1.本发明涉及磨料制备技术领域,尤其涉及一种硬质合金包覆金刚石颗粒及其制备方法。
背景技术:
2.由于金刚石是紧密的共价键结构,使其具有高的表面能,难以与金属、树脂及陶瓷等良好浸润,磨粒与结合剂之间基本没有化学(或冶金)结合,因而导致磨粒大部分与结合剂机械镶嵌结合,结合剂对磨粒的结合力较弱,当磨削过程中磨粒出露大于三分之一粒径时,磨粒将脱落。由于金刚石的表面既硬又滑,化学惰性极强,结合剂组分很难对其实施有效润湿与化合作用,因而也就难以有效固结把持金刚石,极大的阻碍了金刚石制品的性能发挥。如何有效提高结合剂对金刚石的固结把持力,一直是国内外金刚石制品行业所面临的共同技术难点。
3.表面镀层的厚度从数十纳米到数百微米,镀层与金刚石可以是化学键合也可以是机械包覆,镀层材料可以按照材料和金刚石化学反应情况大致分为三类:一类是石墨化元素,包括fe、ni、co等铁系金属元素,这些元素能够使金刚石在热压过程中提前发生石墨化严重侵蚀金刚石;第二类是碳化物形成元素,主要有ti、v、cr、mo、nb及w等过渡金属元素,这些元素能够在一定条件下和金刚石表面的碳原子发生反应形成碳化物膜,使得镀层与金刚石可以实现化学结合,镀层与金刚石具有较好的结合强度;第三类是不与金刚石反应的金属元素和对应的化合物,例如cu、sn、zn等元素及其合金、al2o3、sio2等陶瓷材料。
4.但是,由于带镀层的金刚石颗粒,镀层厚度很薄,金刚石粉末的密度依然较小,无法直接参与堆焊、喷焊等作业,此种金刚石粉末由于密度小,在熔融金属如fe合金或ni合金只能上浮在表面,无法在fe基或ni基焊层中均匀分布。
技术实现要素:
5.针对现有技术中的上述问题,本发明提供了一种硬质合金包覆金刚石颗粒的制备方法。
6.为了达到上述发明目的,本发明采用的技术方案如下:
7.第一方面,本技术实施例提供一种硬质合金包覆金刚石颗粒的制备方法,包括:
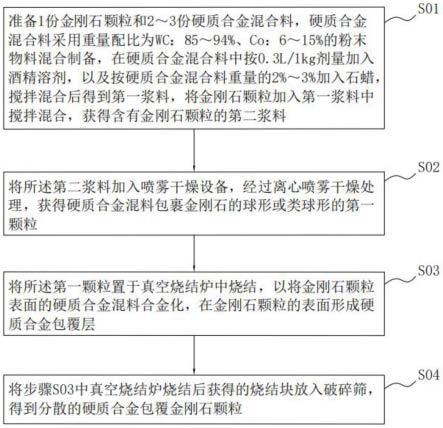
8.s01、准备1份金刚石颗粒和2~3份硬质合金混合料,硬质合金混合料采用重量配比为wc:85~94%、co:6~15%的粉末物料混合制备,在硬质合金混合料中按0.3l/1kg剂量加入酒精溶剂,以及按硬质合金混合料重量的2%~3%加入石蜡,搅拌混合后得到第一浆料,将金刚石颗粒加入第一浆料中搅拌混合,获得含有金刚石颗粒的第二浆料;
9.s02、将第二浆料加入喷雾干燥设备,经过离心喷雾干燥处理,获得硬质合金混料包裹金刚石的球形或类球形的第一颗粒;
10.s03、将第一颗粒置于真空烧结炉中烧结,以将金刚石颗粒表面的硬质合金混料合金化,在金刚石颗粒的表面形成硬质合金包覆层;
11.s04、将步骤s03中真空烧结炉烧结后获得的烧结块放入破碎筛,得到分散的硬质合金包覆金刚石颗粒。
12.进一步的,步骤s01中,在将硬质合金混合料、酒精溶剂和石蜡混合后,搅拌10~15h,在将第一浆料与金刚石颗粒混合后,搅拌0.5~1h。
13.进一步的,步骤s01中,硬质合金混合料中的co粉末物料可以采用ni粉末物料代替。
14.进一步的,步骤s02中,离心喷雾干燥设备的离心转速为1000-3000r/min。
15.进一步的,步骤s02中,将第一颗粒加入糖衣机,滚制,使第一颗粒进一步球化。
16.进一步的,步骤s03中,真空烧结炉烧结过程中,烧结温度为1050℃~1350℃,保温时间30min~60min,,真空度低于2
×
10-3
pa。
17.进一步的,步骤s03中,在第一颗粒中掺杂入刚玉粉,搅拌混合后,再加入真空烧结炉。
18.第二方面,本技术提供一种硬质合金包覆金刚石颗粒,采用了本技术第一方面提供的一种硬质合金包覆金刚石颗粒的制备方法制备。
