1.本实用新型与集装袋有关,更详而言之,尤指一种集装袋的袋口夹制及缩束治具。
背景技术:
2.先前技术中国新型专利m626319揭露一种集装袋的袋口撑持装置,该装置设在向集装袋内部充填灌料的入料筒口,当充填灌料完成,该装置将集装袋的袋口绷撑使其横截面从圆形变成窄扁形并保持立挺,以便由机械夹具夹持,将集装袋从充填站移至袋口捆扎站,进行袋口捆扎。
3.袋口捆扎作业使用中国twm603434、twi745004、twm612595这三件专利案的c型扣(第一束扣)和i型杆(第二束扣)的结构和技术。线性往复位移的机械工件(例如机械手臂)夹住c型扣和i型杆并操作两者相对移动。集装袋的袋口大致收束后,进入c型扣中,c型扣的二扣脚穿入该i型杆的二贯穿口中,机械工件继续操作c型扣和i型杆相对移动至收紧袋口为止,c型扣和i型杆彼此卡制将袋口保持收紧。
4.取出集装袋中的物品时,可使用剪具剪断c型扣和i型杆,集装袋的袋口即可以打开。
技术实现要素:
5.本实用新型的目的是为了解决上述技术问题提供一种集装袋夹制和缩口治具,为使袋口能被先前技术的c型扣和i型杆成功捆扎实用新型。
6.为了达成上述目的,本实用新型提供一种集装袋的袋口夹制及缩束治具,该治具包括:
7.一基座;
8.一袋口上夹制装置,包括一第一上夹杆、一第二上夹杆、一第一上夹制驱动装置、一第二上夹制驱动装置;该第一上夹制驱动装置和该第二上夹制驱动装置分别安装在该基座;该第一上夹杆和该第二上夹杆分别受该第一上夹制驱动装置和该第二上夹制驱动装置的控制而沿着该基座的一虚拟水平dx轴方向执行相对并夹或相离分开的动作;
9.一袋口下夹制装置,包括一第一下夹杆、一第二下夹杆、一第一下夹制驱动装置、和一第二下夹制驱动装置;该第一下夹制驱动装置和该第二下夹制驱动装置分别安装在该基座,并位于该袋口上夹制装置的下方,该袋口上夹制装置和该袋口下夹制装置相隔一距离;该第一下夹杆和该第二下夹杆分别受该第一下夹制驱动装置和该第二下夹制驱动装置的控制而沿着该虚拟水平dx轴方向而执行相对并夹或相离分开的动作;
10.一袋口缩束装置,设于该基座,且位于该袋口上夹制装置和该袋口下夹制装置之间;该袋口缩束装置包括一第一组缩束板、一第二组缩束板、一第一缩束驱动装置以及一第二缩束驱动装置;该第一组缩束板包括一第一上缩束板和一第二上缩束板;该第二组缩束板包括一第一下缩束板和一第二下缩束板;该第一上缩束板和该第二上缩束板彼此相对的边缘各设一上缩束口;该第一下缩束板和该第二下缩束板彼此相对的边缘各设一下缩束
口;该第一组缩束板位于该第二组缩束板的上方并相隔一距离;该第一缩束驱动装置和该第二缩束驱动装置控制该第一上缩束板和该第二上缩束板、以及该第一下缩束板和该第二下缩束板沿着该基座的一虚拟水平dy轴方向彼此相合或相离移动;该虚拟水平dy轴与该虚拟水平dx轴在同一水平面上呈直角相交;
11.一缩束装置位移机构,安装于该基座,连接并促动该袋口缩束装置沿着该基座的该虚拟水平dx轴往复移动;
12.借由上述构造,一集装袋的袋口被相对并合的该第一上夹杆和该第二上夹杆、该第一下夹杆和该第二下夹杆夹扁而成一扁平部,该扁平部再被彼此相合移动的该上缩束口和该下缩束口径向挤压收拢,使该第一组缩束板和该第二组缩束板之间的该袋口被径向压缩成一束状部。
