1.本实用新型涉及自动化加工领域,具体涉及一种料垛自动化转运装置。
背景技术:
2.伴随人工成本的逐渐提高,生产加工自动化是必然趋势。在自动化加工领域里流水线生产是最常见的加工模式,而在流水线生产中上下料的自动化实现难度较大。例如如何将工件有序的放入生产线中,并有序的从生产线取下。
3.一种常见的形式为以料盒有序盛放工件,并以料垛的形式执行放入生产线和从生产线取下的操作。而由于料垛的重量较大,常以叉车等形式转运,严重限制了转运效率和自动化程度。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种料垛自动化转运装置,可以高效自动化的实现料垛的水平和竖直转运,转运过程稳定可靠。
5.为了解决上述技术问题,本实用新型提供的技术方案如下:一种料垛自动化转运装置,包括两个料垛转运执行组件,所述的料垛转运执行组件包括转运支架、托举单元、及驱动转运支架水平运动的第一驱动单元;所述的托举单元设置在转运支架上,所述的转运支架上还设有驱动托举单元竖直运动的第二驱动单元;
6.所述的托举件位于转运支架一侧,两个所述料垛转运执行组件的托举件相对设置,且两个所述的料垛转运执行组件之间形成料垛空间;还包括驱动两个所述料垛转运执行组件的托举件相对运动的第三驱动单元;
7.工作时,两个所述料垛转运执行组件的第一驱动单元同步工作,两个所述料垛转运执行组件的第二驱动单元同步工作。
8.料垛转运操作时,将料垛送入料垛空间内,第三驱动单元工作驱动两个托举件相互靠近,并对料垛进行托举夹持,然后第一驱动单元和第二驱动单元配合将料垛沿水平方向和竖直方向运动至预设位置,实现料垛的转运。
9.由于工作过程中,两个第一驱动单元同步工作,两个第二驱动单元同步工作,料垛的转运过程稳定可靠。
10.作为优选,所述的第一驱动单元包括第一导轨和第一驱动件,所述的转运支架设置在第一导轨上,所述的第一驱动件驱动转运支架沿第一导轨运动;
11.所述的托举单元沿竖直方向滑动设置在转运支架上,所述的第二驱动件包括设置在转运支架上的第二驱动件。
12.作为优选,还包括滑动安装座,所述的滑动安装座设置在第一导轨上;
13.所述的第三驱动单元包括设置在滑动安装座上的第三导轨和第三驱动件,所述的转运支架与第三导轨滑动连接,所述的第三驱动件驱动转运支架沿第三导轨运动;
14.所述的第一导轨与第三导轨不平行。
15.作为优选,还包括用于限制托举件沿第一导轨运动范围的第一限位组件、沿第二导轨运动范围的第二限位组件、及沿第三导轨运动范围的第三限位组件。
16.作为优选,所述的托举件上设有限位槽,两个所述料垛转运执行组件上托举件的限位槽相对设置,所述限位槽的上侧和外侧开口。
17.作为优选,所述的第一驱动件、第二驱动件和第三驱动单元为气缸或液压缸;还包括第一控制阀,第二控制阀和第三控制阀,其中所述的第一控制阀同时控制两个料垛转运执行组件中第一驱动单元的工作状态,第二控制阀同时控制两个料垛转运执行组件中第二驱动单元的工作状态,第三控制阀同时控制两个料垛转运执行组件中第三驱动单元的工作状态。
附图说明
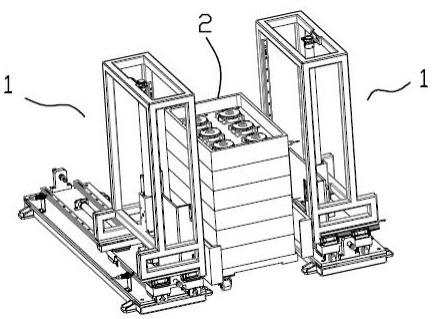
18.图1为本实施例料垛自动化转运装置位于第一位置状态时的结构示意图;
19.图2为本实施例料垛自动化转运装置位于第二位置状态时的结构示意图;
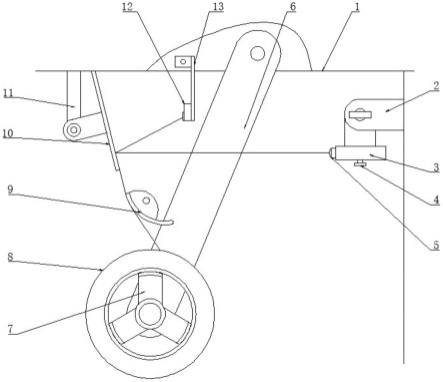
