1.本发明属于旋涡泵技术领域,更具体地说,是涉及一种旋涡泵叶轮装配和间隙控制装置,本发明还涉及一种旋涡泵叶轮装配和间隙控制方法。
背景技术:
2.旋涡泵是一种依靠叶轮旋转运输介质的机械装置,为保证叶轮正常旋转而不摩擦壳体,叶轮与壳体之间需要保证足够的间隙;而为了防止介质泄露以提高传输效率,叶轮与壳体之间的间隙应该尽可能小;另外,为了保证流量的一致性,间隙的公差需要尽可能小。现有技术中的旋涡泵,由于压装叶轮一般为最后一步工序,此时轴承已经安装在轴和壳体上,由于设计公差和装配公差的存在,导致轴端和壳体端面高度差并非固定值,一般支撑工装无法同时支撑壳体和轴端,导致叶轮和壳体之间间隙误差过大,所以在压装力的作用下,轴承均会承受轴向力(支撑壳体时,轴承内圈随轴移动而产生轴向力;支撑轴端时,轴承外圈随壳体移动而产生轴向力),特别是对于深沟球轴承,会导致轴承受损,轻则会增加产品的振动和噪音,重则影响产品寿命。
技术实现要素:
3.本发明所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,针对叶轮装配间隙控制不良的问题,通过装配方式和尺寸链计算相结合,减少尺寸链,降低间隙公差值,提高间隙控制精度,方便精准实现叶轮装配,并且在装配过程中精准控制间隙公差,避免轴承承受轴向力,提高产品性能的旋涡泵叶轮装配和间隙控制装置。
4.要解决以上所述的技术问题,本发明采取的技术方案为:
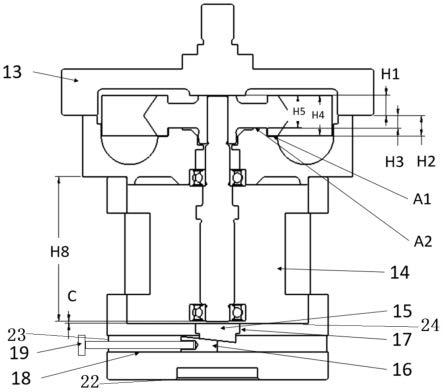
5.本发明为一种旋涡泵叶轮装配和间隙控制装置,包括叶轮压头13、支撑座14、垫块15、调节块16、长螺杆19,叶轮压头13下端面中心位置设置内侧平台ⅰ20,叶轮压头13下端面外圈位置设置外侧平台ⅱ21,内侧平台ⅰ20和外侧平台ⅱ21之间存在叶轮压头高度差h1,支撑座14下部设置支撑座内孔17,支撑座内孔17内设置垫块15,垫块15下方设置调节块16,垫块15下表面为斜坡面结构,调节块16上表面为斜坡面结构,安装在支撑座14上的长螺杆19拧装到调节块16螺纹孔内。
6.所述的支撑座14上设置与支撑座底部端面22平行的支撑座横孔18,支撑座横孔18连通支撑座内孔17。
7.所述的长螺杆19穿过支撑座横孔18延伸到支撑座内孔17内,长螺杆19同时活动连接在支撑座横孔18外部的支撑座连接位23,长螺杆19设置为能够相对于支撑座连接位23旋转而不能横向移动的结构。
8.所述的旋涡泵包括泵体4、盖板1、叶轮3,电机7,电机7包括电机转子轴6,盖板1与泵体4一端连接,电机7与泵体4另一端连接,盖板1和泵体4之间形成介质腔2,叶轮3安装在电机转子轴6上且位于介质腔2内。
9.所述的叶轮3和泵体4之间形成轴向间隙a1和轴向间隙a2,叶轮3和盖板1之间形成
轴向间隙b1和轴向间隙b2。
10.所述的泵体4包括泵体高度差h2和泵体高度差h3,盖板1包括盖板高度差h6和盖板高度差h7。