13.该基座设一机械臂连接部,供一大机械手臂连接;该大机械手臂驱动该治具在该集装袋的一充填站及一袋口捆扎站往复移动。
14.该第一上缩束板的高度略高于该第二上缩束板,该第一下缩束板的高度略高于该第二下缩束板;该第一上缩束板和该第二上缩束板相合时呈上下交叠,该第一下缩束板和该第二下缩束板相合时呈上下交叠。
15.一种集装袋的袋口夹制及缩束治具,该治具包括:
16.一基座;
17.一袋口上夹制装置,包括一第一上夹杆、一第二上夹杆、一第一上夹制驱动装置、一第二上夹制驱动装置;该第一上夹制驱动装置和该第二上夹制驱动装置分别安装在该基座;该第一上夹杆和该第二上夹杆分别受该第一上夹制驱动装置和该第二上夹制驱动装置的控制而沿着该基座的一虚拟水平dx轴方向执行相对并夹或相离分开的动作;
18.一袋口缩束装置,设于该基座,且位于该袋口上夹制装置之下;该袋口缩束装置包括一第一组缩束板、一第二组缩束板、一第一缩束驱动装置以及一第二缩束驱动装置;该第一组缩束板包括一第一上缩束板和一第二上缩束板;该第二组缩束板包括一第一下缩束板和一第二下缩束板;该第一上缩束板和该第二上缩束板彼此相对的边缘各设一上缩束口;该第一下缩束板和该第二下缩束板彼此相对的边缘各设一下缩束口;该第一组缩束板位于该第二组缩束板的上方并相隔一距离;该第一缩束驱动装置和该第二缩束驱动装置控制该第一上缩束板和该第二上缩束板、以及该第一下缩束板和该第二下缩束板沿着该基座的一虚拟水平dy轴方向彼此相合或相离移动;该虚拟水平dy轴与该虚拟水平dx轴在同一水平面上呈直角相交;
19.一缩束装置位移机构,安装于该基座,连接并促动该袋口缩束装置沿着该基座的该虚拟水平dx轴往复移动;
20.一集装袋的袋口被相对并合的该第一上夹杆和该第二上夹杆夹住,该袋口的一部分再被彼此相合移动的该上缩束口和该下缩束口径向挤压收拢,使该第一组缩束板和该第二组缩束板之间的该袋口被径向压缩成一束状部。
21.该基座设一机械臂连接部,供一大机械手臂连接;该大机械手臂驱动该治具在该集装袋的一充填站及一袋口捆扎站往复移动。
22.该治具于该充填站对已完成充填装料的该集装袋的该袋口进行该束状部的成型。
23.该第一上缩束板的高度略高于该第二上缩束板,该第一下缩束板的高度略低于该
第二下缩束板;该相合移动时,该第一上缩束板和该第二上缩束板上下交叠,该第一下缩束板和该第二下缩束板上下交叠,使该上缩束口和该下缩束口沿着一垂直dz轴重叠交会。
24.一种集装袋的袋口夹制及缩束治具,其特征在于:包括:
25.沿着一虚拟水平dx轴方向执行相对并夹或相离分开动作的一第一上夹杆和一第二上夹杆;相对并夹的该第一上夹杆和该第二上夹杆将位于其间的一集装袋的一袋口的上部夹压;
26.沿着该虚拟水平dx轴方向执行相对并夹或相离分开动作的一第一下夹杆和一第二下夹杆;相对并夹的该第一下夹杆和该第二下夹杆将位于其间的该集装袋的该袋口的下部夹压,使该袋口的该上部和该下部之间成为一扁平部;
27.沿着一虚拟水平dy轴方向执行相合或相离动作的一第一上缩束板和一第二上缩束板;该虚拟水平dy轴与该虚拟水平dx轴在同一水平面上呈直角相交;
28.沿着该虚拟水平dy轴方向执行相合或相离动作的一第一下缩束板和一第二下缩束板;
29.相合动作的该第一上缩束板和该第二上缩束板、以及该第一下缩束板和该第二下缩束板将该袋口的该扁平部收缩成一束状部。
