1.本发明涉及一种微小结构物制造装置及使用了微小结构物制造装置的微小结构物的制造方法,该微小结构物制造装置用于制造包含微型led、微芯片等微小元件的微小结构体,通过纳米压印等微细加工技术成形加工的微小成形物,由包含玻璃小片的微小绝缘片等构成的微小结构体。
2.具体而言,涉及一种用于被分离的微小结构物的接合、追加按压或被接合的微小结构物的分离(剥离)或者微小结构物的转印等的微小结构物制造装置及微小结构物的制造方法。
背景技术:
3.以往,作为这种微小结构物制造装置,有一种脱模装置,其具备:防剥离机构,以至少一者为膜状的模具与被成形物到规定剥离位置为止不会剥离的方式加压;保持部,其保持模具或被成形物中的任一者;张力赋予机构,对模具或被成形物赋予张力;及移动机构,其使防剥离机构与模具及被成形物相对移动(例如,参考专利文献1)。
4.通过纳米压印技术,将模具的成形图案加压至树脂等被成形物,通过利用热、光,将成形图案转印至被成形物之后,将模具从被成形物脱模。
5.在专利文献1的图示例中具备一种角度调节机构,其相对于被保持部保持的被成形物,将具有挠性的形成为膜状的模具从剥离位置剥离,并将剥离后的模具与被成形物之间的角度调节成一定角度。即,通过角度调节机构,以一定的脱模角度从被成形物斜向抽出模具的成形图案。
6.现有技术文献
7.专利文献
8.专利文献1:国际公开第2015/072572号
技术实现要素:
9.发明要解决的技术课题
10.然而,在专利文献1中,相对于转印至被成形物的凹凸图案,以规定角度倾斜方向抽出模具的成形图案,因此在剥离过程中被成形物的凹凸图案发生形状变形而导致产生损伤。
11.具体而言,对图15(a)~图15(c)所示的纳米压印的情况进行说明。
12.在图15(a)所示的剥离前的状态下,通过与模具100的成形图案110的凹凸接合,转印至被成形物200的凹凸图案210相对于被成形物200的底面220以垂直状立起。
13.然而,在图15(b)所示的剥离时的状态下,随着倾斜方向抽出模具100的成形图案110,被成形物200的凹凸图案210中凸状部211发生倒塌。
14.因此,在图15(c)所示的剥离后的状态下,一旦倒塌的凹凸图案210的凸状部211会维持倒塌状态而不会恢复剥离前的状态。
15.如此,从被成形物200的凹凸图案210抽出模具100的成形图案110的方向(剥离方向)为斜向时,尤其凹凸图案210的凹凸差越长,越容易发生形状变形(倒塌)而存在无法实现高精度的压印成形的问题。
16.尤其,在纳米压印的情况下,由于凹凸图案极其微细,因此即使剥离时的微小形状变形(倒塌)也会成为凹凸图案的破损因素而存在无法制作高精度的凹凸图案的问题。
17.然而,不仅是通过纳米压印技术成形加工的微小成形物,包含微型led、微芯片等微小元件的微小结构体、由包含玻璃小片的微小绝缘片等构成的微小结构物也不仅尺寸小且容易受损,因此不易操作。因此,除了如专利文献1的包含脱模装置的分离装置以外,也需要被分离的微小结构物的接合装置、追加按压装置,微小结构物的转印装置等。
18.在这种情况下,期待一种用同一结构进行微小结构物的接合、追加按压,分离,转印等的制造装置。
19.用于解决技术课题的手段
20.为了解决这种课题,本发明所涉及的微小结构物制造装置使相互对置的第一板状部件的第一对置面或第二板状部件的第二对置面中的任一者或两者所具有的凹凸部接合或分离,该微小结构物制造装置的特征在于,具备:变压室,形成于腔室的内部并以进出自如的方式收容所述第一板状部件及所述第二板状部件;变动部,设置在收容于所述变压室的所述第一板状部件的第一非对置面与所述腔室的第一室内表面之间;保持部,设置在收容于所述变压室的所述第二板状部件的第二非对置面与所述腔室的第二室内表面之间;第一空间部,在所述腔室的所述第一室内表面和所述变动部之间与所述变压室分离而设置成气密状;室压调整部,使所述变压室或所述第一空间部中的任一者的内压比另一者的内压上升更多;及控制部,对所述室压调整部进行运行控制,所述变动部具有变位部位,所述变位部位相对于所述腔室的所述第一室内表面,沿其厚度方向变形或移动自如地与所述第一板状部件的所述第一非对置面抵接,所述保持部具有保持部位,所述保持部位相对于所述腔室的所述第二室内表面,支撑所述第二板状部件的所述第二非对置面,所述控制部通过基于所述室压调整部的运行的所述变压室与所述第一空间部的压力差进行控制,以使所述第一板状部件与所述变动部的所述变位部位一同朝向所述第二板状部件或所述第一空间部移动。
21.并且,为了解决这种课题,本发明所涉及的微小结构物的制造方法为使相互对置的第一板状部件的第一对置面或第二板状部件的第二对置面中的任一者或两者所具有的凹凸部接合或分离的微小结构物的制造方法,其特征在于,包括:搬入工序,将所述第一板状部件及所述第二板状部件搬入形成于腔室的内部的变压室;保持工序,沿所述腔室的第一室内表面对所述第一板状部件进行定位,沿所述腔室的第二室内表面对所述第二板状部件进行定位;室压调整工序,调整所述变压室的内压;及搬出工序,从所述变压室提取所述第一板状部件及所述第二板状部件,在所述保持工序中,使所述第一板状部件的第一非对置面沿其厚度方向变形或移动自如地与设置于所述第一板状部件的所述第一非对置面和所述第一室内表面之间的变动部的变位部位抵接,并且在所述第一室内表面与所述变动部之间,第一空间部与所述变压室分离而设置成气密状,使所述第二板状部件的第二非对置面沿所述厚度方向与设置于所述第二板状部件的所述第二非对置面和所述第二室内表面之间的保持部的保持部位抵接而支撑,所述室压调整工序中,通过室压调整部,使所述变压
室或所述第一空间部中的任一者的内压比另一者的内压上升更多,所述第一板状部件与所述变动部的所述变位部位一同朝向所述第二板状部件或所述第一空间部移动。
附图说明
22.图1是表示本发明的实施方式(第一实施方式)所涉及的微小结构物制造装置及微小结构物的制造方法(接合装置及接合方法)的整体结构的说明图,图1(a)是搬入后的纵截面主视图,图1(b)是图1(a)的横截面俯视图。
23.图2是表示上述接合方法的搬入工序~保持工序的说明图,图2(a)是一次搬入过程的纵截面主视图,图2(b)是二次搬入过程的纵截面主视图,图2(c)是保持工序的纵截面主视图。
24.图3是表示上述接合方法的保持工序~搬出工序的说明图,图3(a)是关闭腔室后的纵截面主视图,图3(b)是差压过程及加压接合过程的纵截面主视图,图3(c)是大气开放过程及搬出工序的纵截面主视图。
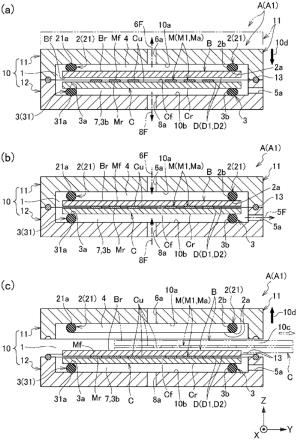
25.图4是表示本发明的实施方式(第二实施方式)所涉及的微小结构物制造装置及微小结构物的制造方法(分离装置及分离方法)的整体结构的说明图,图4(a)是搬入后的纵截面主视图,图4(b)是图4(a)的横截面俯视图,图4(c)是将一部分局部放大的纵截面主视图。
26.图5是表示上述分离方法的保持工序~室压调整工序的说明图,图5(a)是关闭腔室后的纵截面主视图,图5(b)是差压过程的纵截面主视图,图5(c)是剥离过程的纵截面主视图。
27.图6是表示上述分离方法的室压调整工序~搬出工序的说明图,图6(a)是大气开放过程的纵截面主视图,图6(b)是一次搬出过程的纵截面主视图,图6(c)是二次搬出过程的纵截面主视图。
