1.本技术涉及电感剥漆工艺设备技术领域,具体涉及一种电感自动剥漆设备。
背景技术:
2.电感的生产一般是采用漆包线对磁芯进行缠绕形成线圈和引脚,通过电感的引脚将电感与外界的电路进行电连接,因而现工艺制备电感都是采用剥漆设备将电感的引脚的漆包层去除,来使得电感满足使用需求。
3.现有技术中的剥漆设备对电感剥漆的自动化较与以往而言有了进一步的提升,然而其自动化程度还有进一步的提高,在剥漆设备的剥漆效率方面也有提升的空间,除此之外,剥漆设备在剥漆的时候会产生一定的碎屑粉尘及烟雾,这些碎屑粉尘会对激光器在剥漆的过程中出现一定的影响,然而现市面上大多的剥漆设备都不具备将剥漆过程中产生的碎屑粉尘去除或收集的功能,不可避免碎屑粉尘可能会对剥漆过程产生的影响或是粘附到电感上对电感产生影响。
技术实现要素:
4.针对上述技术问题,本技术提供了一种电感自动剥漆设备,其自动化程度高,具备较为完善的传送装置,该传送装置具有较高的传送效率,能够提高剥漆设备的生产率,且其具备吸尘装置,能对剥漆设备剥漆时产生的碎屑粉尘以及烟雾进行有效地收集、过滤作用,避免碎屑粉尘对剥漆设备剥漆时造成影响或是粘附到电感上对电感产生影响,或是剥漆时产生的烟雾对外界环境造成影响。
5.本技术提供的一种电感自动剥漆设备,包括工作台和设置在所述工作台的平面上的供料装置、传送装置、激光装置、吸尘装置和下料装置,其中,
6.所述传送装置用于装载物料,且所述传送装置能够移动至所述供料装置、激光装置和下料装置处;
7.所述供料装置用于将待加工物料进行有序上料至所述传送装置上;
8.所述激光装置用于对所述传送装置上的待加工物料进行剥漆处理;
9.所述下料装置用于对所述传送装置上加工完的物料进行下料处理;
10.所述吸尘装置用于吸取所述激光装置剥漆时产生的碎屑粉尘及烟雾。
11.与现有技术相比,本技术设置了传送装置,传送装置能够移动至供料琥脏治、激光装置和下料装置处,完成上下料和辅助物料完成加工,物料从上料、加工和下料之间均通过传送装置来完成传递,物料无需另外的转移,提高了物料的传送效率,可提高剥漆设备的剥漆效率,并且增设了吸尘装置,吸尘装置可吸取激光装置在剥漆时产生的碎屑粉尘及烟雾,对吸取的粉尘及烟雾进行过滤净化,避免碎屑粉尘对剥漆过程造成影响,或是避免碎屑粉尘沾染到物料上,对物料造成影响;除此之外,吸尘装置能够将吸取的碎屑粉尘收集起来,便于统一处理这些碎屑粉尘,有利于保证剥漆设备的作业环境保持清洁。
12.进一步的,所述传送装置还包括平移机构和传送平台,所述平移机构连接在所述
工作台的平面上,所述传送平台连接在所述平移机构上,所述平移机构能够带动所述传送平台平移。
13.进一步的,所述平移机构包括x轴位移组件和y轴位移组件,所述x轴位移组件用于带动所述传送平台进行x轴方向的位移,所述y轴位移组件用于带动所述传送平台进行y轴方向的位移,其中,
14.所述传送平台连接在所述x轴位移组件上,所述x轴位移组件连接在所述y轴位移组件上,所述y轴位移组件能够带动所述x轴位移组件和所述传送平台沿y轴方向移动;
15.或,
16.所述传送平台连接在所述y轴位移组件上,所述y轴位移组件连接在所述x轴位移组件上,所述x轴位移组件能够带动所述y轴位移组件和所述传送平台沿x轴方向移动。
17.进一步的,所述传送平台为两个,所述传送平台分为第一平台和第二平台。
18.进一步的,所述x轴位移组件包括设置在所述激光装置两边的第一轨道和第二轨道,其中,
19.所述第一轨道内设有第一传动件,所述第一传动件能够带动所述第一平台沿所述第一轨道滑动;
20.所述第二轨道内设有第二传动件,所述第二传动件能够带动所述第二平台沿所述第二轨道滑动。
