1.本实用新型涉及桥壳加工技术领域,尤其涉及用于桥壳加工的桥坯板一次成型剪切装置。
背景技术:
2.桥壳,是安装主减速器、差速器、半轴、轮装配基体,其主要作用是支承并保护主减速器、差速器和半轴等。一般来说,普通非断开式驱动桥桥壳是一根支承在左、右驱动车轮上的刚性空心梁,主减速器、差速器、半轴等传动件均装在其中,桥壳经纵置钢板弹簧与车架或车厢相联。它是驱动桥的重要组成部分又是行驶系的主要组成件之一。驱动桥壳应有足够的强度和刚度,质量小,并便于主减速器的拆装和调整。驱动桥壳从结构上可分为整体式桥壳、可分式桥壳和组合式桥壳三类。
3.桥壳半壳体是由桥壳片冲裁后压制成型的,桥壳片冲裁主要是冲裁两端弧角以及中间部位两侧缺口,目前两端弧角和两侧缺口需要在两台加工设备上分别完成,加工效率低,同时由于不是一次成型,存在加工误差,冲裁出的桥壳片一致性无法得到保障。
技术实现要素:
4.本实用新型针对现有技术的不足,提供用于桥壳加工的桥坯板一次成型剪切装置。
5.本实用新型是通过如下技术方案实现的,提供用于桥壳加工的桥坯板一次成型剪切装置,包括安装在压力机上的上模座和下模座,在下模座的左右两端分别设有一个第一安装座,在下模座的前后两侧分别设有一个第二安装座,用于冲裁弧角的圆弧刀片安装在每个第一安装座上,用于冲裁缺口的缺口刀片安装在每个第二安装座上;在下模座上沿其长度方向设有供每个第一安装座滑动的横向滑槽,在下模座上沿其宽度方向设有供每个第二安装座滑动的纵向滑槽;在每个第一安装座上均设有第一凹陷,在每个第二安装座上均设有第二凹陷,第一凹陷对应弧角冲裁位置,第二凹陷对应缺口冲裁位置。
6.优选的,所述横向滑槽和纵向滑槽均为t形槽,在横向滑槽内设有第一t形螺栓,第一t形螺栓的螺杆穿过第一安装座并通过螺母紧固。
7.优选的,在纵向滑槽内设有第二t形螺栓,第二t形螺栓的螺杆穿过第二安装座并通过螺母紧固。第一t形螺栓和螺母配合用于调节第一安装座的位置并固定,第二t形螺栓和螺母配合用于调节第二安装座的位置并固定。
8.优选的,为了实现桥壳片定位,在下模座的四个边上分别设有一个定位柱,桥壳片放置在四个定位柱之间。
9.优选的,在上模座上设有分别对应每个定位柱的定位套,定位柱与定位套插接。定位柱与定位套的配合可以起到导向作用。
10.优选的,在下模座上设有用于托住桥壳片中间部位的多个磁柱磁柱一方面起到支撑作用,另一方面起到吸附固定桥壳片的作用。
11.优选的,在第一安装座上设有用于容纳圆弧刀片的第一容纳槽,圆弧刀片插入第一容纳槽内并通过螺钉固定。
12.优选的,在第二安装座上设有用于容纳缺口刀片的第二容纳槽,缺口刀片插入第二容纳槽内并通过螺钉固定。
13.本实用新型的有益效果为:
14.1、在下模座上同时设置两组缺口刀片和两组圆弧刀片可以一次完成两端弧角和两侧缺口的冲裁,加工时间缩短一倍,同时冲裁一次成型,降低了加工误差,冲裁出的桥壳片一致性得到保障。
15.2、第一安装座和第二安装座的位置均可调节,通过调节第一安装座的位置可以改变圆弧刀片的位置,通过调节第二安装座的位置可以改变缺口刀片的位置,圆弧刀片和缺口刀片均可以更换型号,刀片位置调节配合刀片型号更换可以满足不同型号产品的冲裁需要。
附图说明
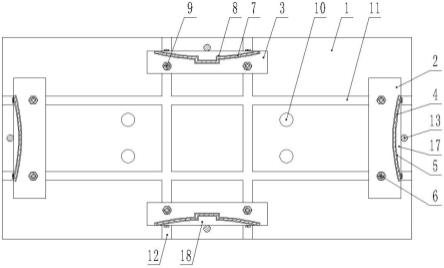
16.图1为本实用新型下模座俯视结构示意图;
17.图2为本实用新型上模座仰视结构示意图;