28.图7是表示本发明的实施方式(第三实施方式)所涉及的微小结构物制造装置及微小结构物的制造方法(转印装置及转印方法)的整体结构的说明图,图7(a)是搬入后的纵截面主视图,图7(b)是图7(a)的横截面俯视图。
29.图8是表示上述转印方法的搬入工序~保持工序的说明图,图8(a)是一次搬入过程的纵截面主视图,图8(b)是二次搬入过程的纵截面主视图,图8(c)是保持工序的纵截面主视图。
30.图9是表示上述转印方法的保持工序~室压调整工序的说明图,图9(a)是关闭腔室后的纵截面主视图,图9(b)是差压过程及加压接合过程的纵截面主视图,图9(c)是差压过程及剥离过程的纵截面主视图。
31.图10是表示上述转印方法的室压调整工序~搬出工序的说明图,图10(a)是大气开放过程的纵截面主视图,图10(b)是一次搬出过程的纵截面主视图,图10(c)是二次搬出过程的纵截面主视图。
32.图11是表示本发明的实施方式所涉及的微小结构物制造装置及微小结构物的制造方法的变形例(第四实施方式)的说明图,图11(a)是搬入后的纵截面主视图,图11(b)是差压过程的纵截面主视图,图11(c)是剥离过程的纵截面主视图。
33.图12是表示本发明的实施方式所涉及的微小结构物制造装置及微小结构物的制造方法的变形例(第五实施方式)的说明图,图12(a)是搬入后的纵截面主视图,图12(b)是
差压过程的纵截面主视图,图12(c)是剥离过程的纵截面主视图。
34.图13是表示本发明的实施方式所涉及的微小结构物制造装置及微小结构物的制造方法的变形例(第六实施方式)的说明图,图13(a)是搬入后的纵截面主视图,图13(b)是差压过程的纵截面主视图,图13(c)是剥离过程的纵截面主视图。
35.图14是表示本发明的实施方式所涉及的微小结构物制造装置及微小结构物的制造方法的变形例(第七实施方式)的说明图,图14(a)是搬入后的纵截面主视图,图14(b)是差压过程的纵截面主视图,图14(c)是剥离过程的纵截面主视图。
36.图15是表示以往的分离方法的一例的说明图,图15(a)是剥离前的局部放大纵截面主视图,图15(b)是剥离中的局部放大纵截面主视图,图15(c)是剥离后的局部放大纵截面主视图。
具体实施方式
37.以下,根据附图对本发明的实施方式进行详细说明。
38.如图1~图14所示,本发明的实施方式所涉及的微小结构物制造装置a及微小结构物的制造方法是用于使相互对置的第一板状部件b或第二板状部件c中的任一者或第一板状部件b及第二板状部件c两者所具有的凹凸部接合或分离而制造微小结构物m的制造装置及制造方法。通过第一板状部件b及第二板状部件c沿对置方向的相对接近或分开移动,进行凹凸部的接合、分离。
39.第一板状部件b及第二板状部件c由玻璃、合成树脂等硬质材料形成为矩形(包括长方形及正方形的角为直角的四边形)、圆形的薄板状。
40.关于在第一板状部件b中与第二板状部件c对置的表侧的第一对置面bf和在第二板状部件c中与第一板状部件b对置的表侧的第二对置面cf,第一对置面bf或第二对置面cf中的任一者或第一对置面bf及第二对置面cf两者具有成为后述微小结构物m的一部分的凹凸部。
41.即,相对于第一板状部件b的第一对置面bf、第二板状部件c的第二对置面cf,后述微小结构物m通过基于粘接等的正式固定或基于可装卸的保持的临时固定或基于一体形成的一体化,配置成凹凸状。因此,作为后述微小结构物m的保持机构d,在正式固定的情况下,将粘接剂等固定层d1设置于第一板状部件b的第一对置面bf、第二板状部件c的第二对置面cf,在临时固定的情况下,将保持夹头d2设置于第一板状部件b的第一对置面bf、第二板状部件c的第二对置面cf。作为保持夹头d2的具体例,可举出真空夹头,基于粘结部件的粘结夹头,基于静电吸附的静电夹头等。
42.微小结构物m有微小结构物m1和微小成形物m2,该微小结构物m1具有微型led、微芯片等微小元件,玻璃小片等微小绝缘片,与这些类似的微小组件等以凹凸状突出的微小组件ma,该微小成形物m2具有通过纳米压印等微细加工技术成形加工的以相互凹凸状接合的成型模具mb及成形基板mc等。
43.微小结构物m1有层叠式和转印式,如图1~图3所示,该层叠式将配置(搭载)于第一板状部件b与第二板状部件c之间的微小组件ma以夹持的方式接合,如图7~图10所示,该转印式将配置(搭载)于第一板状部件b或第二板状部件c中的任一者的微小组件ma转移至另一者。通常,微小组件ma大多设为如下排列配置:多个微小组件ma分别隔着规定间隔并列
状搭载于第一板状部件b、第二板状部件c。
44.因此,无论是层叠式、转印式中的哪一种,在其接合前的初始状态下,配置于第一板状部件b的第一对置面bf或第二板状部件c的第二对置面cf中的任一者(图示例中为第二对置面cf)的微小组件ma均朝向另一者局部突出。因此,第一板状部件b的第一对置面bf或第二板状部件c的第二对置面cf中的任一者具有微小组件ma局部突出的非接触凹凸部(非接合凹凸部cu)。
45.作为用于制造接合有非接合凹凸部cu作为非接触凹凸部的层叠式微小结构物m1的微小结构物制造装置a及微小结构物的制造方法的一例,可以利用接合装置、接合方法。
46.作为用于制造作为非接触凹凸部的非接合凹凸部cu被转移的转印式微小结构物m1的微小结构物制造装置a及微小结构物的制造方法的其他例子,可以利用转印装置、转印方法。
47.如图4~图6等所示,微小成形物m2有分体式和一体式(未图示),该分体式为在第一板状部件b或第二板状部件c中的任一者配置有成型模具mb等且在另一者配置成形基板mc等而使两者相互凹凸接合,该一体式为第一板状部件b或第二板状部件c中的任一者整体成为成型模具mb且另一者整体成为成形基板mc而使两者相互凹凸接合。并且,虽未图示于微小成形物m2,但也包括在第一板状部件b或第二板状部件c中的任一者配置微小组件ma且在另一者配置装卸自如地保持微小组件ma的粘结夹头等保持机构的分体式或一体式。
48.因此,无论是分体式、一体式中的哪一种,在其分离前的初始状态下,均具有第一板状部件b或第二板状部件c中的任一者的成型模具mb、微小组件ma与另一者的成形基板mc、保持机构凹凸接合的一对凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)。
49.作为用于制造具有第一接合凹凸部b1(成为成型模具mb、微小组件ma等与成形基板mc、保持机构等凹凸接合的凹凸部)、第二接合凹凸部c1的分体式、一体式微小成形物m2的微小结构物制造装置a及微小结构物的制造方法的其他例子,可以利用分离装置、分离方法。
50.尤其,在微小成形物m2的情况下,优选在第一板状部件b与第二板状部件c之间具有间隙e。作为间隙e的具体例,有图4、图5等所示的形成于多个第一接合凹凸部b1及第二接合凹凸部c1的外侧的方框状、圆环状等外侧间隙e1、通过多个第一接合凹凸部b1与第二接合凹凸部c1彼此之间的贯穿间隙e2、图13所示的与开通于第一板状部件b、第二板状部件c的通孔h连通的内侧间隙e3等。
