1.本实用新型涉及竹材加工技术领域,特别是涉及一种竹片刨平定厚装置。
背景技术:
2.现有的很多竹制品需要将竹片切割成竹丝后再进行加工,但在竹片切割成竹丝之前,需要对竹片进行刨平定厚,一方面能够使竹片的表面更加光滑平整,从而使切割出来的竹丝质量更好,另一方面通过刨平后,使竹片的厚度保持在指定范围,从而使切割出来的竹丝厚度保持一致,方便后续竹制品的加工。由于竹片的上下两表面均有可能出现不平整的情况,因此在进行刨平定厚时,需要对竹片的上下两表面进行刨平,现有技术中,通常是采用竖直布置的两滚刀,对经过两滚刀之间的竹片上下表面同时切削,实现竹片的刨平,但对于较薄的竹片,竖直分布的两滚刀同时对竹片的上下表面同时切削,在滚刀与竹片接触的瞬间容易使竹片断裂,从而导致竹片无法使用,造成生产材料浪费。
3.中国专利cn202934673u、公开日2013-05-15公开了一种定宽、定厚、切丝组合机,包括箱体、送料机构、定宽机构、定厚机构和切丝机构,箱体内安装有两列并排布置的圆形直径一致的转轮,依靠转轮和竹材间的挤压产生的摩擦带动竹材向左做进给运动,在箱体和送料机构之间安装定宽机构,用于确定竹材宽度,在第一对摩擦轮的右边安装了一把水平布置的平面刀具,先将厚度方向多余的材料去除,做一个粗加工,在第一对摩擦轮的左边上下各安装了一把用于精确确定竹材厚度的刀具,上述平面刀具和上下布置的刀具构成定厚机构,箱体左侧安装切丝机构,可以将竹材锯成长丝状。该机床将定宽、定厚以及切丝整合到一台机床上完成,可以连续工作,降低了工人的劳动强度,提高了工作效率。但在该申请中,用于确定竹材厚度的两刀具在竖直方向上安装,同时对竹片的上下表面切削,对于较薄的竹片,在两刀具的作用下容易造成竹片断裂,导致竹片无法使用,造成生产材料浪费。
技术实现要素:
4.本实用新型的目的在于,针对上述现有技术的不足,提供一种竹片刨平定厚装置,在竹片的上下表面进行刨平时,能够防止竹片断裂,从而使本装置的适用范围更广,实用性更强。
5.本实用新型提出一种竹片刨平定厚装置,包括机架,设于所述机架一侧、用以将竹片在水平方向送入的上料机构,设于机架一侧、用以将竹片在水平方向送出的输料机构,以及设于所述上料机构与输料机构之间的刨平机构,所述刨平机构用以将所述上料机构送入的竹片进行刨平,所述输料机构用以将所述刨平机构刨平的竹片输送至下一道工序;所述刨平机构包括对竹片上表面进行刨平的上刨平刀组,以及对竹片下表面进行刨平的下刨平刀组,所述上刨平刀组与下刨平刀组在水平方向上间隔一定距离。
6.进一步地,所述上料机构和输料机构均包括与所述机架一侧壁转动连接的两传动辊,以及驱动两传动辊在所述机架上转动的第一驱动电机,两所述传动辊在所述机架上竖直分布,竹片从竖直分布的两传动辊之间的间隙通过时,两传动辊对竹片进行传送。
7.进一步地,所述上刨平刀组和下刨平刀组均包括一端与所述机架侧壁转动连接的传动轴,套设于所述传动轴上、用以对竹片表面进行刨平的滚刀盘,以及驱动所述传动轴在所述机架上转动的第二驱动电机。
8.进一步地,所述传动轴上设有对所述滚刀盘一端进行限位的限位挡板,所述上刨平刀组和下刨平刀组还包括与所述传动轴另一端螺接、用以对所述滚刀盘另一端进行限位的止挡螺母。
9.进一步地,所述传动轴上设有凹槽,所述滚刀盘内壁设有凸起部,所述滚刀盘套设于所述传动轴时,所述凸起部与所述凹槽配合。
