增强纤维纱条1的一部分的区域。
115.优选的是,在第n次的配置循环中最初配置增强纤维纱条1的区域在第(n-1)次的配置循环完了之前完成加热。即,优选的是,在开始第n次的配置循环之前,使在第n次的配置循环中最初配置增强纤维纱条1的区域升温至目标温度。
116.e3.其他的实施方式3:
117.在图8c所示的例子中,控制部60在执行第(n-1)次的配置循环的期间中使加热机构50加热在第n次的配置循环中配置增强纤维纱条1的区域。但是,控制部60也可以在执行第(n-1)次的配置循环的期间中使加热机构50加热第n次之后的配置循环中配置增强纤维纱条1的区域。
118.e4.其他的实施方式4:
119.在上述第1实施方式的变形例中,加热机构50a具备沿着y轴方向配置的多个加热装置501~508,所述多个加热装置501~508能够各自相独立地被控制。并且,控制部60将多个加热装置501~508中的、加热在第n次的配置循环中最后配置增强纤维纱条1的区域的加
热装置508的温度设定得比加热最初配置增强纤维纱条1的区域的加热装置503的温度高。但是,在第n次的配置循环中配置增强纤维纱条1的区域也可以全都设定并加热成同一目标温度。
120.本公开不限于上述的实施方式,能够在不脱离其主旨的范围内以各种构成实现。例如,与发明内容一栏所记载的各方式中的技术特征对应的实施方式的技术特征,为了解决上述的课题的一部分或全部或者为了达成上述的效果的一部分或全部,能够适当进行替换、组合。另外,该技术特征在本说明书中若没有作为必需的构成而说明,则能够适当删除。
121.附图标记说明
[0122]1…
增强纤维纱条
[0123]2…
增强纤维
[0124]3…
树脂成分
[0125]
10
…
配置台
[0126]
10s
…
配置面
[0127]
11
…
该配置循环中的增强纤维纱条的配置预定区域
[0128]
12
…
下次配置循环中的增强纤维纱条的配置预定区域
[0129]
13
…
配置面移动机构
[0130]
14
…
具有期望的二维形状的区域
[0131]
15
…
第n次的配置循环中的增强纤维纱条的配置预定区域
[0132]
16
…
加热区域
[0133]
17
…
加热区域
[0134]
18
…
加热区域
[0135]
20
…
纱条配置机构
[0136]
20b
…
纱条配置机构
[0137]
21
…
纱条按压机构
[0138]
22
…
滑动机构
[0139]
23
…
最终引导件
[0140]
40
…
纱条切断机构
[0141]
41
…
滑动机构
[0142]
42
…
切刀
[0143]
50
…
加热机构
[0144]
50a
…
加热机构
[0145]
50b
…
加热机构
[0146]
50c
…
加热机构
[0147]
51
…
移动机构
[0148]
52
…
温度计测部
[0149]
53
…
加热器
[0150]
54
…
加热器壳体
[0151]
60
…
控制部
[0152]
100
…
纤维铺放装置
[0153]
100a
…
纤维铺放装置
[0154]
100b
…
纤维铺放装置
[0155]
100c
…
纤维铺放装置
[0156]
101
…
夹持辊
[0157]
102
…
夹持部
[0158]
501~508
…
加热装置
[0159]
ap11
…
表示第1处理中的纱条配置机构20的动作方向的箭头
[0160]
ap22
…
表示第2处理中的配置台10的动作方向的箭头
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。