11.所述的旋涡泵叶轮装配和间隙控制装置装配叶轮时,调节块16位于支撑座内孔17内,垫块15支撑在调节块16上,电机转子轴6下端面位于垫块15上方位置,施力在叶轮压头13上时,叶轮压头13的内侧平台ⅰ20接触叶轮3且外侧平台ⅱ21接触泵体4上端面后停止移动,完成叶轮3的装配。
12.所述的旋涡泵叶轮装配和间隙控制装置装配叶轮时,支撑座14的支撑座内侧底面24和电机转子轴6下端面之间存在间隙c。
13.所述的轴向间隙a1由叶轮3与泵体隔板9组成,轴向间隙b1由叶轮3与盖板隔板10组成;所述的轴向间隙a2由叶轮3与泵体凸台11组成,轴向间隙b2由叶轮3与盖板凸台12组成。
14.本发明还涉及一种步骤简单,针对叶轮装配间隙控制不良的问题,通过装配方式和尺寸链计算相结合,减少尺寸链,降低间隙公差值,提高间隙控制精度,方便精准实现叶轮装配,并且在装配过程中精准控制间隙公差,避免轴承承受轴向力,提高产品性能的旋涡泵叶轮装配及间隙控制方法,所述的旋涡泵叶轮装配及间隙控制方法的步骤为:
15.s1.调节块16位于支撑座内孔17内,垫块15支撑在调节块16上,电机转子轴6下端面位于垫块15上方位置;
16.s2.所述的轴向间隙a1和轴向间隙a2通过叶轮压头高度差h1、泵体高度差h2或泵体高度差h3、叶轮高度差h4或叶轮高度差h5控制;所述的轴向间隙b1和轴向间隙b2通过盖板高度差h6或盖板高度差h7控制;
17.s3.施力在叶轮压头13上压装叶轮3前,旋转长螺杆19,长螺杆19相对于支撑座14移动而推动调节块16移动,在调节块16的斜坡面和垫块15的斜坡面的配合作用下推动垫块15向上移动,垫块15顶住电机转子轴6下端面。
18.s4.施力在叶轮压头13上,直到叶轮压头13的内侧平台ⅰ20接触叶轮3且外侧平台ⅱ21接触泵体4上端面,完成叶轮3装配,且装配过程实现间隙控制。
19.采用本发明的技术方案,工作原理及有益效果如下所述:
20.本发明所述的旋涡泵叶轮装配和间隙控制装置及旋涡泵叶轮装配和间隙控制方法,进行装配和间隙控制时步骤为:调节块位于支撑座内孔内,垫块支撑在调节块上,电机转子轴下端面位于垫块上方位置;所述的轴向间隙a1和轴向间隙a2通过叶轮压头高度差h1、泵体高度差h2或泵体高度差h3、叶轮高度差h4或叶轮高度差h5控制;所述的轴向间隙b1和轴向间隙b2通过盖板高度差h6或盖板高度差h7控制;施力在叶轮压头上压装叶轮前,旋转长螺杆,长螺杆相对于支撑座移动而推动调节块移动,在调节块的斜坡面和垫块的斜坡面的配合作用下推动垫块向上移动,垫块顶住电机转子轴下端面;施力在叶轮压头上,直到叶轮压头的内侧平台ⅰ接触叶轮且外侧平台ⅱ接触泵体上端面,完成叶轮装配,且装配过程实现间隙控制。一方面,针对叶轮间隙控制,通过装配方式和尺寸链计算相结合,利用叶轮压头高度差h1和限位法压装方式,有效缩减尺寸链长度,特别是规避掉轴承游隙的因素,减少间隙的公差范围,有效的提高流量一致性;另一方面,针对叶轮装配,采用本发明的装配和间隙控制装置,通过支撑座、垫块和调节块组合使用,特别是利用垫块和调节块的锥面设
计,有效补偿轴端与壳体高度差的不一致性,保证壳体和轴端同时作为支撑面,避免轴承承受轴向力,提高轴承和产品的性能和寿命。
附图说明