10.进一步地,所述刨平机构还包括设于所述上刨平刀组下方、用以对竹片下表面进行抵接的导向板,以及设于所述下刨平刀组上方、用以对竹片上表面进行抵接的导向块,所述导向板和所述导向块均与所述机架的一侧壁固定连接。
11.进一步地,所述刨平机构还包括对经过所述导向板的竹片进行压平的第一压平件,以及对经过所述导向块的竹片进行压平的第二压平件。
12.进一步地,所述第一压平件包括一端与所述机架一侧壁转动连接、另一端与所述导向板抵接的第一弧形挡板,以及一端与机架上侧壁连接、另一端与所述第一弧形挡板中部连接的第一弹簧,所述第一弧形挡板圈围在所述上刨平刀组的外侧。
13.进一步地,所述第二压平件包括一端与所述机架一侧壁转动连接、另一端与所述导向块抵接的第二弧形挡板,与所述机架一侧壁固定连接的固定板,以及一端与所述固定板连接、另一端与所述第二弧形挡板中部连接的第二弹簧,所述第二弧形挡板圈围在所述下刨平刀组的外侧。
14.进一步地,所述第一弧形挡板靠近所述上料机构的一侧与所述导向板形成小于90
°
的夹角,所述第二弧形挡板靠近所述上料机构的一侧与所述导向块形成小于90
°
的夹角。
15.本实用新型一种竹片刨平定厚装置具有以下增益效果:
16.(1)本装置的上刨平刀组与下刨平刀组在水平方向上间隔一定距离,使竹片上下表面的切削刨平不再同时进行,从而防止上刨平刀组和下刨平刀组同时作用于竹片上下表面的瞬间,产生的冲击力导致竹片断裂;
17.(2)本装置的上料机构和输料机构均包括两传动辊,和第一驱动电机,两传动辊在机架上竖直分布,第一驱动电机驱动两传动辊在机架上转动,可以预见的是上下两传动辊均朝内侧转动,从而在竹片经过两传动辊之间的间隙时,两传动辊带动竹片在水平方向上移动;
18.(3)本装置的上刨平刀组和下刨平刀组均包括传动轴、滚刀盘和第二驱动电机,传动轴一端与机架侧壁转动连接,滚刀盘套设在传动轴上,当第二驱动电机驱动传动轴在机架上转动时,滚刀盘跟随传动轴同步转动,对竹片的上下表面进行旋转切削,实现竹片刨平同时,将竹片输送到输料机构;
19.(4)本装置的传动轴上设有限位挡板,对滚刀盘的一端进行限位,止挡螺母螺接在传动轴的另一端,对对滚刀盘的另一端进行限位,从而使滚刀盘在传动安装和拆卸方便快捷,方便滚刀盘的保养和更换;
20.(5)本装置的刨平机构还包括对经过导向板的竹片进行压平的第一压平件,以及
对经过导向块的竹片进行压平的第二压平件,从而防止下刨平刀组和上刨平刀组的滚刀盘对竹片进行旋转切削时,竹片发生抖动,影响竹片的刨平质量;
21.(6)本装置的第一弧形挡板靠近上料机构的一侧与导向板形成小于90
°
的夹角,第二弧形挡板靠近上料机构的一侧与导向块形成小于90
°
的夹角,使经过导向板或导向块的竹片更好的将第一弧形挡板或第二弧形挡板的另一端从导向板或导向块上抬起,从而使本装置的使用更加省时省力。
附图说明
22.并入到说明书中并且构成说明书的一部分的附图示出了本实用新型的实施例,并且与描述一起用于解释本实用新型的原理。在这些附图中,类似的附图标记用于表示类似的要素。
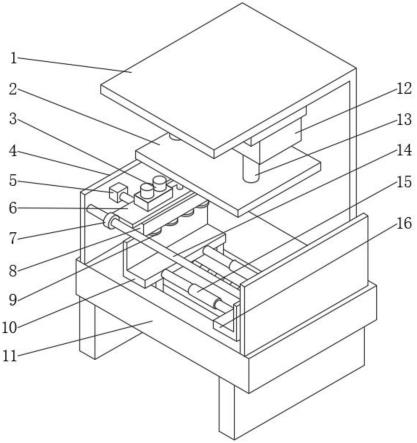
23.图1为本实用新型实施例的一种竹片刨平定厚装置的结构示意图;
