1.本实用新型涉及铸造模具制备领域,具体涉及一种用于制备折叠座的一腔多出挤压铸造模具。
背景技术:
2.铝合金零部件轻量化已经成为一种趋势,尤其是轻便折叠车,在通过挤压铸造轻量化后,操作方便和便于携带。折叠车的挤压铸造,可让车在不降低强度等使用要求的前提下,自身减重20%~30%,每减重10%可降低排放5%~6%。同时折叠车等运动器材轻量化也行业发展的需要,是市场竞争的卖点之一。无论从政策、环境保护、市场需求和用户成本上来讲,铝合金材料挤压铸造代替铸钢件,完全满足产品使用工况所需性能。从轻量化、成本上都有明显的优势。
3.由于产品本身的投影面积较小,为29.72mm2,算上浇道和料柄的投影为45mm2,选用的压铸设备为400吨,设备有很大的富裕产能,因此考虑使用一腔多出的模具结构。
技术实现要素:
4.为了克服现有技术的上述缺陷,本实用新型的目的在于提供一种用于制备折叠座的一腔多出挤压铸造模具。
5.为了实现本实用新型的目的,所采用的技术方案是:
6.一种用于制备折叠座的一腔多出挤压铸造模具,包括:
7.一模具本体,所述模具本体包括输料分叉结构;
8.所述输料分叉结构的料柄的一端与外部供料结构连接;
9.所述料柄的另一端设置有第一分叉,在所述第一分叉的末端设置有若干子分叉;
10.所述第一分叉内部或所述子分叉内部设置有流道;
11.所述若干子分叉的末端对应设置有折叠座,所述折叠座的另一端设置有渣包、排气道,并与对应的滑块连接;
12.所述滑块伸入所述模芯上的滑块滑槽,并通过滑块固定块进行限位。
13.在本发明的一个优选实施例中,所述若干子分叉的末端与所述折叠座的浇口进料点相连;
14.在本发明的一个优选实施例中,所述滑块固定块固定在滑块座上。
15.在本发明的一个优选实施例中,所述料柄与所述第一分叉采用金属材料一体成型。
16.在本发明的一个优选实施例中,所述排气道固定在排气板上,所述排气道弯折向外排气。
17.在本发明的一个优选实施例中,每两个排气道固定在同一排气板上。
18.本实用新型的有益效果在于:
19.1.本实用新型提供了折叠座挤压铸造模具,通过一分二,二分四的浇道方式,实现
了一腔多出产品的铸造,便于铝液进入每个型腔,都能保持同样速度,保持同一方向。设计中对型腔、渣包和排气道的铝水量进行配重,保证多个产品填充的均匀性和一致性,降低工艺调试难度。
20.2.本实用新型提供了折叠座挤压铸造模具,采用多个排气道共用同一个排气板,将一个排气板分成多股单独与单个排气道相连,实现了工艺稳定性、节省模具排气系统的空间及模具简单化。
21.3.本实用新型提供了折叠座挤压铸造模具,采用同一个油缸,每个型腔有各自的滑块和滑道,并通过导向通道来限位。
附图说明
22.图1为本实用新型的折叠座结构示意图一。
23.图2为本实用新型的折叠座结构示意图二。
24.图3为本实用新型的模具结构示意图。
25.图4为本实用新型的模具装配示意图。
26.图5为本实用新型的模具滑块的固定结构示意图。
27.图6为本实用新型的整体装配示意图。
具体实施方式
28.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
29.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本实用新型进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限制本实用新型的范围。此外,在以下结构中,省略了对公知结构和技术的描述,以避免不必要的混淆本实用新型的概念。
30.本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述。而不是指示或暗示所指的装置或原件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,属于“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
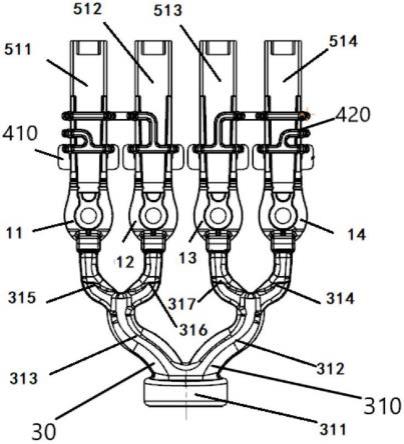
31.如图1-6所示的一种用于制备折叠座211的一腔多出挤压铸造模具,包括了模具本体30,模具本体30包括输料分叉结构310。