21.进一步的,所述y轴位移组件包括设置在所述激光装置的两边的第三轨道和第四轨道,其中,
22.所述第三轨道内设有第三传动件,所述第三传动件能够带动所述第一平台沿所述第三轨道滑动;
23.所述第四轨道内设有第四传动件,所述第四传动件能够带动所述第二平台沿所述第四轨道滑动。
24.进一步的,所述传送装置还包括旋转机构,所述旋转机构与所述传送平台连接,所述旋转机构用于带动所述传送平台进行旋转;
25.所述旋转机构包括旋转动力件和旋转传动件,所述传送平台与所述旋转传动件连接,所述旋转动力件与所述旋转传动件连接,所述旋转动力件用于提供动力给所述旋转传动件,所述旋转传动件能够带动所述传送平台旋转。
26.进一步的,所述传送平台的平面上设有移栽流道,所述传送平台能够旋转使所述移栽流道能载满物料。
27.进一步的,所述吸尘装置包括安装板、吸尘嘴、导气管、供气组件和过滤机构,其中,
28.所述安装板固定连接在所述工作平台上,所述过滤机构固定连接在所述安装板上;
29.所述过滤机构的一侧与所述导气管连接,所述的过滤机构的另一侧与所述吸尘嘴连通;
30.所述导气管的一端与所述过滤机构连接,所述导气管的另一端与所述供气组件连接,所述供气组件通过所述导气管传递抽气。
31.进一步的,所述供料装置包括上料流道和振动盘机构,所述上料流道与所述振动
盘机构连接,所述上料流道用于有序地将所述振动盘机构排列好的物料载送至所述传送装置上。
32.进一步的,所述供料装置还包括计数机构,所述计数机构设置在所述供料装置出料口处,所述计数机构用于记录所述传送平台从所述供料装置上移栽的物料的数量。
33.进一步的,所述下料装置包括出料筒、刮料板和驱动组件,其中,
34.所述刮料板用于将所述传送平台上加工完的物料刮送至所述出料筒中;
35.所述驱动组件与所述刮料板连接,所述驱动组件用于驱动所述刮料板移动;
36.所述出料筒用于收集加工完的物料。
37.进一步的,所述驱动组件分为第一驱动组件和第二驱动组件,其中,
38.所述第一驱动组件包括升降气缸,所述第一驱动组件能够带动所述刮料板上下移动;
39.所述第二驱动组件包括平移气缸,所述第二驱动组件能够带动所述刮料板水平移动。
40.本技术的一种电感自动剥漆设备,包括了供料装置、传送装置、激光装置、下料装置和吸尘装置,传送装置能够移动至供料装置、激光装置和下料装置之间,进行上下料,协助激光装置完成物料加工,其中,传送装置包括了两个传送平台,两个传送平台能够交替协助完成上下料和物料加工,并且互相之间不影响,且传送装置具备x、y轴方向的平移和旋转功能,能够大大地减少设备的布置空间,使传送装置较为灵活地在各个装置之间移动,且旋转功能能够较为灵活地实现激光装置对物料的加工,极大地增加了设备的自动化性能和生产效率。除此之外,本技术的剥漆设备具备吸尘功能,能够在激光装置进行剥漆时,实时对剥漆时产生的碎屑粉尘及烟雾进行吸取、过滤净化和无污染排放,做到了剥漆设备的环保效果,有利于对剥漆设备的外界环境进行保护。
附图说明
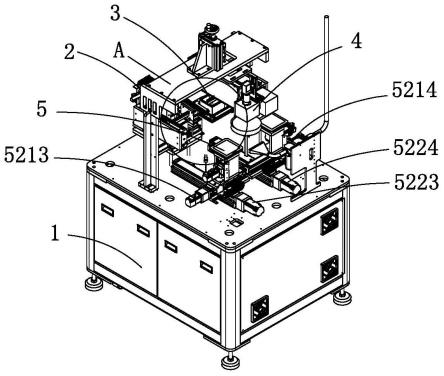
41.图1是本技术的一种电感自动剥漆设备的结构示意图;
42.图2是本技术的一种电感自动剥漆设备的结构示意图;
43.图3是本技术的一种电感自动剥漆设备的结构示意图;
44.图4是本技术的一种电感自动剥漆设备的局部a放大示意图;
45.图5是本技术的一种电感自动剥漆设备的局部b放大示意图;
46.图6是本技术的一种电感自动剥漆设备的吸尘装置的结构示意图;
47.图7是本技术的一种电感自动剥漆设备的传送装置的结构示意图。