30.本实用新型的有益效果:
31.集装袋的袋口于c型扣和i型杆捆扎之前先被本实用新型的治具予以夹制并局部缩束成束状部,以便c型扣和i型杆于束状部将袋口收束捆扎。
32.通过本实用新型的治具,使集装袋在充填站完成物料填装之后,即在充填站中被本实用新型的治具夹制及缩束袋口,再通过本实用新型治具将集装袋从充填站移至袋口捆扎站,在袋口捆扎站中通过本实用新型治具的辅助,完成c型扣和i型杆的袋口收束捆扎作业。
附图说明
33.为了更清楚地说明本实用新型的实施例,下面将结合附图对本实施例进行描述。
34.图1为本实用新型治具立体外观图之一,夹杆及缩束板为开展状态。
35.图2为图1的前视图。
36.图3本实用新型治具立体外观图之二,夹杆及缩束板为闭合状态。
37.图4为图3的前视图。
38.图5本实用新型治具立体外观及夹制缩束袋口的动作示意图之一。
39.图6接续图5的动作示意图之二。
40.图7接续图6的动作示意图之三。
41.图8本实用新型治具前视图及夹制缩束袋口的动作示意图之一。
42.图9接续图8的动作示意图之二。
43.图10本实用新型治具侧视图及夹制缩束袋口的动作示意图之一。
44.图11接续图10的动作示意图之二。
45.图12本实用新型治具将集装袋从充填站移至捆扎站的动作示意图。
46.图13配合本实用新型治具的机械手臂夹制c型扣和i型杆的示意图。
47.图14本实用新型治具配合图13机械手臂的示意图。
48.图15为集装袋的袋口被c型扣和i型杆收束捆扎的示意图。
49.1:集装袋
50.2:袋口
51.3:袋体
52.4:入料筒
53.6:机械固定臂
54.7:束状部
55.8:扁平部
56.10:基座
57.11:框杆
58.12:上框杆
59.13:上框杆
60.14:致动框架
61.15:机械臂连接部
62.16:下框杆
63.17:下框杆
64.200:袋口上夹制装置
65.21:第一上夹杆
66.22:第二上夹杆
67.23:第一上夹制驱动装置
68.24:第二上夹制驱动装置
69.250:袋口下夹制装置
70.25:第一下夹杆
71.26:第二下夹杆
72.27:第一下夹制驱动装置
73.28:第二下夹制驱动装置
74.30:袋口缩束装置
75.31:第一组缩束板
76.311:第一上缩束板
77.312:第二上缩束板
78.313:上缩束口
79.314:上缩束口
80.32:第二组缩束板
81.321:第一下缩束板
82.322:第二下缩束板
83.323:下缩束口
84.324:下缩束口
85.33:第一缩束驱动装置
86.34:第二缩束驱动装置
87.40:缩束装置位移机构
88.41:线性致动装置
89.100:c型扣
90.101:i型杆
91.d1:距离
92.s1:充填站
93.s2:袋口捆扎站
94.m2:小机械手臂
具体实施方式
95.为便于说明本实用新型于上述实用新型内容一栏中所表示的中心思想,兹以具体实施例表达。实施例中各种不同物件是按适于说明之比例、尺寸、变形量或位移量而描绘,而非按实际元件的比例予以绘制,合先叙明。且以下的说明中,相同和对称配置的元件是以相同的编号来表示。在以下说明中使用了方向性术语,是按照视图方向做表示,不能解释为对本创作的限制。术语「第一」、「第二」