51.具体而言,本发明的实施方式所涉及的微小结构物制造装置a具备:收容有第一板状部件b及第二板状部件c的变压室1;在收容于变压室1的第一板状部件b的背面设置的变动部2;在收容于变压室1的第二板状部件c的另一背面设置的保持部3;与变压室1分离设置的第一空间部4;及以变压室1及第一空间部4的内压产生压力差的方式设置的室压调整部5作为主要的构成要件。
52.进一步优选具备变更第一空间部4的内压的第一内压调整部6、与变压室1分离设置的第二空间部7、变更第二空间部7的内压的第二内压调整部8、对室压调整部5、第一内压调整部6及第二内压调整部8等进行运行控制的控制部9。
53.并且,通常,第一板状部件b及第二板状部件c配置成沿上下方向对置,以下将第一板状部件b及第二板状部件c的厚度方向称为“z方向”。以下,将与z方向交叉的沿第一板状
部件b及第二板状部件c的方向称为“xy方向”。
54.在图示例中,在上方配置有矩形的第一板状部件b,在下方配置有矩形的第二板状部件c。另外,作为其他例子,虽未图示,但也能够进行如下变更:相反地将矩形的第一板状部件b配置于下方,将矩形的第二板状部件c配置于上方、将圆形的第一板状部件b及圆形的第二板状部件c上下配置等。
55.变压室1在腔室10的内部可密封地形成,在腔室10内的变压室1及腔室10的外部空间范围,以进出自如的方式收容第一板状部件b及第二板状部件c。
56.腔室10的内部具有沿厚度方向(z方向)与被搬入的第一板状部件b及第二板状部件c以对置状配置的第一室内表面10a和第二室内表面10b。
57.第一室内表面10a在第一板状部件b上,沿z方向与背面的第一非对置面br直接或间接地对置而形成于xy方向的平面上。为了检测第一板状部件b的第一非对置面br等的位置,优选在第一室内表面10a配置间隙检测传感器(未图示)。
58.第二室内表面10b在第二板状部件c上,沿z方向与背面的第二非对置面cr直接或间接地对置而形成于xy方向的平面上。
59.腔室10具有用于使第一板状部件b及第二板状部件c相对于可密封的变压室1进出的出入口10c。腔室10的出入口10c构成为开闭自如,并且利用由致动器等构成的驱动机构10d进行开闭。另外,腔室10的变压室1有分体式和部分开闭式等,出入口10c的结构各自不同。
60.关于第一板状部件b及第二板状部件c向变压室1的搬入,例如利用输送机器人等输送机构(未图示),依次或同时进行。关于第一板状部件b及第二板状部件c从变压室1的搬出,通过输送机构同时或依次进行。
61.变动部2沿厚度方向(z方向)与被搬入的第一板状部件b的第一非对置面br接触,且配置成与腔室10的第一室内表面10a分开。
62.变动部2具有如下变位部位2a:相对于腔室10的第一室内表面10a,沿厚度方向(z方向)与被搬入的第一板状部件b的第一非对置面br抵接。
63.变位部位2a构成为能够沿厚度方向(z方向)变形或移动,通过使其与被搬入的第一板状部件b的第一非对置面br抵接,以无法沿与厚度方向(z方向)交叉的方向(xy方向)位移的方式定位来一体化。
64.即,变动部2构成为如下:相对于腔室10的第一室内表面10a,变位部位2a沿z方向配置成变形自如或移动自如,伴随变位部位2a的变形或移动,使第一板状部件b沿z方向移动。
65.在变动部2与腔室10的第一室内表面10a之间,与变压室1分开形成第一空间部4。第一空间部4通过使第一板状部件b的第一非对置面br与变动部2的变位部位2a抵接而形成为气密状。
66.进而,变动部2优选具有使第一板状部件b的第一非对置面br与第一空间部4连通的第一通风口2b。
67.作为变动部2的具体例示于图1~图6等的情况下,由以能够沿z方向弹性变形的方式安装于腔室10的第一室内表面10a的弹性通风体21构成。
68.例如,图示例的弹性通风体21由衬垫或o型环等环状部件构成,该环状部件由软质
合成树脂、橡胶等能够弹性变形的材料形成为在其中央具有一个第一通风口2b的方框状、圆环状等。弹性通风体21的厚度方向(z方向)的一端部具有相对于腔室10的第一室内表面10a的安装部位21a。弹性通风体21将厚度方向(z方向)的另一端部作为变位部位2a,使其与被搬入的第一板状部件b的第一非对置面br抵接,由此在弹性通风体21的内侧形成第一空间部4。因此,通过变压室1的内压与第一空间部4的内压的压力差,弹性通风体21能够沿z方向进行弹性压缩变形及膨胀变形。
69.另外,作为弹性通风体21的其他例子,虽未图示,但也能够使用具有多个第一通风口2b的板状部件、具有多个第一通风口2b的多孔质部件等代替环状部件。
70.在这些情况下,通过利用配置于腔室10的第一室内表面10a的间隙检测传感器检测第一板状部件b的位置,能够检测第一板状部件b的异常变形、过度变形。也能够设置用于机械性防止第一板状部件b的过度变形的止挡件等变形抑制部件(未图示)。
71.进而,通过开设于变动部2的第一通风口2b,第一空间部4与第一板状部件b的第一非对置面br始终连通。因此,利用通过后述第一内压调整部6下降的第一空间部4的内压与变压室1的内压的压力差,第一板状部件b能够对变动部2的变位部位2a进行真空吸附。
72.由此,通过变压室1的内压上升,将第一板状部件b的第一非对置面br装卸自如地吸附保持在变位部位2a而进行临时固定。
73.并且,作为变动部2的其他例子,虽未图示,但也能够变更为利用粘结部件、静电吸附等代替真空吸附的临时固定。
74.将保持部3配置成沿厚度方向(z方向)与被搬入的第二板状部件c的第二非对置面cr接触。
75.进而,保持部3具有保持部位3a,该保持部位3a相对于腔室10的第二室内表面10b,沿厚度方向(z方向)不可移动地与被搬入的第二板状部件c的第二非对置面cr抵接。
76.即,保持部3构成为如下:通过使第二板状部件c的第二非对置面cr与保持部位3a抵接,第二板状部件c沿z方向不可移动地保持。
77.在保持部3与腔室10的第二室内表面10b之间,优选与变压室1分开形成第二空间部7。通过使第二板状部件c的第二非对置面cr与保持部3的保持部位3a抵接,第二空间部7形成为气密状。
78.并且,保持部3优选具有使第二板状部件c的第二非对置面cr与第二空间部7连通的第二通风口3b。
79.作为保持部3的具体例示于图1~图6等的情况下为固定于腔室10的第二室内表面10b的保持用环状体31,保持用环状体31的内侧空间成为第二通风口3b而形成第二空间部7。
80.例如,图示例的保持用环状体31由软质合成树脂、橡胶等能够弹性变形的材料或硬质合成树脂、金属等无法变形的材料形成为方框状、圆环状等。与变动部2的弹性通风体21同样地,保持用环状体31也能够由衬垫或o型环等环状部件构成,此时,保持用环状体31能够沿z方向弹性压缩变形及膨胀变形。在保持用环状体31的厚度方向(z方向)的一端部具有相对于腔室10的第二室内表面10b的保持用固定部位31a。在保持用环状体31上成为保持部位3a的厚度方向(z方向)的另一端部与被搬入的第二板状部件c的第二非对置面cr抵接。
81.进而,成为保持部3的第二通风口3b的第二空间部7与第二板状部件c的第二非对
置面cr始终连通,因此利用通过后述第二内压调整部8下降的第二空间部7的内压与变压室1的内压的压力差,第二板状部件c能够真空吸附于保持部3的保持部位3a。
82.由此,通过变压室1的内压上升,将第二板状部件c的第二非对置面cr装卸自如地吸附保持在保持部位3a而进行临时固定。