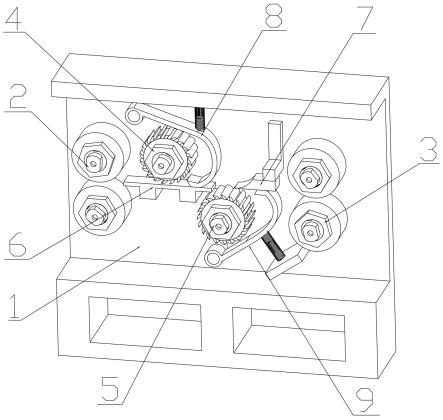
24.图2为本实用新型实施例的一种竹片刨平定厚装置的第一压平件和第二压平件在机架上的安装示意图;
25.图3为本实用新型实施例的一种竹片刨平定厚装置的盒体的上刨平刀组和下刨平刀组的结构示意图。
26.图中:1、机架;2、上料机构;3、输料机构;4、上刨平刀组;41、传动轴;411、限位挡板;412、凹槽;413、外螺纹;42、滚刀盘;421、凸起部;43、止挡螺母;5、下刨平刀组;6、导向板;7、导向块;8、第一压平件;81、第一弧形挡板;82、第一弹簧;9、第二压平件;91、第二弧形挡板;92、固定板;93、第二弹簧。
具体实施方式
27.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.请参阅图1~图3,本实用新型实施例的一种竹片刨平定厚装置,包括机架1,设于机架1一侧、用以将竹片在水平方向送入的上料机构2,设于机架1一侧、用以将竹片在水平方向送出的输料机构3,以及设于上料机构2与输料机构3之间的刨平机构,刨平机构用以将上料机构2送入的竹片进行刨平,输料机构3用以将刨平机构刨平的竹片输送至下一道工序;刨平机构包括对竹片上表面进行刨平的上刨平刀组4,以及对竹片下表面进行刨平的下刨平刀组5,上刨平刀组4与下刨平刀组5在水平方向上间隔一定距离。
29.在本技术中,机架1一侧的水平方向依次设有上料机构2、刨平机构和输料机构3,通过上料机构2将竹片水平送入,刨平机构将上料机构2水平送入的竹片进行切削刨平,输料机构3将刨平后的竹片送至下一道工序,完成竹片的刨平定厚。刨平机构包括上刨平刀组4和下刨平刀组5,当竹片经过上刨平刀组4时,上刨平刀组4对竹片的上表面进行切削刨平,当竹片经过下刨平刀组5时,下刨平刀组5对竹片的下表面进行切削刨平,从而使竹片的上下表面均保持光滑平整。通过控制上刨平刀组4和下刨平刀组5在竖直方向上安装的距离,从而控制经过上刨平刀组4和下刨平刀组5切削后的竹片厚度,实现竹片的定厚。
30.由于在本技术中,上刨平刀组4与下刨平刀组5在水平方向上间隔一定距离,从而使上刨平刀组4和下刨平刀组5不在同一条竖直线上。当上料机构2将竹片送入时,竹片先经过上刨平刀组4,上刨平刀组4先对竹片的上表面进行切削刨平,再经过下刨平刀组5,下刨平刀组5再对竹片的下表面进行切削刨平,使竹片上下表面的切削刨平不再同时进行,从而防止上刨平刀组4和下刨平刀组5同时作用于竹片上下表面的瞬间,产生的冲击力导致竹片断裂,进而使本装置的适用范围更广,实用性更强。
31.在本实施例中,上料机构2和输料机构3均包括与机架1一侧壁转动连接的两传动辊,以及驱动两传动辊在机架1上转动的第一驱动电机,两传动辊在机架1上竖直分布,竹片从竖直分布的两传动辊之间的间隙通过时,两传动辊对竹片进行传送。上料机构2和输料机构3均包括两传动辊,和第一驱动电机,两传动辊在机架1上竖直分布,第一驱动电机驱动两传动辊在机架1上转动,可以预见的是上下两传动辊均朝内侧转动,从而在竹片经过两传动辊之间的间隙时,两传动辊带动竹片在水平方向上移动。