…
仅用于描述元件,不能理解为指示或暗示相对重要性或顺序。
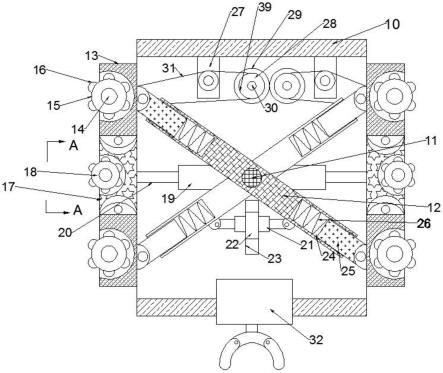
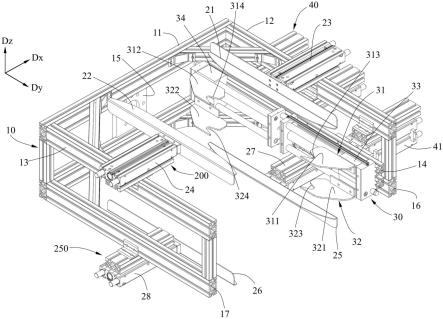
96.如图1至图4,本实用新型集装袋的袋口夹制及缩束治具,包括:
97.一基座10,由若干框杆组构成的框状结构。该基座10的其中一框杆11设一机械臂连接部15,供一大机械手臂(图未示)连接。
98.一袋口上夹制装置200,包括一第一上夹杆21、一第二上夹杆22、一第一上夹制驱动装置23、一第二上夹制驱动装置24。
99.第一上夹制驱动装置23和第二上夹制驱动装置24分别安装在该基座10的其中两个相对的上框杆12,13。该第一上夹杆21和该第二上夹杆22分别受第一上夹制驱动装置23和第二上夹制驱动装置24的控制而执行相对并夹或相离分开的动作。所述第一上夹杆21和第二上夹杆22的相对并夹和相离分开是沿着基座10的虚拟水平dx轴方向动作。
100.一袋口下夹制装置250,包括一第一下夹杆25、一第二下夹杆26、一第一下夹制驱动装置27、和一第二下夹制驱动装置28。
101.第一下夹制驱动装置27和第二下夹制驱动装置28分别安装在该基座10的其中两个相对的下框杆16,17。该第一下夹杆25和该第二下夹杆26分别受该第一下夹制驱动装置27和第二下夹制驱动装置28的控制而执行相对并夹或相离分开的动作。所述第一下夹杆25和第二下夹杆26的相对并夹和相离分开是沿着基座10的虚拟水平dx轴方向动作。
102.该第一上夹制驱动装置23、该第二上夹制驱动装置24、第一下夹制驱动装置27和第二下夹制驱动装置28可选自现有的导杆滑台气缸(如图所示)或其类似装置。
103.一袋口缩束装置30,包括一第一组缩束板31、一第二组缩束板32、一第一缩束驱动装置33以及一第二缩束驱动装置34;该袋口缩束装置30设于该基座10的一致动框架14上,且位于该袋口上夹制装置200和袋口下夹制装置250之间。
104.该第一组缩束板31包括一第一上缩束板311和一第二上缩束板312;该第一上缩束板311和第二上缩束板312彼此平行,第一上缩束板311的高度略高于第二上缩束板312。第一上缩束板311和第二上缩束板312于相对的边缘各别开设一上缩束口313,314。
105.该第二组缩束板32包括一第一下缩束板321和一第二下缩束板322;该第一下缩束板321和第二下缩束板322彼此平行,第一下缩束板321的高度略高于第二下缩束板322。第一下缩束板321和第二下缩束板322于相对的边缘各别开设一下缩束口323,324。该第一组缩束板31位于该第二组缩束板32的上方并相隔一距离d1。
106.该第一缩束驱动装置33和该第二缩束驱动装置34控制第一上缩束板311和第二上缩束板312、以及第一下缩束板321和第二下缩束板322沿着基座10的虚拟水平dy轴方向彼此相合或相离移动。所述虚拟水平dy轴与前述的虚拟水平dx轴在同一水平面上呈直角相交。相合移动时,第一上缩束板311和第二上缩束板312上下交叠,第一下缩束板321和第二下缩束板322上下交叠,使上缩束口313,314和下缩束口323,324沿着一虚拟垂直dz轴重叠交会。