32.输料分叉结构310的料柄311的一端与外部供料结构(图中未示出)连接,料柄311的另一端设置有第一y形结构的分叉,在第一y形结构的分叉的末端313、312处设置有若干子分叉314、315、316、317。
33.在第一分叉内部或子分叉内部设置有流道,供铝液通过,料柄311与第一分叉采用金属材料一体成型。
34.若干子分叉314、315、316、317的末端对应设置有折叠座11、12、13、14,具体是若干子分叉314、315、316、317的末端与折叠座11、12、13、14的浇口进料点212相连。
35.折叠座11、12、13、14的另一端设置有渣包410、排气道420,并与对应的滑块511、
512、513、514连接。
36.排气道420固定在排气板430上,排气道420弯折向外排气。
37.具体是将每两个排气道固定在同一排气板上,这样可以避免对产品加工过程中的干扰。
38.排气道及渣包根据产品结构及铝液在铸造过程中流向趋势,在易于困气和易有冷料的位置设置渣包和排气。
39.在产品将铸造过程中的气按顺序排出型腔外,同时将铝液流向末端的冷料排到渣包里,保证产品的内部质量及性能。根据型腔的气体体积及铝业铸造流量设置排气的面积。此模具因上方的滑块原因,设计有两个排气板,左右各一个,每一排气板连接不同的排气道,确保排气充分,确保左右压力平衡,保证铝液填充过程中流速一致性。
40.滑块511、512、513、514伸入模芯上的滑块滑槽611、612、613、614,并通过滑块固定块711进行限位。滑块固定块711固定在滑块座710上。
41.滑块511、512、513、514在滑块滑槽611、612、613、614内滑动,确保左右精度准确。
42.滑块511、512、513、514进入型腔后,采用隧道导向,将滑块511、512、513、514上下的位置误差约束住,避免了因动定模上下开模受力,因脱模剂堆积,而造成的滑块上下偏移。
43.以上显示和描述了实用新型的基本原理和主要特征和本实用新型的优点。
44.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种用于制备折叠座的一腔多出挤压铸造模具,其特征在于,包括:一模具本体,所述模具本体包括输料分叉结构;所述输料分叉结构的料柄的一端与外部供料结构连接;所述料柄的另一端设置有第一分叉,在所述第一分叉的末端设置有若干子分叉;所述第一分叉内部或所述子分叉内部设置有流道;所述若干子分叉的末端对应设置有折叠座,所述折叠座的另一端设置有渣包、排气道,并与对应的滑块连接;所述滑块伸入模芯上的滑块滑槽,并通过滑块固定块进行限位。2.如权利要求1所述的一种用于制备折叠座的一腔多出挤压铸造模具,其特征在于,所述若干子分叉的末端与所述折叠座的浇口进料点相连;所述滑块固定块固定在滑块座上。3.如权利要求1所述的一种用于制备折叠座的一腔多出挤压铸造模具,其特征在于,所述料柄与所述第一分叉采用金属材料一体成型。4.如权利要求1所述的一种用于制备折叠座的一腔多出挤压铸造模具,其特征在于,所述排气道固定在排气板上,所述排气道弯折向外排气。5.如权利要求1所述的一种用于制备折叠座的一腔多出挤压铸造模具,其特征在于,每两个排气道固定在同一排气板上。
技术总结
本实用新型公开了一种用于制备折叠座的一腔多出挤压铸造模具,其特征在于,包括:一模具本体,所述模具本体包括输料分叉结构;所述输料分叉结构的料柄的一端与外部供料结构连接;所述料柄的另一端设置有第一分叉,在所述第一分叉的末端设置有若干子分叉;所述第一分叉内部或所述子分叉内部设置有流道;所述若干子分叉的末端对应设置有折叠座,所述折叠座的另一端设置有渣包、排气道,并与对应的滑块连接;所述滑块伸入所述模芯上的滑块滑槽,并通过滑块固定块进行限位。本实用新型生产的折叠座性能优越、一致性效果显著、工艺稳定性好。工艺稳定性好。工艺稳定性好。
技术研发人员:丁林 沈海龙 陈平 伍定才 赵飞
受保护的技术使用者:科曼车辆部件系统(苏州)有限公司
技术研发日:2022.04.25
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。