21.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
22.图1为本发明所述的旋涡泵的结构示意图;
23.图2为本发明所述的旋涡泵的泵体的结构示意图;
24.图3为本发明所述的旋涡泵的盖板的结构示意图;
25.图4为本发明所述的旋涡泵叶轮装配和间隙控制装置使用时的结构示意图;
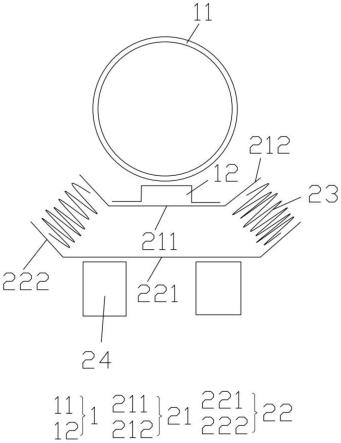
26.图5为本发明所述的旋涡泵的叶轮间隙的局部放大结构示意图;
27.图6为本发明所述的叶轮压头的结构示意图;
28.图7为本发明所述的垫块和调节块的配合结构示意图;
29.附图中标记分别为:1、盖板;2、介质腔;3、叶轮;4、泵体;5、泵体轴承;6、电机转子轴;7、电机;8、电机轴承;9、泵体隔板;10、盖板隔板;11、泵体凸台;12、盖板凸台;13、叶轮压头;14、支撑座;15、垫块;16、调节块;17、支撑座内孔;18、支撑座横孔;19、长螺杆;20、内侧平台ⅰ;21、外侧平台ⅱ;22、支撑座底部端面;23、支撑座连接位;24、支撑座内侧底面;
30.轴向间隙a1;轴向间隙a2;轴向间隙b1;轴向间隙b2;间隙c;
31.高度差h1;高度差h2;高度差h3;高度差h4;高度差h5;高度差h6;高度差h7。
具体实施方式
32.下面对照附图,通过对实施例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
33.如附图1-附图7所示,本发明为一种旋涡泵叶轮装配和间隙控制装置,包括叶轮压头13、支撑座14、垫块15、调节块16、长螺杆19,叶轮压头13下端面中心位置设置内侧平台ⅰ20,叶轮压头13下端面外圈位置设置外侧平台ⅱ21,内侧平台ⅰ20和外侧平台ⅱ21之间存在叶轮压头高度差h1,支撑座14下部设置支撑座内孔17,支撑座内孔17内设置垫块15,垫块15下方设置调节块16,垫块15下表面为斜坡面结构,调节块16上表面为斜坡面结构,安装在支撑座14上的长螺杆19拧装到调节块16螺纹孔内。上述结构,针对现有技术中的不足,提出改进的技术方案。在旋涡泵上,为保证合理的间隙要求,一般产品是从设计尺寸公差方向进行控制,需要利用尺寸链计算,至少需要考虑如下公差:轴长度公差,壳体高度公差,叶轮宽度,轴承轴向游隙等,涉及的尺寸链较长,特别是轴承轴向游隙公差较大,导致叶轮与壳体的轴向间隙公差范围较大,不利于间隙控制。进行装配和间隙控制时步骤为:调节块16位于支撑座内孔17内,垫块15支撑在调节块16上,电机转子轴6下端面位于垫块15上方位置;所述的轴向间隙a1和轴向间隙a2通过叶轮压头高度差h1、泵体高度差h2或泵体高度差h3、叶轮高度差h4或叶轮高度差h5控制;所述的轴向间隙b1和轴向间隙b2通过盖板高度差h6或盖板高度差h7控制;施力在叶轮压头13上压装叶轮3前,旋转长螺杆19,长螺杆19相对于支撑座14移动而推动调节块16移动,在调节块16的斜坡面和垫块15的斜坡面的配合作用下推动垫块15向上移动,垫块15顶住电机转子轴6下端面;施力在叶轮压头13上,直到叶轮压头13