107.该第一缩束驱动装置33和该第二缩束驱动装置34可选自现有的磁铁式无杆滑台气缸(如图所示)、导杆滑台气缸或其类似装置。
108.一缩束装置位移机构40,包括至少一线性致动装置41,该线性致动装置41设于该基座10,连接并促动该袋口缩束装置30的该致动框架14沿着虚拟水平dx轴往复移动。该缩束装置位移机构40可选自现有的导杆滑台气缸(如图所示)或其类似装置。在本实用新型图例中,该缩束装置位移机构40包括三组导杆滑台气缸41。
109.以上为本实用新型治具的结构布局,以下说明本实用新型治具的动作方式。
110.如图5至图7、图8至图11以及图12,大机械手臂(图未示)连接于该基座10。该大机械手臂驱动该基座10在充填站s1(描述于图12)及袋口捆扎站s2(描述于图12)往复移动。
111.集装袋1位于充填站s1中进行充填灌料,物料通常为粉粒体。装填物料时,自动上袋机(automatic bagging machine)将集装袋1的袋口2及袋体3往上拉伸拓展,将袋口2套于入料筒4的外部,并以机械固定臂6将袋口2夹附固定于该入料筒4外,先充气于集装袋1内使袋体3及袋口2膨胀,接着再将物料填充入该袋体3中。
112.集装袋1充填完成后,大机械手臂驱动本实用新型治具从袋口捆扎站s2位移至充填站s1,袋口上夹制装置200的第一上夹杆21和第二上夹杆22相离分开,袋口下夹制装置250的第一下夹杆25和第二下夹杆26相离分开,以便集装袋1的袋口2进入第一上夹杆21和第二上夹杆22之间、以及第二下夹杆25和第二下夹杆26之间
113.接着,第一上夹制驱动装置23和第二上夹制驱动装置24促动该第一上夹杆21和该第二上夹杆22相对并合夹扁该袋口2的上部。同时第一下夹制驱动装置27和第二下夹制驱动装置28促动该第一下夹杆25和第二下夹杆26相对并合夹扁该袋口2的下部。同时机械固定臂6脱离袋口2。原本呈圆筒状的袋口被该袋口上夹制装置200和该袋口下夹制装置250夹制之后,位于该袋口上夹制装置200和该袋口下夹制装置250之间的袋口2被夹成扁平部8。
114.接着,该缩束装置位移机构40启动,促动该袋口缩束装置30往袋口的方向移动。此时,第一上缩束板311、第二上缩束板312、第一下缩束板321和第二下缩束板322是张开的,以便袋口2的扁平部8进入该袋口缩束装置30中。
115.然后,该第一缩束驱动装置33和该第二缩束驱动装置34控制第一上缩束板311和第二上缩束板312相合移动,以及第一下缩束板321和第二下缩束板322相合移动,通过该上缩束口313,314和该下缩束口323,324将袋口2的扁平部8压缩成一束状部7。
116.接着,如图12,大机械手臂驱动本实用新型治具和集装袋1从充填站s1移至袋口捆
扎站s2。
117.如图13至图15,小机械手臂m2夹制c型扣100和i型杆101,小机械手臂m2控制c型扣100和i型杆101伸入该第一组缩束板31和第二组缩束板32之间,对准该袋口2的束状部7,小机械手臂m2将c型扣100的扣脚穿入i型杆101的贯穿口中,束状部7被紧实的收束在c型扣100和i型杆101之间,完成袋口2收束捆扎作业。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。