32.在本实施例中,上刨平刀组4和下刨平刀组5均包括一端与机架1侧壁转动连接的传动轴41,套设于传动轴41上、用以对竹片表面进行刨平的滚刀盘42,以及驱动传动轴41在机架1上转动的第二驱动电机。上刨平刀组4和下刨平刀组5均包括传动轴41、滚刀盘42和第二驱动电机,传动轴41一端与机架1侧壁转动连接,滚刀盘42套设在传动轴41上,当第二驱动电机驱动传动轴41在机架1上转动时,滚刀盘42跟随传动轴41同步转动。
33.在竹片经过上刨平刀组4的滚刀盘42下方时,滚刀盘42对竹片的上表面进行旋转切削,将竹片的上表面刨平,并带动竹片朝下刨平刀组5的方向水平移动;当竹片到达下刨平刀组5的滚刀盘42上方时,滚刀盘42对竹片的下表面进行旋转切削,将竹片的下表面刨平,并带动竹片朝输料机构3的方向水平移动,从而实现竹片刨平同时,将竹片输送到输料机构3。通过控制两传动轴41在机架1侧壁上安装的竖直距离,从而使经过两滚刀盘42旋转切削后的竹片厚度保持一致,从而实现竹片的定厚。
34.在本实施例中,传动轴41上设有对滚刀盘42一端进行限位的限位挡板411,上刨平刀组4和下刨平刀组5还包括与传动轴41另一端螺接、用以对滚刀盘42另一端进行限位的止挡螺母43。传动轴41上设有限位挡板411,当滚刀盘42套设在传动轴41上时,限位挡板411对滚刀盘42的一端进行限位。在传动轴41远离与机架1侧壁转动连接的一端设有外螺纹413,在滚刀盘42套设在传动轴41上后,通过止挡螺母43与外螺纹413配合,将止挡螺母43螺接在传动轴41远离与机架1侧壁转动连接的一端,对滚刀盘42的另一端进行限位,从而将滚刀盘42固定在传动轴41上,使滚刀盘42跟随传动轴41同步转动。
35.之所以将传动轴41和滚刀盘42设置成这种结构,是为了方便滚刀盘42在传动轴41上的安装和拆卸,从而方便滚刀盘42的保养和更换。因为在本技术中,是通过滚刀盘42对竹片进行旋转切削,实现竹片的刨平定厚,滚刀盘42在经过长时间的切削工作后会产生磨损或卷刃的情况,不对滚刀盘42进行更换,会影响本装置刨平的效率和质量。如果将滚刀盘42直接焊接在传动轴41上,进行滚刀盘42的更换时,需要连同传动轴41一起更换,不仅加大了生产成本,而且将传动轴41从机架1上拆卸下来,浪费时间和精力。
36.而在本技术中,当需要将滚刀盘42安装在传动轴41上时,先将止挡螺母43从传动轴41上螺下,再将滚刀盘42套设于传动轴41,直至滚刀盘42一端与传动轴41上的限位挡板411抵接,最后将止挡螺母43螺接于传动轴41,使止挡螺母43与滚刀盘42的另一端抵接,从
而完成滚刀盘42在传动轴41上的安装;当需要将滚刀盘42从传动轴41上拆卸下来时,先将止挡螺母43从传动轴41上螺下,再将滚刀盘42从传动轴41上取下,从而使滚刀盘42在传动安装和拆卸方便快捷,方便滚刀盘42的保养和更换。
37.在本实施例中,传动轴41上设有凹槽412,滚刀盘42内壁设有凸起部421,滚刀盘42套设于传动轴41时,凸起部421与凹槽412配合。如前文所述,为了使滚刀盘42跟随传动轴41同步转动,止挡螺母43与传动轴41上的外螺纹413螺接,直至止挡螺母43与滚刀盘42抵接。由于止挡螺母43与传动轴41上的外螺纹413也是通过旋转进行螺接的,采用这种方式进行滚刀盘42与传动轴41的固定,当滚刀盘42跟随传动轴41转动时,止挡螺母43可能会与滚刀盘42发生相对转动,导致止挡螺母43无法将滚刀盘42抵紧,进而造成滚刀盘42无法跟随传动轴41同步转动。