19.本发明的有益效果为:在金刚石颗粒的外层包裹wc-co(或ni)形成的硬质合金层,使得最终产出颗粒的整体密度得到提升,在堆焊、喷焊过程中不至于因颗粒密度小而浮在钢铁溶液的表层,有利于该类颗粒在堆焊、喷焊工作情况下的使用。
附图说明
20.图1为本技术实施例1的制备方法的步骤流程图。
具体实施方式
21.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
22.实施例1
23.参照图1,本发明实施例提供一种硬质合金包覆金刚石颗粒的制备方法,包括以下步骤:
24.s01、准备1份金刚石颗粒和2~3份硬质合金混合料。硬质合金混合料采用重量配比为wc:85~94%、co:6~15%的粉末物料混合制备。在硬质合金混合料中按0.3l/1kg剂量加入酒精溶剂,以及按硬质合金混合料重量的2%~3%加入石蜡,搅拌混合10~15h后,得到均匀的wc-co第一浆料。将金刚石颗粒加入第一浆料中搅拌混合0.5~1h,获得含有金刚石颗粒的第二浆料。其中,金刚石颗粒具体粒度可以为80-200目,或40-100目。
25.其中,硬质合金混合料中的co粉末物料可以采用ni粉末物料代替,在将wc粉末物料、ni粉末物料、酒精溶剂和石蜡搅拌混合后,得到wc-ni第一浆料
26.s02、将第二浆料加入喷雾干燥设备,经过离心喷雾干燥处理,获得硬质合金混料包裹金刚石的球形或类球形的第一颗粒。
27.其中,喷雾干燥设备可采用离心喷雾干燥机,离心转速可以为1000~3000r/min。
28.在通过离心喷雾干燥机得到第一颗粒后,可以将第一颗粒加入糖衣机,糖衣机的转速控制在15~45转/分钟,对第一颗粒进行滚制,以使第一颗粒进一步球化,提高最终成
品颗粒表面平整程度。
29.s03、将第一颗粒置于真空烧结炉中烧结,以将金刚石颗粒表面的硬质合金混料合金化,在金刚石颗粒的表面形成硬质合金包覆层。
30.真空烧结炉烧结过程中,烧结温度可以为1050℃~1350℃,保温时间可以为30min~60min,,真空度应低于2
×
10-3
pa。
31.进一步的,在将第一颗粒加入真空烧结炉之前,还可在第一颗粒中掺杂入刚玉粉,掺杂的刚玉粉组分可以为第一颗粒重量的5%~8%,将第一颗粒与刚玉粉搅拌混合均匀后,再将两者混合物加入真空烧结炉中烧结。通过掺杂刚玉粉,可以提高硬质合金包覆金刚石颗粒的多项切削能力。
32.s04、将步骤s03中真空烧结炉烧结后获得的烧结块放入破碎筛,得到分散的硬质合金包覆金刚石颗粒。
33.在金刚石颗粒的外层通过离心喷涂的方式裹覆上一层wc-co(或ni)浆料,再将颗粒烧结成型,使金刚石外层的含有硬质合金混料的浆料合金化,以形成硬质合金包覆层,从而提高颗粒的整体密度,在采用颗粒进行堆焊、喷焊时,颗粒不在悬浮在熔融状态的钢水等金属液的表面,提高了焊接效果。
34.实施例2
35.基于同一发明构思,本发明实施例提供一种硬质合金包覆金刚石颗粒,采用了如本技术实施例1提供的一种硬质合金包覆金刚石颗粒的制备方法制备得到。
36.本领域内的技术人员应明白,尽管已经描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性的概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围内的所有变更和修改。显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求机器等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