48.附图标记:1、工作台;2、供料装置;3、下料装置;4、激光装置;5、传送装置;6、吸尘装置;21、振动盘机构;22、上料流道;23、计数机构;31、出料筒;32、刮料板;33、驱动组件;331、第一驱动组件;332、第二驱动组件;51、传送平台;52、平移机构;53、旋转机构;54、移栽流道;511、第一平台;512、第二平台;521、x轴位移组件;522、y轴位移组件;531、旋转动力件;5211、第一轨道;5212、第二轨道;5213、第一传动件;5214、第二传动件;5221、第三轨道;5222、第四轨道;5223、第三传动件;5224、第四传动件;61、安装板;62、吸尘嘴;63、导气管;64、过滤机构。
具体实施方式
49.为了使本领域的技术人员更好地理解本公开的技术方案,以下结合附图及实施例,对本公开进行详细、清楚、完整的说明。应当理解,此处所描述的具体实施例仅用以解释本公开,并不用于限定本公开。
50.在本技术的描述中,如果有描述到第一、第二只是用于区别技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
51.本领域技术人员应理解的是,在本技术的公开中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本技术的限制。
52.下面结合附图对本技术做进一步详细说明,参见如图1至图7说明。
53.本技术提供的一种电感自动剥漆设备,包括工作台1,包括依次设置在工作台1的平面上的供料装置2、下料装置3、激光装置4、传送装置5和吸尘装置6,工作台1为长方体,工作台1的平面为矩形平面,将所有装置之间通过合理的安排与放置,都放置在工作台1的平面上,使之在一个工作台1上便可完成加工物料的自动化过程,大大节约了操作空间。供料装置2将需要加工的物料进行有序地排列,传送装置5从供料装置2处将待加工的物料运载到激光装置4处,通过激光装置4对物料进行加工,与此同时,吸尘装置6将激光装置4剥漆时产生的碎屑粉尘吸取并收集,传送装置5再运载加工完的物料至下料装置3处,下料装置3有序地将传送装置5上已加工完的物料收集起来。以激光装置4为基准,供料装置2和下料装置3均位于激光装置4的同一侧,吸尘装置6位于激光装置4的另一侧,而传送装置5能够在激光装置4、下料装置3、供料装置2之间移动,以完成物料的运载。
54.供料装置2包括振动盘机构21,振动盘机构21用于将待加工物料有序排列,供料装置2能够将待加工的物料进行有序出料。供料装置2能够将无序的待加工的物料转换成有序地排布,将其传递到传送装置5上,便于激光装置4能准确地对物料进行剥漆,供料装置2地设置增加了剥漆设备的自动化性能,也使得剥漆设备的剥漆速率大大提高,相较于传统的人工排序放置物料的做法,本技术的供料装置2节约了人工成本,在自动化设备的发展上有很大地提升。
55.振动盘机构21包括振动盘和视觉组件,视觉组件用于监控振动盘上的物料的排列是否达到需求。视觉组件包括相机和处理器,相机获取振动盘上的物料的排列摆放是否正确,将结果传递给处理器,处理器获取结果并能够发出警报。
56.优选的,供料装置2包括上料流道22,上料流道22与振动盘机构21连接,上料流道22用于有序地将振动盘机构21排列好的物料载送至传送装置5上。上料流道22为一条能够有序地传输物料的直流通道,物料经过振动盘有序地排列后传送至上料流道22,传送装置5移动到上料流道22出料口处,上料流道22上的物料一个接一个的转移到传送平台51上,完成转移。
57.优选的,供料装置2还包括计数机构23,计数机构23设置在供料装置2出料口处,计数机构23用于记录传送平台51从供料装置2上移栽的物料的数量。