18.图3为本实用新型桥壳片与下模座安装关系俯视结构示意图;
19.图4为桥壳片冲裁后的成品图;
20.图中所示:
21.1、下模座,2、第一安装座,3、第二安装座,4、圆弧刀片,5、第一容纳槽,6、第一t形螺栓,7、缺口刀片,8、第二容纳槽,9、第二t形螺栓,10、磁柱,11、横向滑槽,12、纵向滑槽,13、定位柱,14、桥壳片,15、上模座,16、定位套,17、第一凹陷,18、第二凹陷。
具体实施方式
22.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
23.如图1-4所示,本实用新型包括安装在压力机上的上模座15和下模座1,下模座1固定设置,上模座15可上下升降。在下模座1的左右两端分别设有一个第一安装座2,在下模座1的前后两侧分别设有一个第二安装座3,用于冲裁弧角的圆弧刀片4安装在每个第一安装座2上,用于冲裁缺口的缺口刀片7安装在每个第二安装座3上。在下模座1上沿其长度方向设有供每个第一安装座2滑动的横向滑槽11,在下模座1上沿其宽度方向设有供每个第二安装座3滑动的纵向滑槽12,第一安装座2和第二安装座3的位置均可调节,通过调节第一安装座2的位置可以改变圆弧刀片4的位置,通过调节第二安装座3的位置可以改变缺口刀片7的位置,圆弧刀片4和缺口刀片7均可以更换型号,刀片位置调节配合刀片型号更换可以满足不同型号产品的冲裁需要。
24.在下模座1上同时设置两组缺口刀片7和两组圆弧刀片4可以一次完成两端弧角和两侧缺口的冲裁,加工时间缩短一倍,同时冲裁一次成型,降低了加工误差,冲裁出的桥壳片一致性得到保障。
25.在本实施例中,所述横向滑槽11和纵向滑槽12均为t形槽,在横向滑槽11内设有第一t形螺栓6,第一t形螺栓6的螺杆穿过第一安装座2并通过螺母紧固。在纵向滑槽12内设有
第二t形螺栓9,第二t形螺栓9的螺杆穿过第二安装座3并通过螺母紧固。第一t形螺栓6和螺母配合用于调节第一安装座2的位置并固定,第二t形螺栓9和螺母配合用于调节第二安装座3的位置并固定。
26.为了实现桥壳片定位,在下模座1的四个边上分别设有一个定位柱13,桥壳片放置在四个定位柱13之间实现桥壳片位置校准。如图2所示,在上模座15上设有分别对应每个定位柱13的定位套16,定位柱13与定位套16插接。定位柱13与定位套16的配合可以起到导向作用。
27.在下模座1上设有用于托住桥壳片中间部位的多个磁柱10,磁柱10一方面起到支撑作用,另一方面起到吸附固定桥壳片的作用。
28.在第一安装座2上设有用于容纳圆弧刀片4的第一容纳槽5,圆弧刀片4插入第一容纳槽5内并通过螺钉固定。在第二安装座3上设有用于容纳缺口刀片7的第二容纳槽8,缺口刀片7插入第二容纳槽8内并通过螺钉固定。
29.为了便于收集冲裁下来的边料,在每个第一安装座2上均设有第一凹陷17,在每个第二安装座3上均设有第二凹陷18,第一凹陷17对应弧角冲裁位置,第二凹陷18对应缺口冲裁位置。冲裁下来的边料落入对应的第一凹陷17和第二凹陷18内暂存。
30.具体使用时,将需要冲裁的桥壳片14放置在四个定位柱13之间,此时两组缺口刀片7、两组圆弧刀片4以及多个磁柱10同时托住桥壳片,上模座15下行挤压桥壳片,通过两组缺口刀片7和两组圆弧刀片4一次完成两端弧角和两侧缺口的冲裁。
31.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