83.并且,作为保持部3的其他例子,虽未图示,但也能够变更为利用粘结部件、静电吸附等代替真空吸附的临时固定。
84.另外,示于图1~图3、图14的情况下,将变动部2的弹性通风体21的厚度方向(z方向)尺寸设为与保持部3的保持用环状体31的z方向尺寸大致相同。相对于此,示于图4~图6,图11,图13的情况下,通过将变动部2的弹性通风体21的z方向尺寸设为大于保持部3的保持用环状体31的z方向尺寸,设定成强调变动部2的压缩变形量及膨胀变形量。
85.并且,作为其他例子,虽未图示,但也能够进行如下变更:将图1~图3,图14所示的变动部2的弹性通风体21的z方向尺寸设为大于保持部3的保持用环状体31的z方向尺寸或将图4~图6、图11、图13所示的变动部2的弹性通风体21的z方向尺寸设为与保持部3的保持用环状体31的z方向尺寸大致相同等。
86.室压调整部5构成为如下:通过从供应源(未图示)向变压室1供应(送气)压缩空气、气体、水等流体5f,使变压室1的内压上升,且通过从变压室1排出(排气)空气等流体5f,使变压室1的内压下降。
87.作为室压调整部5的具体例示于图1(a)等的情况下,例如具有从真空泵、压缩机等室压用驱动源(未图示)贯穿腔室10并连通变压室1的室流路5a及设置于室流路5a的中途的室压用控制阀5b。
88.通过室压调整部5(室压用驱动源、室压用控制阀5b)的运行,变压室1的内压能够从大气环境设定至真空或接近真空的低压环境或规定高压环境。
89.具体而言,优选通过室压用驱动源、室压用控制阀5b的运行控制,控制从室流路5a排出的负压流体5f或供应至室流路5a的正压流体5f的总量而阶段性调整变压室1的内压。
90.第一内压调整部6构成为如下:通过从第一空间部4排出(排气)空气等第一流体6f,使第一空间部4的内压比变压室1的内压下降更多,且通过向第一空间部4供应(送气)第一流体6f,使第一空间部4的内压比变压室1的内压上升更多。
91.作为第一内压调整部6的具体例示于图1(a)等的情况下,例如具有从真空泵、压缩机等第一驱动源(未图示)贯穿腔室10并连通第一空间部4的第一流路6a及设置于第一流路6a的中途的第一控制阀6b。
92.通过第一内压调整部6(第一驱动源、第一控制阀6b)的运行,第一空间部4的内压能够从大气环境设定至真空或接近真空的低压环境或规定高压环境。
93.具体而言,优选通过第一驱动源、第一控制阀6b的运行控制,控制从第一流路6a排出的负压第一流体6f或供应至第一流路6a的正压第一流体6f的总量而阶段性调整第一空间部4的内压。
94.第二内压调整部8构成为如下:通过从第二空间部7排出(排气)空气等第二流体8f,使第二空间部7的内压比变压室1的内压下降更多,且通过向第二空间部7供应(送气)第二流体8f,使第二空间部7的内压比变压室1的内压上升更多。
95.作为第二内压调整部8的具体例示于图1(a)等的情况下,例如具有从真空泵、压缩
机等第二驱动源(未图示)贯穿腔室10并连通第二空间部7的第二流路8a及设置于第二流路8a的中途的第二控制阀8b。
96.通过第二内压调整部8(第二驱动源、第二控制阀8b)的运行,第二空间部7的内压能够从大气环境设定至真空或接近真空的低压环境或规定高压环境。
97.具体而言,优选通过第二驱动源、第二控制阀8b的运行控制,控制从第二流路8a排出的负压第二流体8f或供应至第二流路8a的正压第二流体8f的总量而阶段性调整第二空间部7的内压。
98.控制部9是具有分别与室压调整部5、第一内压调整部6及第二内压调整部8等电连接的控制电路(未图示)的控制器。
99.进而,与开闭腔室10的出入口10c的驱动机构10d电连接。除此以外,还与用于使第一板状部件b及第二板状部件c相对于变压室1出入的输送机构等电连接。
100.成为控制部9的控制器按照预先设定于其控制电路(未图示)的程序,以预先设定的定时,依次分别进行运行控制。
101.并且,将设定于控制部9的控制电路的程序作为基于微小结构物制造装置a的微小结构物的制造方法进行说明。
102.使用了本发明的实施方式所涉及的微小结构物制造装置a的微小结构物的制造方法可分为搬入工序,保持工序,室压调整工序,搬出工序。
103.具体而言,作为主要的工序,本发明的实施方式所涉及的微小结构物的制造方法包括:搬入工序,将第一板状部件b及第二板状部件c搬入变压室1;保持工序,将第一板状部件b及第二板状部件c保持在变压室1内;室压调整工序,调整变压室的内压;及搬出工序,从变压室1提取第一板状部件b及第二板状部件c。
104.在搬入工序中,如图2(a)、图2(b)、图4(a)、图8(a)、图8(b)等所示,通过输送机构的运行,将第一板状部件b及第二板状部件c从腔室10的外部空间放入并收容于变压室1。
105.如图2(a)、图2(b)、图8(a)、图8(b)等所示,在搬入时第一板状部件b与第二板状部件c为分离状态的情况下,需要用于将第一板状部件b或第二板状部件c中的任一者放入变压室1中的一次搬入过程和用于将另一者放入变压室1中的二次搬入过程。
106.并且,如图4(a)等所示,在搬入时第一板状部件b与第二板状部件c为接合状态的情况下,将凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)相互凹凸接合而被一体化的第一板状部件b及第二板状部件c以凹凸接合的状态放入变压室1中。
107.如图2(c)、图4(a)、图8(c)等所示,在保持工序中,使第一板状部件b的第一非对置面br沿厚度方向(z方向)与变动部2的变位部位2a抵接。该抵接时,优选通过基于第一内压调整部6的运行的第一流体6f的排出,第一空间部4的内压下降,通过变动部2的第一通风口2b,使第一板状部件b的第一非对置面br真空吸附于变动部2的变位部位2a。
108.因此,第一板状部件b的第一非对置面br以无法沿与厚度方向(z方向)交叉的方向(xy方向)位移的方式定位来与变动部2的变位部位2a一体化。由此,伴随变位部位2a沿厚度方向(z方向)的变形或移动,第一板状部件b能够相对于腔室10的第一室内表面10a移动。
109.使第二板状部件c的第二非对置面cr沿厚度方向(z方向)与保持部3的保持部位3a抵接。该抵接时,优选通过基于第二内压调整部8的运行的第二流体8f的排出,第二空间部7的内压下降,通过保持部3的第二通风口3b,使第二板状部件c的第二非对置面cr真空吸附
于保持部3的保持部位3a。
110.因此,第二板状部件c的第二非对置面cr以无法沿与厚度方向(z方向)交叉的方向(xy方向)位移的方式定位来与保持部3的保持部位3a一体化。由此,第二板状部件c被保持为如下:相对于腔室10的第二室内表面10b,沿厚度方向(z方向)不可移动。并且,保持部3能够弹性变形时,伴随保持部位3a沿厚度方向(z方向)的变形等,也能够将第二板状部件c变更为相对于腔室10的第二室内表面10b,能够沿厚度方向(z方向)移动。
111.如图3(a)、图5(a)、图9(a)等所示,第一板状部件b及第二板状部件c在这种保持后关闭腔室10的出入口10c,腔室10内的变压室1与腔室10的外部空间阻断而成为密闭状态。