的内侧平台ⅰ20接触叶轮3且外侧平台ⅱ21接触泵体4上端面,完成叶轮3装配,且装配过程实现间隙控制。本发明提出一种全新的装配和间隙控制工装及装配和间隙控制方法,一方面,针对叶轮间隙控制,通过装配方式和尺寸链计算相结合,利用叶轮压头高度差h1和限位法压装方式,有效缩减尺寸链长度,特别是规避掉轴承游隙的因素,减少间隙的公差范围,有效的提高流量一致性;另一方面,针对叶轮装配需求,采用本发明的装配和间隙控制装置,通过支撑座、垫块和调节块组合使用,特别是利用垫块和调节块的锥面设计,有效补偿轴端与壳体高度差的不一致性,保证壳体和轴端同时作为支撑面,避免轴承承受轴向力,提高轴承和涡轮泵产品的整体性能和寿命。
34.所述的支撑座14上设置与支撑座底部端面22平行的支撑座横孔18,支撑座横孔18连通支撑座内孔17。所述的长螺杆19穿过支撑座横孔18延伸到支撑座内孔17内,长螺杆19同时活动连接在支撑座横孔18外部的支撑座连接位23,长螺杆19设置为能够相对于支撑座连接位23旋转而不能横向移动的结构。上述结构,支撑座横孔18用于容纳长螺杆,而长螺杆安装在支撑座连接位23,只能相对于支撑座连接位23旋转,而不能相对于支撑座连接位23垂直移动,这样,确保长螺杆向不同方向旋转,可以带动调节块向不同方向移动,调节块移动,利用斜坡面,带动垫块高度发生变化,支撑电机转子轴。
35.所述的旋涡泵包括泵体4、盖板1、叶轮3,电机7,电机7包括电机转子轴6,盖板1与泵体4一端连接,电机7与泵体4另一端连接,盖板1和泵体4之间形成介质腔2,叶轮3安装在电机转子轴6上且位于介质腔2内。上述结构,旋涡泵包括泵体和盖板,泵体和盖板内为介质腔,介质腔内设置叶轮,叶轮通过过盈配合安装在电机转子轴,电机转子轴通过轴承和轴承固定,叶轮在电机驱动下旋转并运输介质(液体或气体),叶轮与泵头预留轴向间隙a1和轴向间隙a2,叶与盖板预留轴向间隙b1和轴向间隙b2,以满足功能使用要求。
36.所述的叶轮3和泵体4之间形成轴向间隙a1和轴向间隙a2,叶轮3和盖板1之间形成轴向间隙b1和轴向间隙b2。泵体4包括泵体高度差h2和泵体高度差h3,盖板1包括盖板高度差h6和盖板高度差h7。上述结构,根据旋涡泵各部位的高度差及各轴向间隙的尺寸,设置旋涡泵叶轮装配和间隙控制装置的结构及各部位高度差数值,这样,在需要进行旋涡泵叶轮装配和间隙控制时,只需要将叶轮压头作用在叶轮上,然后施力在叶轮压头上,直到叶轮压头13的内侧平台ⅰ20接触叶轮3且外侧平台ⅱ21接触泵体4上端面后停止移动,完成叶轮3的装配,且装配的叶轮的轴向间隙完全满足公差和性能要求。
37.所述的旋涡泵叶轮装配和间隙控制装置装配叶轮时,调节块16位于支撑座内孔17内,垫块15支撑在调节块16上,电机转子轴6下端面位于垫块15上方位置,施力在叶轮压头13上时,叶轮压头13的内侧平台ⅰ20接触叶轮3且外侧平台ⅱ21接触泵体4上端面后停止移动,完成叶轮3的装配,且叶轮的间隙满足公差要求。这样,使得叶轮的装配和间隙控制有效得到简化,并且有效保证精度。针对不同型号和尺寸的涡轮泵,只需要加工不同高度差要求的装置,就能够方便省力地完成叶轮与电机转子轴的装配,高效、精准、可靠。