58.优选的,如图6所示,计数机构23设置在上料流道22的出口处,计数机构23固定在上料流道22出口处的一侧,当每个物料从上料流道22转移到传送平台51上时,计数机构23便一个一个地计数,记录下供料机构总共传递给传送平台51多少物料,其便于剥漆设备的自动化处理,能够自动记录剥漆设备处理了多少物料,极大了方便了工作人员。计数机构23包括计数传感器,计数传感器安装在上料流道22的出口处,计数传感器可选光电类、磁敏式等,只要运用合理,均可作计数传感器使用,这里不做限制。
59.传送装置5包括平移机构52和传送平台51,平移机构52连接在工作台1的平面上,而传送平台51连接在平移机构52上,平移机构52能够带动传送平台51移动,以完成物料的装载、运输。平移机构52包括x轴位移组件521和y轴位移组件522,x轴位移组件521用于带动传送平台51进行x轴方向的位移,y轴位移组件522用于带动传送平台51进行y轴方向的位移。通过设置两个位移组件,传送平台51可实现在工作台1的平面上x轴和y轴方向的位移,并不是单单一个方向的位移,这样的设置极大地简化了各个装置在工作台1上设置的空间和距离,相较于以往的一条直线型的生产线来说,本技术的生产线集中在一个工作台1上,并不需要太大的空间,其节省了占地面积,提高了空间利用率。
60.在一些实施例中,传送平台51连接在x轴位移组件521上,x轴位移组件521连接在y轴位移组件522上,y轴位移组件522能够带动x轴位移组件521和传送平台51沿y轴方向移动;在本实施例中,x轴位移组件521与传送平台51为直接连接关系,传送平台51直接在x轴位移组件521上实现位移,而x轴位移组件521设置在y轴位移组件522上,y轴位移组件522通过对x轴位移组件521的移动,而间接实现对传送平台51在y轴方向上位移,通过两个位移组件交叠的方式,可节约位移组件的占地空间和面积,且能够较为灵敏地实现传送平台51在两个方向的位移,不需要换轨。
61.在另一些实施例中,传送平台51连接在y轴位移组件522上,y轴位移组件522连接在x轴位移组件521上,x轴位移组件521能够带动y轴位移组件522和传送平台51沿x轴方向移动,本实施例中将y轴位移组件522的顶部与传送平台51连接,y轴位移组件522的底部与x轴位移组件521连接,x轴位移组件521通过移动y轴位移组件522而间接实现对传送平台51在x轴方向上的位移。
62.优选的,传送平台51分为第一平台511和第二平台512,x轴位移组件521包括设置在激光装置4两边的第一轨道5211和第二轨道5212,第一轨道5211与第二轨道5212均为直线型轨道,其中,第一轨道5211内设有第一传动件5213,第一传动件5213能够带动第一平台511沿第一轨道5211滑动;第二轨道5212内设有第二传动件5214,第二传动件5214能够带动第二平台512沿第二轨道5212滑动;
63.y轴位移组件522包括设置在激光装置4的两边的第三轨道5221和第四轨道5222,其中,第三轨道5221内设有第三传动件5223,第三传动件5223能够带动第一平台511沿第三轨道5221滑动;第四轨道5222内设有第四传动件5224,第四传动件5224能够带动第二平台512沿第四轨道5222滑动。需要说明的是,第一轨道5211与第二轨道5212之间不串联,彼此独立,其在x轴方向上的移动不会相互影响,同理,第三轨道5221与第四轨道5222之间也并不相互影响。
64.优选的,第一传动件5213包括第一电机和第一丝杠,第一丝杠与第一电机的转轴固定连接,第一丝杠转动时能够带动第一平台511沿第一轨道5211滑动;
65.第二传动件5214包括第二电机和第二丝杠,第二丝杠与第二电机的转轴固定连接,第二丝杠转动时能够带动第二平台512沿第二轨道5212滑动;