38.因此在本技术中,传动轴41上设有凹槽412,滚刀盘42内壁上设有凸起部421,当滚刀盘42套设于传动轴41时,滚刀盘42内壁上的凸起部421与传动轴41上的凹槽412配合,使滚刀盘42与传动轴41同步转动,而止挡螺母43用来对滚刀盘42的另一端进行限位,防止滚刀盘42在传动轴41上进行轴向移动,从而防止滚刀盘42对竹片的切削效果不好或滚刀盘42从传动轴41上脱离。
39.在本实施例中,刨平机构还包括设于上刨平刀组4下方、用以对竹片下表面进行抵接的导向板6,以及设于下刨平刀组5上方、用以对竹片上表面进行抵接的导向块7,导向板6和导向块7均与机架1的一侧壁固定连接。当上刨平刀组4对竹片的上表面进行刨平时,滚刀盘42对竹片的上表面旋转切削,需要对竹片的下表面进行限位,才能够完成切削,同样当下刨平刀组5对竹片的下表面进行刨平时,滚刀盘42对竹片的下表面旋转切削,需要对竹片的上表面进行限位,才能够完成切削。
40.因此在本技术中,上刨平刀组4的滚刀盘42下方设有导向板6,下刨平刀组5的滚刀盘42上方设有导向块7,当竹片经过上刨平刀组4的滚刀盘42下方时,导向板6对竹片的下表面进行抵接,使上刨平刀组4的滚刀盘42完成对竹片上表面的切削;当竹片经过下刨平刀组5的滚刀盘42上方时,导向块7对竹片的上表面进行抵接,使下刨平刀组5的滚刀盘42完成对竹片下表面的切削。
41.在本实施例中,刨平机构还包括对经过导向板6的竹片进行压平的第一压平件8,以及对经过导向块7的竹片进行压平的第二压平件9。由于滚刀盘42对竹片进行旋转切削时,滚刀盘42上的刀片并非是一直与竹片接触,为了防止滚刀盘42对竹片进行切削的过程中竹片抖动,影响滚刀盘42的切削效果,在本技术中,刨平机构还包括第一压平件8和第二压平件9,当竹片在导向板6上经过时,第一压平件8与竹片的上表面抵接,将竹片在导向板6上压平,从而防止上刨平刀组4的滚刀盘42对竹片进行旋转切削时,竹片发生抖动;当竹片在导向块7的下方经过时,第二压平件9与竹片的下表面抵接,将竹片在导向块7上压平,从而防止下刨平刀组5的滚刀盘42对竹片进行旋转切削时,竹片发生抖动。
42.在本实施例中,第一压平件8包括一端与机架1一侧壁转动连接、另一端与导向板6抵接的第一弧形挡板81,以及一端与机架1上侧壁连接、另一端与第一弧形挡板81中部连接的第一弹簧82,第一弧形挡板81圈围在上刨平刀组4的外侧。第一压平件8包括第一弧形挡板81和第一弹簧82,第一弧形挡板81一端与机架1侧壁转动连接,另一端与导向板6抵接,使第一弧形挡板81能够绕着与机架1侧壁转动连接的一端转动。第一弹簧82一端与机架1的上
侧壁连接,另一端与第一弧形挡板81的中部连接,从而在第一弹簧82的作用下,第一弧形挡板81的另一端保持与导向板6抵接的状态,当竹片从导向板6上经过时,第一弧形挡板81的另一端保持与竹片抵接的状态,从而实现对经过导向板6的竹片进行压平。
43.当作用在第一弧形挡板81上的外力大于第一弹簧82的弹力时,第一弹簧82被压缩,第一弧形挡板81能够绕着与机架1侧壁转动连接的一端转动,从而将第一弧形挡板81的另一端从导向板6上抬起,不再与导向板6抵接;当撤去施加在第一弧形挡板81上的外力时,在第一弹簧82的弹力作用下,第一弧形挡板81的另一端自动恢复与导向板6抵接的状态。之所以将第一压平件8设置成这种结构,是为了使第一弧形挡板81能够对经过导向板6的不同厚度的竹片进行压平,从而使本装置的适用范围更广,实用性更强。