112.室压调整工序包括:至少通过室压调整部5的运行,控制为使变压室1的内压与第一空间部4的内压之间产生压力差的差压过程;通过该压力差,使第一板状部件b及第二板状部件c朝向对置方向相对接近移动的加压接合过程;通过压力差,使第一板状部件b及第二板状部件c朝向对置方向相对分开移动的剥离过程;及变压室1的内压恢复至大气压的大气开放过程。
113.如图3(b)、图5(b)、图9(b)等所示,在差压过程中,通过基于室压调整部5的运行的流体5f的排出或供应,使变压室1或第一空间部4中的任一者的内压比另一者的内压上升更多。由此,在变压室1的内压与第一空间部4的内压之间产生压力差。
114.此时,优选除了基于室压调整部5的运行的变压室1的内压变化以外,通过基于第一内压调整部6的运行的第一流体6f的供应或排出,同时进行第一空间部4的内压变化,控制为变压室1的内压与第一空间部4的内压的压力差变得更大。
115.并且,保持部3能够弹性变形时,除了基于第一内压调整部6的运行的第一空间部4的内压变化以外,也能够通过基于第二内压调整部8的运行的第二流体8f的供应或排出,同时进行第二空间部7的内压变化,控制为变压室1的内压与第二空间部7的内压的压力差变得更大。
116.在加压接合过程中,仅通过基于室压调整部5的运行的流体5f的排出,或者除此以外也通过基于第一内压调整部6的运行的第一流体6f的供应、基于第二内压调整部8的运行的第二流体8f的供应,使变压室1的内压比第一空间部4的内压、第二空间部7的内压下降更多。
117.由于由此产生的压力差,会产生将第一板状部件b与变动部2的变位部位2a一同朝向第二板状部件c沿厚度方向(z方向)移动而加压的按压力。
118.如图3(b)等所示,通过该按压力,第二板状部件c的第二对置面cf具有非接触凹凸部(非接合凹凸部cu)时,第一板状部件b的第一对置面bf与第二板状部件c的非接合凹凸部cu接合而沿厚度方向(z方向)被推压,使第一对置面bf在非接合凹凸部cu以追随成为微小组件ma的表面的非接合部mf的形状的方式重合,由此通过压力差(流体),第一板状部件b朝向第二板状部件c的非接合凹凸部cu均等地被加压。
119.在剥离过程中,仅通过基于室压调整部5的运行的流体5f的供应,或者除此以外也通过基于第一内压调整部6的运行的第一流体6f的排出、基于第二内压调整部8的运行的第二流体8f的排出,使变压室1的内压比第一空间部4的内压、第二空间部7的内压上升更多。
120.由于由此产生的压力差,会产生将第一板状部件b与变动部2的变位部位2a一同朝向第一空间部4沿厚度方向(z方向)吸引的引力。
121.如图5(c)等所示,通过该引力,第一板状部件b的第一对置面bf具有第一接合凹凸部b1作为凹凸接合的凹凸部的一者,第二板状部件c的第二对置面cf具有第二接合凹凸部c1作为凹凸部的另一者时,第一板状部件b的第一接合凹凸部b1相对于第二板状部件c的第二接合凹凸部c1沿厚度方向(z方向)被拉开,由此从第二接合凹凸部c1剥离第一接合凹凸部b1。
122.进而,如图示例所示,在第一板状部件b与第二板状部件c之间具有间隙e时,由于正压流体5f侵入间隙e,会产生将第一板状部件b的第一接合凹凸部b1与第二板状部件c的第二接合凹凸部c1相对推开的斥力。
123.并且,通过配置于腔室10的第一室内表面10a的间隙检测传感器,检测第一板状部件b的第一非对置面br等的位置而监视其检测值,由此能够检测凹凸部(非接合凹凸部cu、第一接合凹凸部b1、第二接合凹凸部c1)的接合或剥离的进行、接合或剥离的结束。
124.如图3(c)、图6(a)、图10(a)等所示,大气开放过程使基于室压调整部5的运行的流体5f的排出或供应停止,并且通过驱动机构10d开启腔室10的出入口10c,将充满在变压室1的流体5f释放于变压室1的外部空间等,由此使变压室1的内压恢复至大气压。
125.如图3(c)、图6(b)、图6(c)、图10(b)、图10(c)等所示,搬出工序使第一内压调整部6的运行及第二内压调整部8的运行依次停止,并且通过输送机构的运行,将第一板状部件b及第二板状部件c从变压室1提取至腔室10的外部空间。
126.如图3(c)等所示,在搬出时第一板状部件b与第二板状部件c为接合状态的情况下,将凹凸部(非接合凹凸部cu)进行凹凸接合而被一体化的第一板状部件b及第二板状部件c以凹凸接合的状态提取至变压室1的外部。
127.并且,如图6(b)、图6(c)、图10(b)、图10(c)等所示,在搬入时第一板状部件b与第二板状部件c为分离状态的情况下,需要用于将第一板状部件b或第二板状部件c中的任一者提取至变压室1的外部的一次搬出过程和用于将另一者提取至变压室1的外部的二次搬出过程。
128.接着,对本发明的实施方式所涉及的微小结构物制造装置a的具体例(第一实施方式~第三实施方式)及变形例(第四实施方式~第七实施方式)进行说明。
129.图1~图3所示的第一实施方式的微小结构物制造装置a1是制造以夹持作为微小结构物m而配置(搭载)于第一板状部件b与第二板状部件c之间的微小组件ma的方式进行接合的层叠式微小结构物m1的接合装置。
130.通过第一板状部件b及第二板状部件c的相对接近移动,将配置于第一板状部件b的第一对置面bf或第二板状部件c的第二对置面cf中的任一者的微小组件ma的非接触凹凸部(非接合凹凸部cu)以夹持在与另一者之间的方式接合而使其一体化。
131.在图示例的情况下,在第一板状部件b的第一对置面bf及第二板状部件c的第二对置面cf设置有粘接剂等固定层d1、粘结夹头等保持夹头d2作为微小组件ma的保持机构d。多个微小组件ma分别以并列状排列配置。
132.在图2(a)、图2(b)所示的接合前的初始状态(搬入工序)下,微小组件ma通过保持机构d(固定层d1、保持夹头d2)不可移动地配置于第二板状部件c的第二对置面cf,具有非接触凹凸部(非接合凹凸部cu)。
133.在从接下来的图3(a)所示的保持工序至图3(b)所示的室压调整工序(差压过程、
加压接合过程)中,通过基于流体差压的第一板状部件b的相对接近移动,第一板状部件b的第一对置面bf与第二板状部件c的非接合凹凸部cu接合而沿厚度方向(z方向)被推压。伴随于此,第一对置面bf在非接合凹凸部cu以追随成为微小组件ma的表面的非接合部mf的形状的方式重合,由此通过压力差(流体)朝向非接合凹凸部cu均等地被加压。因此,在第一板状部件b与第二板状部件c之间夹持微小组件ma并一体化而成为层叠体。
134.进而,在图示例中,腔室10的变压室1为分体式。关于分体式变压室1,将腔室10分割成第一腔室11和第二腔室12,在分开的第一腔室11与第二腔室12之间形成出入口10c。在出入口10c中插装有由方框状、圆环状的衬垫或o型环等构成的密封材料13。利用驱动机构10d使第一腔室11、第二腔室12相对接近,由此利用密封材料13气密状关闭出入口10c,变压室1开闭自如且成为密封结构。
135.在图示例中,仅使上侧的第一腔室11相对于下侧的第二腔室12往返移动,但能够变更为仅使下侧的第二腔室12、或者第一腔室11及第二腔室12两者往返移动等除图示例以外的结构。
136.图4~图6所示的第二实施方式的微小结构物制造装置a2是分离装置这一结构与所述第一实施方式不同,除此以外的结构与第一实施方式相同,该分离装置剥离作为微小结构物m配置于第一板状部件b及第二板状部件c的相互接合的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)。