38.所述的旋涡泵叶轮装配和间隙控制装置装配叶轮时,支撑座14的支撑座内侧底面24和电机转子轴6下端面之间存在间隙c。
39.所述的轴向间隙a1由叶轮3与泵体隔板9组成,轴向间隙b1由叶轮3与盖板隔板10组成;所述的轴向间隙a2由叶轮3与泵体凸台11组成,轴向间隙b2由叶轮3与盖板凸台12组成。
40.上述结构,所述的轴向间隙a1由叶轮与泵体隔板组成,轴向间隙b1由叶轮与盖板隔板组成,轴向间隙a1和轴向间隙b1在保证叶轮正常旋转的同时减少出口介质向进口泄露。轴向间隙a2由叶轮与泵体凸台组成,轴向间隙b2由叶轮与盖板凸台组成,轴向间隙a2和轴向间隙b2在保证叶轮正常旋转的同时减少介质向电机内泄露。
41.本发明还涉及一种步骤简单,针对叶轮装配间隙控制不良的问题,通过装配方式和尺寸链计算相结合,减少尺寸链,降低间隙公差值,提高间隙控制精度,方便精准实现叶轮装配,并且在装配过程中精准控制间隙公差,避免轴承承受轴向力,提高产品性能的旋涡泵叶轮装配及间隙控制方法,所述的旋涡泵叶轮装配及间隙控制方法的步骤为:
42.s1.调节块16位于支撑座内孔17内,垫块15支撑在调节块16上,电机转子轴6下端面位于垫块15上方位置;s2.所述的轴向间隙a1和轴向间隙a2通过叶轮压头高度差h1、泵体高度差h2或泵体高度差h3、叶轮高度差h4或叶轮高度差h5控制;所述的轴向间隙b1和轴向间隙b2通过盖板高度差h6或盖板高度差h7控制;s3.施力在叶轮压头13上压装叶轮3前,旋转长螺杆19,长螺杆19相对于支撑座14移动而推动调节块16移动,在调节块16的斜坡面和垫块15的斜坡面的配合作用下推动垫块15向上移动,垫块15顶住电机转子轴6下端面。s4.施力在叶轮压头13上,直到叶轮压头13的内侧平台ⅰ20接触叶轮3且外侧平台ⅱ21接触泵体4上端面,完成叶轮3装配,且装配过程实现间隙控制。本发明所述的旋涡泵叶轮装配和间隙控制装置及旋涡泵叶轮装配和间隙控制方法,针对叶轮装配间隙控制不良的问题,通过装配方式和尺寸链计算相结合,减少尺寸链,降低间隙公差值,提高间隙控制精度,方便精准实现叶轮装配,并且在装配过程中精准控制间隙公差,避免轴承承受轴向力,提高产品性能。
43.本发明所述的旋涡泵叶轮装配和间隙控制装置及旋涡泵叶轮装配和间隙控制方法,针对现有技术中的不足,提出改进。一方面,针对叶轮间隙控制,通过装配方式和尺寸链计算相结合,利用叶轮压头高度差h1和限位法压装方式,有效缩减尺寸链长度,特别是规避掉轴承游隙的因素,减少间隙的公差范围,有效的提高流量一致性;另一方面,针对叶轮装配,采用本发明的装配和间隙控制装置,通过支撑座、垫块和调节块组合使用,特别是利用垫块和调节块的锥面设计,有效补偿轴端与壳体高度差的不一致性,保证壳体和轴端同时作为支撑面,避免轴承承受轴向力,提高轴承和产品的性能和寿命。
44.上面结合附图对本发明进行了示例性的描述,显然本发明具体的实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。