20.图3为本实施例料垛自动化转运装置中料垛转运执行组件位于第一位置状态时的结构示意图;
21.图4为本实施例料垛自动化转运装置中料垛转运执行组件位于第二位置状态时的结构示意图;
22.图5为本实施例料垛自动化转运装置中料垛转运执行组件的后侧视图;
23.图6为本实施例料垛自动化转运装置中托举件的结构示意图;
24.图7为本实施例料垛自动化转运装置的使用状态图。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
实施例
26.如图1和图2所示,一种料垛自动化转运装置,包括两个料垛转运执行组件1。如图3-图6所示,所述的料垛转运执行组件1包括转运支架12、托举单元、及驱动转运支架12水平运动的第一驱动单元13。所述的托举单元设置在转运支架12上,所述的转运支架12上还设有驱动托举单元竖直运动的第二驱动单元14。
27.如图3-图6所示,所述的托举件11位于转运支架12一侧,两个所述料垛转运执行组件1的托举件11相对设置,且两个所述的料垛转运执行组件1之间形成料垛空间。还包括驱动两个所述料垛转运执行组件1的托举件11相对运动的第三驱动单元15。
28.如图6所示,所述的托举件11上设有限位槽111,两个所述料垛转运执行组件1上托举件11的限位槽111相对设置,所述限位槽111的上侧和外侧开口,转运时,料垛底部始于限位槽111内。
29.工作时,两个所述料垛转运执行组件1的第一驱动单元13同步工作,两个所述料垛转运执行组件1的第二驱动单元14同步工作。
30.具体的,所述的第一驱动件、第二驱动件和第三驱动单元15为气缸或液压缸;还包括第一控制阀,第二控制阀和第三控制阀,其中所述的第一控制阀同时控制两个料垛转运执行组件1中第一驱动单元13的工作状态,第二控制阀同时控制两个料垛转运执行组件1中第二驱动单元14的工作状态,第三控制阀同时控制两个料垛转运执行组件1中第三驱动单元15的工作状态。
31.如图1、图2和图7所示,料垛2转运操作时,将料垛2送入料垛空间内,第三驱动单元15工作驱动两个托举件11相互靠近,并对料垛2进行托举夹持,然后第一驱动单元13和第二驱动单元14配合将料垛2沿水平方向和竖直方向运动至预设位置,实现料垛2的转运。
32.由于工作过程中,两个第一驱动单元13同步工作,两个第二驱动单元14同步工作,料垛的转运过程稳定可靠。
33.具体的,所述的第一驱动单元13包括第一导轨和第一驱动件,所述的转运支架12设置在第一导轨上,所述的第一驱动件驱动转运支架12沿第一导轨运动。所述的托举单元沿竖直方向滑动设置在转运支架12上,所述的第二驱动件包括设置在转运支架12上的第二驱动件。
34.具体的,还包括滑动安装座16,所述的滑动安装座16设置在第一导轨上。所述的第三驱动单元15包括设置在滑动安装座16上的第三导轨和第三驱动件,所述的转运支架12与第三导轨滑动连接,所述的第三驱动件驱动转运支架12沿第三导轨运动。所述的第一导轨与第三导轨不平行。
35.进一步的,还包括用于限制托举件11沿第一导轨运动范围的第一限位组件、沿第二导轨运动范围的第二限位组件、及沿第三导轨运动范围的第三限位组件。第一限位组件、第二限位组件和第三限位组件可以为形成开关或接近开关。
36.总之,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。