137.通过第一板状部件b及第二板状部件c的相对分开移动,如成为微小成形物m2的成型模具mb与成形基板mc的剥离、成为微小结构物m1的微小组件ma与粘结夹头等保持机构的剥离等,剥离以相互凹凸状接合的配置于第一板状部件b的第一对置面bf的第一接合凹凸部b1与配置于第二板状部件c的第二对置面cf的第二接合凹凸部c1。
138.图示例的情况下,示出了在第一板状部件b配置成型模具mb且在第二板状部件c配置了成形基板mc的分体式。在通过纳米压印成形等将成型模具mb的凹凸图案转印至成形基板mc的状态下,成型模具mb与成形基板mc相互凹凸接合而成为可输送地一体化的层叠体。成形基板mc在由硬质材料构成的基板md的表面层叠有成为第二接合凹凸部c1的通过光、热等被图案转印的树脂层me。
139.进而,在第一板状部件b的第一对置面bf及第二板状部件c的第二对置面cf,设置有粘结夹头等保持夹头d2、粘接剂等固定层d1作为微小成形物m2的保持机构d。
140.在图4(a)所示的接合时的初始状态(搬入工序)下,成为第一接合凹凸部b1的成型模具mb的第一背面b2通过保持机构d(保持夹头d2、固定层d1)不可移动地配置于第一板状部件b的第一对置面bf。成为第二接合凹凸部c1的成形基板mc的第一背面c2通过保持机构d(保持夹头d2、固定层d1)不可移动地配置于第二板状部件c的第二对置面cf。
141.在接下来的图5(b)、图5(c)所示的室压调整工序(差压过程、剥离过程)中,通过基于流体差压的第一板状部件b的相对分开移动,成为第一接合凹凸部b1的成型模具mb从成为第二接合凹凸部c1的成形基板mc沿厚度方向(z方向)被拉开。
142.进而,在图示例中,在第一板状部件b与第二板状部件c之间,沿xy方向分别隔着规定间隔并列配置有多个第一接合凹凸部b1(成型模具mb)及第二接合凹凸部c1(成形基板mc),且具有方框状的外侧间隙e1和沿xy方向双向直线状通过的多个贯穿间隙e2。
143.由此,正压流体5f不仅侵入外侧间隙e1,也会分别侵入多个贯穿间隙e2,因此会产
生将第一板状部件b与第二板状部件c整体推开的斥力。
144.图7~图10所示的第三实施方式的微小结构物制造装置a3是转印装置这一结构与所述第一实施方式不同,除此以外的结构与第一实施方式相同,该转印装置制造将作为微小结构物m配置(搭载)于第一板状部件b和第二板状部件c中的任一者的微小组件ma转移至另一者的转印式微小结构物m1。
145.通过第一板状部件b及第二板状部件c的相对接近移动和分开移动,对配置于第一板状部件b的第一对置面bf或第二板状部件c的第二对置面cf中的任一者的微小组件ma的非接触凹凸部(非接合凹凸部cu)进行表背反转而转移至另一者。
146.在图示例的情况下,将第一板状部件b的第一对置面bf设定为微小组件ma的转印目的地而具有成为微小组件ma的保持机构d的强粘接面d3。将第二板状部件c的第二对置面cf设定为微小组件ma的转印源并具有成为微小组件ma的保持机构d的弱粘接面d4。多个微小组件ma分别以并列状排列配置。
147.强粘接面d3及弱粘接面d4是将微小组件ma可拆卸地保持而进行临时固定的保持夹头d2。在保持夹头d2中,优选使用基于能够简单地控制微小组件ma的保持力的粘结部件的粘结夹头。此时,作为强粘接面d3,使用粘着力强的粘结部件,作为弱粘接面d4,使用粘着力弱的粘结部件。并且,作为其他例子,也能够变更为吸附力被强弱控制的真空夹头、静电吸附力被强弱控制的静电夹头来代替粘结夹头。
148.在图8(a)、图8(b)所示的转印前的初始状态(搬入工序)下,成为多个微小组件ma的背面的接合部mr通过保持机构d(保持夹头d2、弱粘接面d4)不可移动地排列配置于第二板状部件c的第二对置面cf。
149.接着,在从图9(a)所示的保持工序至图9(b)所示的室压调整工序(差压过程、加压接合过程)中,通过基于流体差压的第一板状部件b的相对接近移动,使第一对置面bf的保持机构d(强粘接面d3)沿厚度方向(z方向)与成为多个微小组件ma的表面的非接合部mf接合而被一体化。
150.之后,在图9(c)所示的室压调整工序(剥离过程)中,通过基于流体差压的第一板状部件b的相对分开移动,将多个微小组件ma的背面(接合部mr)从第二对置面cf的保持机构d(弱粘接面d4)沿厚度方向(z方向)拉开。
151.由此,多个微小结构物m1不改变排列状态进行表背反转而从第二板状部件c转移至第一板状部件b。
152.图11(a)~图11(c)所示的第四实施方式的微小结构物制造装置a4是部分开闭式变压室1这一结构与所述第一实施方式~第三实施方式不同,除此以外的结构与第一实施方式~第三实施方式相同。
153.在图示例中,示出是第二实施方式的分离装置的情况。
154.在箱形腔室14的一部分中开设有出入口10c,利用驱动机构10d,使门扇14a相对于出入口10c进行开关。
155.由此,变压室1的一部分构成为开闭自如且成为密封结构。
156.图12(a)~图12(c)所示的第五实施方式的微小结构物制造装置a5通过变动部2的移动剥离配置于第一板状部件b和第二板状部件c的相互接合的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)这一结构与所述第二实施方式、第三实施方式不同,除此以外的结
构与第二实施方式、第三实施方式相同。
157.在图示例中,示出是第二实施方式的分离装置的情况。
158.能够移动的变动部2由升降通风体22构成,该升降通风体22被支撑为相对于腔室10的第一室内表面10a能够沿z方向往返移动。升降通风体22具有相当于使第一板状部件b的第一非对置面br与第一空间部4连通的第一通风口2b的通风孔2c。
159.例如,升降通风体22由板状部件构成且在其中央开通有一个通风孔2c,该板状部件由硬质合成树脂、金属等无法变形的材料形成为四边板状、圆板状等。升降通风体22的侧面具有滑动部位22a,该滑动部位22a在腔室10的第一室内表面10a与第二室内表面10b之间,沿形成于z方向上的第三室内表面10e,沿z方向往返移动自如且被支撑为气密状。腔室10的第三室内表面10e具有朝向升降通风体22突出的一侧的止挡件10f及另一侧的止挡件10g。沿z方向移动的升降通风体22与一侧的止挡件10f或另一侧的止挡件10g抵接,由此限制升降通风体22的移动范围。升降通风体22使厚度方向(z方向)的前端部作为变位部位2a与被搬入的第一板状部件b的第一非对置面br抵接,由此在升降通风体22与腔室10的第一室内表面10a之间形成第一空间部4。
160.因此,通过基于正压流体5f的流入的变压室1的内压上升和第一空间部4的内压差,升降通风体22沿z方向移动而使第一板状部件b与其变位部位2a一同朝向第一空间部4移动。由此,将第一板状部件b从第二板状部件c拉开。
161.另外,作为升降通风体22的其他例子,虽未图示,但也能够使用具有多个通风孔2c的板状部件、具有多个通风孔2c的多孔质板状部件等代替具有一个通风孔2c的板状部件。