66.第三传动件5223包括第三电机和第三丝杠,第三丝杠与第三电机的转轴固定连接,第三丝杠转动时能够带动第一平台511沿第三轨道5221滑动;
67.第四传动件5224包括第四电机和第四丝杠,第四丝杠与第四电机的转轴固定连接,第四丝杠转动时能够带动第二平台512沿第四轨道5222滑动。其中,在本技术中,第一电机、第二电机、第三电机和第四电机均选为伺服电机,伺服电机与丝杠之间通过减速器连接,丝杠上套接有连接件,连接件的另一端与传送平台51或连接有传送平台51的轨道连接,丝杠转动时,连接件带动传送平台51或连接有传送平台51的轨道移动。在x轴位移组件521上还设置有拖链,拖链可将与电机连接的线缆规整完全,使电机随着轨道滑移过程中不会轻易缠绕。除丝杠与电机之外,还可使用气缸来实现传送平台51的位移。
68.优选的,传送装置5还包括旋转机构53,旋转机构53与传送平台51连接,旋转机构53用于带动传送平台51进行旋转;旋转机构53包括旋转动力件531和旋转传动件,传送平台51与旋转传动件连接,旋转动力件531与旋转传动件连接,旋转动力件531用于提供动力给旋转传动件,旋转传动件能够带动传送平台51旋转。旋转动力件531可选伺服电机,而旋转传动件可选分度盘、蜗轮蜗杆、换向传动齿轮等等,此处不做限制,只要能实现传动即可。
69.优选的,传送平台51为矩形,传送平台51的平面上设有移栽流道54,移栽流道54为矩形,传送平台51能够旋转使移栽流道54的四边均能装载物料。
70.下料装置3能够对加工完的物料进行有序地下料处理,并用于收集加工完的物料,同样的,下料装置3能够实现自动化下料,其能够自动地对放置在传送装置5上已加工完全的物料进行有序下料,保障了下料过程的自动化、有序化。下料装置3包括出料筒31、刮料板32和驱动组件33,其中,出料筒31用于收集加工完的物料;刮料板32用于将传送平台51上加工完的物料推送至出料筒31中;驱动组件33与刮料板32连接,驱动组件33用于驱动刮料板32移动。驱动组件33包括第一驱动组件331和第二驱动组件332,其中,第一驱动组件331包括升降气缸,第一驱动组件331能够带动刮料板32上下移动;第二驱动组件332包括平移气缸,第二驱动组件332能够带动刮料板32水平移动。通过升降气缸与平移气缸的配合使用,可使刮料板32能完成自动化下料,对于剥漆设备的生产来说,自动化性能提高了。
71.出料筒31与工作台1连通,使得加工完的物料进入出料筒31后,经由工作台1中的通道后,可从通道的出口将物料转移出来,通道的出口设置在工作台1环侧的任意侧面的靠下方位置,便于工作人员在工作台1下方放置收集成品的器具。
72.优选的,出料筒31分为第一出料筒31和第二出料筒31,其分别设置在上料流道22的两侧,且与上料流道22之间间距一定的距离,其设置两个出料筒31便于两个传送平台51进行分别下料,第一平台511对应第一出料筒31,第二平台512对应第二出料筒31,两个平台互相不影响彼此下料;两个出料筒31的设置,提高了剥漆设备整体的生产速率,使得传送平台51交替上下料的产线更加完善。需要说明的是,出料筒31的宽度远远大于传送平台51的宽度,当刮料板32对传送平台51上的物料进行刮料时,平台上的物料能够全部落入出料筒31中。
73.优选的,刮料板32为软胶制成,使其在进行刮料时,不会因为过硬的材质对物料造成影响,软胶的选用,极大地保障了刮料过程中对物料的保护。
74.激光装置4包括激光发生器和振镜激光头,激光装置4用于对传送平台51上的物料进行剥漆处理。传送平台51将待加工的物料传送至激光装置4的激光光线的正下方,激光发生器产生激光后,经由振镜激光头将激光发射出来,激光射到传送平台51的待加工物料上,对物料进行剥漆处理。