44.在本技术中,将第一弧形挡板81设置成弧形,且第一弧形挡板81圈围在上刨平刀组4的滚刀盘42外侧,是因为滚刀盘42对竹片进行旋转切削时,会产生大量的竹屑,第一弧形挡板81圈围在上刨平刀组4的滚刀盘42外侧,可以阻挡切削下来的竹屑飞溅,从而防止产生安全隐患。
45.在本实施例中,第二压平件9包括一端与机架1一侧壁转动连接、另一端与导向块7抵接的第二弧形挡板91,与机架1一侧壁固定连接的固定板92,以及一端与固定板92连接、另一端与第二弧形挡板91中部连接的第二弹簧93,第二弧形挡板91圈围在下刨平刀组5的外侧。第二压平组件包括第二弧形挡板91、固定板92和第二弹簧93,第二弧形挡板91一端与机架1侧壁转动连接,另一端与导向块7抵接,固定板92固定在机架1的侧壁上,第二弹簧93一端与固定板92连接,另一端与第二弧形挡板91中部连接,从而使第二弧形挡板91在没有外力作用时,另一端保持与导向块7抵接,对经过导向块7的竹片压平,当施加在第二弧形挡板91上的外力大于第二弹簧93的弹力时,第二弧形挡板91的另一端能够从导向块7上抬起,进而使第二弧形挡板91能够对经过导向块7的不同厚度的竹片进行压平。
46.同理,将第一弧形挡板81设置成弧形,且第一弧形挡板81圈围在上刨平刀组4的滚刀盘42外侧,也是为了在滚刀盘42对竹片进行旋转切削时,对产生的大量竹屑进行阻挡,防止飞溅的竹屑造成安全隐患。
47.在本实施例中,第一弧形挡板81靠近上料机构2的一侧与导向板6形成小于90
°
的夹角,第二弧形挡板91靠近上料机构2的一侧与导向块7形成小于90
°
的夹角。由于在第一弹簧82的作用下,第一弧形挡板81的另一端保持与导向板6抵接的状态,竹片要想从导向板6上经过,需要先将第一弧形挡板81的另一端从导向板6上抬起,再通过第一弹簧82的弹力使第一弧形挡板81的另一端自动与竹片抵接,将竹片压平。在本装置的刨平定厚过程中,竹片是一片一片在本装置中传送,如果每一个竹片经过导向板6时,均需要人力将第一弧形挡板81的另一端从导向板6上抬起,会使本装置的使用费时费力。
48.因此竹片经过导向板6时,将第一弧形挡板81的另一端从导向板6上抬起的动作,要通过竹片在传送过程中,产生的冲击力作用在第一弧形挡板81上,使第一弧形挡板81的另一端从导向板6上抬起的动作自动进行,从而省时省力。为了使竹片的冲击力作用在第一弧形挡板81上时,更好的将第一弧形挡板81的另一端从导向板6上抬起,在本技术中,第一弧形挡板81靠近上料机构2的一侧与导向板6形成小于90
°
的夹角,从而使竹片的冲击力更好的作用在弧形挡板,将第一弧形挡板81抬起。同理,第二弧形挡板91靠近上料机构2的一侧与导向块7形成小于90
°
的夹角也是为了使经过导向块7的竹片更好的将第二弧形挡板91
的另一端从导向块7上抬起,从而使本装置的使用更加省时省力。
49.上面描述的内容可以单独地或者以各种方式组合起来实施,而这些变型方式都在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。