162.进而,也能够变更为如下支撑结构来代替升降通风体22的滑动部位22a被支撑为能够沿第三室内表面10e移动的支撑结构:通过在不锈钢等能够弹性变形的薄板状挠性部件的中央以浮岛状支撑升降通风体22,利用挠性部件的弹性变形,升降通风体22被支撑为能够沿z方向往返移动。在该浮岛状的情况下,通过将挠性部件的外周安装于腔室10的第三室内表面10e,在挠性部件的背面,第一空间部4与变压室1分离而设置成气密状。
163.图13(a)~图13(c)所示的第六实施方式的微小结构物制造装置a6在第一板状部件b、第二板状部件c形成有与内侧间隙e3连通的通孔h这一结构与所述第二实施方式、第三实施方式不同,除此以外的结构与第二实施方式、第三实施方式相同。
164.在图示例中,示出是第二实施方式的分离装置的情况。
165.通孔h在第一板状部件b或第二板状部件c中的任一者或两者以与第一空间部4、第二空间部7分开的方式开通,正压流体5f从变压室1通过通孔h侵入内侧间隙e3。
166.进而,在图示例中,在第一板状部件b与第二板状部件c之间,沿以内侧间隙e3为中心的圆周方向等分别隔着规定间隔并列配置有多个第一接合凹凸部b1及第二接合凹凸部c1,且具有外侧间隙e1和沿以内侧间隙e3为中心的放射方向等直线状通过的多个贯穿间隙(未图示)。
167.在与第一空间部4对置的第一板状部件b的中央开通有通孔h。
168.在与通孔h对置的腔室10的第一室内表面10a形成正压流体5f流通的导入路径5c以与通孔h连通,由此将正压流体5f从导入路径5c的流出口导入至通孔h。
169.并且,与所述第二实施方式同样地,剥离通过变动部2的变形相互接合的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)。然而,导入路径5c的流出口在腔室10的第一室内
表面10a开口,因此需要将从导入路径5c的流出口到通孔h的通路与第一空间部4气密状分离。
170.因此,图示例的变动部2中,除了相当于第一实施方式的弹性通风体21的外侧环状部件23以外,以包围从导入路径5c的流出口到通孔h的通路的方式单独设置有内侧环状部件24。在外侧环状部件23与内侧环状部件24之间形成有第一空间部4。
171.另外,作为弹性通风体21的其他例子,虽未图示,但也能够使用具有多个第一通风口2b的板状部件、具有多个第一通风口2b的多孔质部件等来代替外侧环状部件23、内侧环状部件24。
172.由此,正压流体5f不仅侵入外侧间隙e1,通过导入路径5c、内侧环状部件24的内侧通路、通孔h而也侵入内侧间隙e3,并从内侧间隙e3分别流经多个贯穿间隙(未图示),因此会产生将第一板状部件b与第二板状部件c整体推开的斥力。
173.图14(a)~图14(c)所示的第七实施方式的微小结构物制造装置a7通过温度变化控制成为保持机构d的强粘接面d3、弱粘接面d4的粘接力这一结构与所述第三实施方式不同,除此以外的结构与第三实施方式相同。
174.强粘接面d3、弱粘接面d4由粘结部件构成时,能够通过加热使粘着力增大,且能够通过冷却降低粘着力。
175.在图示例中,通过受到控制部9的运行控制的加热用或冷却用变温部件分别对成为微小组件ma的转印目的地的第一板状部件b的第一对置面bf所具有的强粘接面d3和成为微小组件ma的转印源的第二板状部件c的第二对置面cf所具有的弱粘接面d4两者进行温度控制。
176.在沿z方向与第一板状部件b的第一非对置面br对置的腔室10的第一室内表面10a,第一变温部件g1夹着绝热材料b4设置于强粘接面d3的附近。
177.在沿z方向与第二板状部件c的第二非对置面cr对置的腔室10的第二室内表面10b上,第二变温部件g2夹着绝热材料b5设置于弱粘接面d4的附近。
178.第一变温部件g1、第二变温部件g2具有加热器等的加热功能或制冷剂配管等的冷却功能中的任一者或两者。
179.因此,在图14(b)所示的室压调整工序(差压过程、加压接合过程)中,通过基于流体差压的第一板状部件b的相对接近移动,第一对置面bf的强粘接面d3沿厚度方向(z方向)与多个微小组件ma的表面(非接合部mf)接合时,加热第一变温部件g1。由此,强粘接面d3的粘接力增大而能够牢固地接合多个微小组件ma的表面(非接合部mf)。
180.与此同时,由于利用第二变温部件g2冷却弱粘接面d4,弱粘接面d4的粘接力下降,由此容易从弱粘接面d4剥离多个微小组件ma的背面(接合部mr)。因此,在图14(c)所示的室压调整工序(剥离过程)中,通过基于流体差压的第一板状部件b的相对分开移动,将多个微小组件ma的背面(接合部mr)从弱粘接面d4顺利拉开。其结果,能够控制为比常温时更容易接合及剥离的粘接力,并可以缩短腔室10内的接合或剥离所需的处理时间。
181.并且,作为其他例子,虽未图示,但也能够通过温度变化控制强粘接面d3、弱粘接面d4中的任一个的粘接力。
182.根据这种本发明的实施方式所涉及的微小结构物制造装置a及微小结构物的制造方法,通过在变压室1收容第一板状部件b及第二板状部件c,第一板状部件b的第一非对置
面br与变动部2的变位部位2a变形抵接或移动自如地抵接。因此,第一板状部件b能够相对于腔室10的第一室内表面10a沿厚度方向(z方向)移动。第二板状部件c的第二非对置面cr与保持部3的保持部位3a抵接而支撑于腔室10的第二室内表面10b。
183.在该收容状态下,通过室压调整部5使第一空间部4的内压比变压室1的内压上升更多,由此第一板状部件b与变动部2的变位部位2a一同朝向第二板状部件c移动。因此,在第一板状部件b的第一对置面bf或第二板状部件c的第二对置面cf中的任一者具有凹凸部(非接合凹凸部cu)时,另一者以追随凹凸部(非接合凹凸部cu)的凹凸表面形状的方式被重合,由此通过压力差(流体),第一板状部件b朝向第二板状部件c均等地被加压。
184.并且,通过室压调整部5使变压室1的内压比第一空间部4的内压下降更多,第一板状部件b与变动部2的变位部位2a一同朝向第一空间部4移动。因此,第一板状部件b的第一对置面bf及第二板状部件c的第二对置面cf两者均具有凹凸部(第一接合凹凸部b1,第二接合凹凸部c1)时,从第二板状部件c的凹凸部(第二接合凹凸部c1)拉开第一板状部件b的凹凸部(第一接合凹凸部b1)。
185.因此,能够进行通过内压差的控制变更分离的凹凸部(非接合凹凸部cu)的接合、追加按压及被接合的凹凸部(第一接合凹凸部b1,第二接合凹凸部c1)的分离的反向操作。
186.其结果,与仅具有将模具从被成形物分离的分离功能的以往产品相比,仅通过变更变压室1与第一空间部4的内压差的设定,就能够用作被分离的凹凸部(非接合凹凸部cu)的接合装置、追加按压装置或被接合的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)的分离装置,使用方便性优异。
187.尤其,在被分离的凹凸部(非接合凹凸部cu)的接合、追加按压中,能够沿凹凸部(非接合凹凸部cu)的表面形状均等地加压第一板状部件b。因此,即使在第一板状部件b、第二板状部件c中存在局部厚度不均的情况或在第一板状部件b与第二板状部件c之间将微小结构物m以凹凸状夹持而接合的情况下,也能够以均匀的加压状态接合而不会使压力仅集中于微小结构物m等的凸状部位。由此,能够防止凸状部位的破损,并能够实现高精度的接合、追加按压。