75.吸尘装置6用于收集激光装置4剥漆时产生的碎屑粉尘及烟雾。吸尘装置6包括安装板61、吸尘嘴62、导气管63、供气组件和过滤机构64,其中,安装板61固定连接在工作平台上,过滤机构64固定连接在安装板61上;过滤机构64的一侧与导气管63连接,的过滤机构64的另一侧与吸尘嘴62连通;导气管63的一端与过滤机构64连接,导气管63的另一端与供气组件连接,供气组件通过导气管63传递抽气。安装板61为一块竖板,其底部固定在工作台1上,安装板61的面板正对着激光装置4剥漆的位置,安装板61装有过滤机构64,过滤机构64内装有滤芯,当吸尘嘴62在激光装置4剥漆时吸取产生的碎屑灰尘后,穿过过滤机构64,对吸取的东西进行过滤,将碎屑灰尘进行较大的过滤,使其积留在过滤机构64中,便于工作人员清洁。导气管63与后台供气组件连接,导气管63传递吸力给吸尘嘴62,吸尘嘴62为锥体,其吸口处较宽,较细的结尾处连接导气管63。供气组件为能够提供负压的器件,可为气泵,也可为负压风机,此处不做限制,能够实现效果即可。在本技术中,供气组件为负压风机,其与导气管63连接,为吸尘装置6提供负压,使得吸尘装置6具备吸尘功能,能够吸取剥漆时产生的碎屑粉尘和烟雾。当吸尘装置6吸取的碎屑粉尘经由过滤机构64过滤后,剩余的被过滤净化过的气体沿着导气管63排出,做到了剥漆设备的环保效果,有利于对剥漆设备的外界环境进行保护。
76.优选的,过滤机机构为双级过滤机构64,其能极大地对吸取的碎屑粉尘和烟雾进行较为全面的过滤,双级过滤机构64里分为第一级过滤筒和第二级过滤筒,两个过滤筒的滤芯可设置的不一样,分别对碎屑粉尘和烟雾进行针对性过滤,滤芯可放置活性炭等等,此处不做限制,能够对剥漆设备产生的碎屑粉尘及烟雾进行吸附过滤即可。
77.本技术的一种电感自动剥漆设备,其能够实现自动化剥漆,且具有两个传送平台51和两个出料筒31,能够交替上下料,极大地提高了剥漆设备的生产效率,且具备吸尘装置6,能够对剥漆时产生的碎屑粉尘及烟雾进行吸取,避免碎屑粉尘残留在剥漆设备和物料上,对剥漆设备和物料造成影响,且整个上料、剥漆、下料、吸尘的过程均实现自动化处理,极大地减少了人工成本。
78.在实际使用过程中,供料装置2进行上料,传送装置5进行运载产品去激光装置4处加工,加工完之后,传送装置5再运载产品去下料装置3处下料;
79.在上料过程中,空的传送平台51通过平移机构52移动到供料装置2的出料口处,振动盘机构21中排列有序的物料转移到移栽流道54中,同边的移栽流道54装满待加工的物料之后,传送平台51旋转90度,使未装载物料的另一侧继续装载,直至移栽流道54的四边都装满;
80.在加工物料时,传送平台51通过平移使同一边的物料逐个被激光装置4剥漆处理,同一边的物料被加工完之后,传送平台51通过旋转90度后,将另一边的待加工的物料旋转至加工处,再平移至同边的物料逐个被加工完全,再旋转,直至同个传送平台51上的物料均完成加工;
81.激光装置4进行剥漆时,吸尘装置6吸取剥漆时产生的碎屑粉尘,将其经由吸尘装
置6的过滤机构64过滤之后,把碎屑粉尘留在过滤机构64中,便于处理;
82.在下料过程中,传送平台51装载完成加工后的物料至下料装置3处,升降气缸工作,带动刮料板32上移,平移气缸再带动刮料板32向传送平台51方向位移,位移至移栽流道54的单边后面,然后升降气缸再带动刮料板32下移至能将物料推离的高度,平移气缸再带动物料向出料筒31方向移动,使移栽流道54上的物料能够掉入出料筒31中。
83.以上对本技术进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。