188.进一步优选具有第一板状部件b与第二板状部件c以相互凹凸状接合的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1),控制部9通过室压调整部5的运行使变压室1的内压比第一空间部4的内压上升更多而使第一板状部件b与变动部2的变位部位2a一同朝向第一空间部4移动。
189.此时,通过使变压室1的内压比第一空间部4的内压上升更多,第一板状部件b与变动部2的变位部位2a一同朝向第一空间部4沿厚度方向(z方向)移动。
190.因此,将第一板状部件b的凹凸部(第一接合凹凸部b1)从第二板状部件c的凹凸部(第二接合凹凸部c1)拉开。
191.因此,能够剥离第一板状部件b与第二板状部件c的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)而不使其发生形状变形(倒塌)。
192.其结果,与从转印至被成形物的凹凸图案斜向抽出模具的凹凸图案的以往产品相比,即使凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)的突出量变长,也能够防止伴随剥离发生的形状变形。
193.因此,在包括纳米压印的压印成形等中使用时,能够制作高精度的凹凸图案而不
会使凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)的凹凸图案破损。
194.并且,在从粘结夹头剥离并列配置的微小元件等微小组件ma并进行微小组件ma的移交的输送装置等的情况下,可以进行高精度的移交而不会使微小组件ma破损。
195.进一步优选具备使第一空间部4的内压下降的第一内压调整部6。
196.此时,通过变压室1的内压上升的同时利用第一内压调整部6使第一空间部4的内压下降,变压室1的内压与第一空间部4的内压的压力差变得更大。
197.因此,将变动部2朝向第一空间部4吸引的引力增大。
198.因此,能够顺利地剥离相互凹凸接合的第一板状部件b与第二板状部件c的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)。
199.其结果,可实现剥离能力的提高。
200.尤其,通过室压调整部5(室压用驱动源、室压用控制阀5b)或第一内压调整部6(第一驱动源、第一控制阀6b)中的任一者或两者的运行控制,对变压室1的内压与第一空间部4的内压阶段性地进行相对调整时,能够更顺利地剥离凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)。
201.并且,通过变压室1的内压与第一空间部4的内压的压力差,第一板状部件b的第一非对置面br能够真空吸附于变动部2的变位部位2a。由此,通过变压室1的内压与第一空间部4的内压的压力差,能够吸附保持与变动部2的变位部位2a一同朝向第一空间部4移动的第一板状部件b。
202.进一步优选具备形成于腔室10的第二室内表面10b与保持部3之间的气密状的第二空间部7和使第二空间部7的内压下降的第二内压调整部8。
203.此时,通过变压室1的内压上升的同时或从变压室1的内压上升开始前,使第一空间部4的内压下降,在变压室1的内压与第一空间部4的内压之间产生压力差。
204.因此,第二板状部件c的第二非对置面cr通过压力差真空吸附于保持部3的保持部位3a。由此,第二板状部件c不可移动地吸附保持于保持部位3a。
205.因此,能够将第二板状部件c可靠地固定于保持部3的保持部位3a。
206.其结果,能够可靠地剥离第一板状部件b与第二板状部件c的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)。
207.并且,在第一板状部件b与第二板状部件c之间进一步优选具有从室压调整部5供应至变压室1的流体5f能够侵入的间隙e。
208.此时,由于变压室1与第一空间部4的压力差,会产生将变动部2朝向第一空间部4吸引的引力的同时,从室压调整部5供应至变压室1的正压流体5f侵入间隙e而产生将第一板状部件b与第二板状部件c的凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)相对推开的斥力。
209.因此,通过引力与斥力相互作用,能够更顺利地剥离凹凸部(第一接合凹凸部b1、第二接合凹凸部c1)。
210.其结果,能够进一步提高剥离能力。
211.并且,第一板状部件b或第二板状部件c中的任一者具有强粘接面d3,另一者具有隔着弱粘接面d4装卸自如地并列设置的多个微小结构物m1,控制部9优选以如下方式进行控制:通过室压调整部5的运行,使第一空间部4的内压比变压室1的内压上升更多,由此第
一板状部件b朝向第二板状部件c移动,接着使变压室1的内压比第一空间部4的内压上升更多,由此第一板状部件b朝向第一空间部4移动。
212.此时,通过使第一空间部4的内压比变压室1的内压上升更多,第一板状部件b朝向第二板状部件c移动。因此,第一板状部件b与第二板状部件c靠近,多个微小结构物m1的表面(非接合凹凸部cu)与强粘接面d3接合。
213.接着,通过使变压室1的内压比第一空间部4的内压上升更多,第一板状部件b朝向第一空间部4移动。因此,第一板状部件b从第二板状部件c分离,将多个微小结构物m1的背面(接合部mr)从弱粘接面d4拉开。
214.因此,能够以不改变排列状态的方式对多个微小结构物m1进行表背反转而从第一板状部件b或第二板状部件c中的任一者转移至另一者。
215.其结果,多个微小结构物m1不会破损,可以进行高精度的转移,并且通过表背反转,能够使转移前被接合的多个微小结构物m1的背面(接合部mr)露出。
216.另外,在所述实施方式(第一实施方式~第七实施方式)中,图示例中仅示出了第一板状部件b及第二板状部件c是矩形的情况,但并不限定于此,除了矩形以外,也可以为圆形等。
217.进而,在第二实施方式的图示例中仅示出了微小成形物m2的分体式,但并不限定于此,也可以为第一板状部件b或第二板状部件c中的任一者的整体成为成型模具mb且另一者的整体成为成形基板mc的一体式。
218.并且,在第四实施方式~第六实施方式的图示例中仅示出第二实施方式(分离装置)的变形例,在第七实施方式的图示例中仅示出第三实施方式(转印装置)的变形例,但并不限定于此,第四实施方式~第七实施方式也可以为未图示的第一实施方式(接合装置)、第二实施方式(分离装置)、第三实施方式(转印装置)。
219.在这种情况下,也可获得与所述第一实施方式~第七实施方式相同的作用、优点。
220.符号说明
221.a-微小结构物制造装置,1-变压室,2-变动部,2a-变位部位,3-保持部,3a-保持部位,4-第一空间部,5-室压调整部,5f-流体,6-第一内压调整部,7-第二空间部,8-第二内压调整部,9-控制部,10a-第一室内表面,10b-第二室内表面,b-第一板状部件,b1-凹凸部(第一接合凹凸部),bf-第一对置面,br-第一非对置面,c-第二板状部件,c1-凹凸部(第二接合凹凸部),cf-第二对置面,cr-第二非对置面,cu-凹凸部(非接合凹凸部),d3-强粘接面,d4-弱粘接面,e-间隙。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。