一种铜带喷码机
【技术领域】
1.本实用新型涉及金属带加工技术领域,尤其涉及一种铜带喷码机。
背景技术:
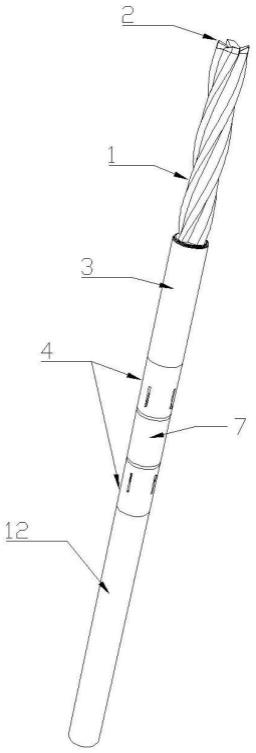
2.铜管加工的盘管工艺中,需要将铜管绕制成长度较短的卷料,这些卷料在拉拔生产和绕制过程中产生了冷作硬化,一般需要经过退火软化后才能够正常弯曲使用,而临时捆扎这些卷料的材料一般选择铜带,为了便于识别这些卷料的身份信息(长度、规格),人工在卷料上张贴条码标签,以便在进入退火炉前分辨每一卷料的身份信息,黏贴在铜管卷上的纸质标签并不能进入退火炉,因为高温和低压环境将会将其氧化,在炉内产生污染。工人需要在上料时登记每一卷铜管的位置信息,以便在完成退火后的下料过程中重新给这些铜管匹配身份信息,这样的操作一旦发生纰漏,将有可能影响整批次物料的信息匹配,现有的铜带多收卷在料盘中,使用时需要先将铜带校直,然后经过人工定长裁剪后,才能对铜管卷料进行捆扎,人工加工效率低下。
技术实现要素:
3.本实用新型所要解决的技术问题在于克服现有技术的不足而提出一种铜带喷码机,解决了现有的铜管卷料在通过铜带捆扎退火前,需要人工记录相应卷料的身份信息而容易出现生产纰漏的问题以及人工裁剪铜带效率差的问题。
4.为解决上述技术问题,本实用新型采用如下技术方案:一种铜带喷码机,包括机架,所述机架上设有输送架,所述输送架的一端连接有用于收卷铜带的料盘,所述输送架的另一端设有气动剪刀,所述输送架上间隔设置有输送机构和轿直机构,所述输送机构用于对所述铜带进行滚压输送以进入到气动剪刀中,所述轿直机构用于对铜带进行挤压轿直,所述输送架上设有编码器和控制器,所述编码器用于在输送机构对铜带输出达到预定长度时通过控制器启动气动剪刀对所述铜带进行裁剪,所述输送架上设有喷码器,以用于所述编码器在输送机构对铜带输送时对所述铜带进行喷码标识。
5.在上述一种铜带喷码机中,所述输送机构包括垂直方向设置在输送架内的上滚轮和下滚轮,所述下滚轮由所述输送架外侧的电机驱动,所述上滚轮的两端转动连接在滑块上,所述输送架的侧壁设有供所述滑块垂直滑动的滑槽,所述滑块的上端固设有插杆,所述插杆的上端延伸至输送架的顶部设有连接杆,所述滑块与所述滑槽的顶壁之间设有套设在插杆上的弹簧,所述弹簧用于抵紧滑块以使上滚轮与下滚轮贴合,所述编码器与所述下滚轮同轴。
6.在上述一种铜带喷码机中,所述轿直机构包括设置在输送架内的轿直架,所述轿直架上铰接有可盖合到轿直架上的轿直板,所述轿直板与轿直架盖合以形成可穿过铜带的轿直区域。
7.在上述一种铜带喷码机中,所述轿直板的上端一侧铰接有卡扣,所述输送架的上端设有与所述卡扣形成扣合的卡环。
8.在上述一种铜带喷码机中,所述料盘通过支架安装于所述机架的一端,所述输送架和料盘之间设有引导铜带进入到输送机构的过滤嘴。
9.在上述一种铜带喷码机中,所述喷码器包括喷码主机和与所述喷码主机连接的喷码枪,所述喷码枪设置输送架的上端,所述喷码主机通过滑轨滑动设置在所述机架内。
10.在上述一种铜带喷码机中,所述轿直机构在输送架内的垂直高度小于所述输送机构在输送架上的垂直高度。
11.本实用新型的有益效果:
12.本实用新型中,通过输送架的两端设置料盘以及气动剪刀,并在输送架上设置对铜带进行输送的输送机构以及对铜带进行校直的轿直机构,并在输送架上设置编码器,并利用编码器在检测输送装置对管道运动时,通过启动喷码器以对铜带进行喷码以标识相应的卷料信息,这样无需人工在卷料退火时,手动记录相应的卷料信息,直接在铜带上标识相应条形码,避免人工检测容易出现纰漏问题,同时当铜带在输送架上输送达到预定长度时,能通过气动剪刀对铜带进行定长裁剪,而无需人工手动对管道进行定长,减少人力,提高生产效果。
13.本实用新型中,通过输送机构对铜带进行输送,同时配合轿直机构对铜带进行矫正,轿直后通过编码器测长后直接通过气动剪刀进行裁剪,实现了铜带的轿直定长裁剪的一体化进行,有效提高的生产效率。
14.进一步的方案,所述输送机构包括垂直方向设置在输送架内的上滚轮和下滚轮,所述下滚轮由所述输送架外侧的电机驱动,所述上滚轮的两端转动连接在滑块上,所述输送架的侧壁设有供所述滑块垂直滑动的滑槽,所述滑块的上端固设有插杆,所述插杆的上端延伸至输送架的顶部设有连接杆,所述滑块与所述滑槽的顶壁之间设有套设在插杆上的弹簧,所述弹簧用于抵紧滑块以使上滚轮与下滚轮贴合,所述编码器与所述下滚轮同轴相连。上滚轮通过滑块滑动设置在滑槽内,进而可以改变上滚轮和下滚轮之间间距,以适应不同规格的铜带进行辊压轿直,同时滑块与弹簧内壁之间通过弹簧弹性加载,保证了上滚轮和下滚轮的紧密贴合便于铜带进行滚压输送,编码器与下滚轮同轴连接,便于电动驱下滚轮转动时,同步带动编码器进行转动,以测量下滚轮的对铜带的输送速度以及长度。
15.进一步的方案,所述轿直机构包括设置在输送架内的轿直架,所述轿直架上铰接有可盖合到轿直架上的轿直板,所述轿直板与轿直架盖合以形成可穿过铜带的轿直区域。轿直板通过盖合到轿直架上,进而在铜带通过轿直区域时,能够利用轿直板对铜带进行挤压,进而克服铜带因收卷产生的挠性。
16.进一步的方案,所述轿直板的上端一侧铰接有卡扣,所述输送架的上端设有与所述卡扣形成扣合的卡环。卡扣与卡环扣合时,便于在轿直板围绕轿直架打开时,位置轿直板的开启状态,便于从轿直架上放取铜带。
17.进一步的方案,所述料盘通过支架安装于所述机架的一端,所述输送架和料盘之间设有引导铜带进入到输送机构的过滤嘴。过滤嘴设置有利于对铜带进行限位。
18.进一步的方案,所述喷码器包括喷码主机和与所述喷码主机连接的喷码枪,所述喷码枪设置输送架的上端,所述喷码主机通过滑轨滑动设置在所述机架内。喷码主机滑动设置在机架内,便于对喷码主机进行维护。
19.进一步的方案,所述轿直机构在输送架内的垂直高度小于所述输送机构在输送架
上的垂直高度。轿直机构的设置高度低于输送机构时,这样使铜带依次通过多个轿直机构和输送机构时,能够形成弯折的运动曲线,而弯折方向与铜带的挠性方向相反,进一步克服铜带挠性,提高铜带轿直效果。
20.本实用新型的这些特点和优点将会在下面的具体实施方式、附图中详细的揭露。
【附图说明】
21.下面结合附图对本实用新型做进一步的说明:
22.图1为本实用新型实施例的结构示意图;
23.图2为本实用新型实施例的结构示意图;
24.图3为本实用新型实施例的轿直机构结构示意图;
25.图4为本实用新型实施例的输送架结构示意图;
26.图5为本实用新型实施例的输送机构结构示意图。
27.附图标记:
28.100机架、110滑轨、120喷码主机、121喷码枪;
29.200料盘、210过渡嘴;
30.300输送架、310输送机构、311连接杆、3120上滚轮、3121下滚轮、313 滑块、314滑槽、315插杆、316弹簧、320轿直机构、321轿直架、322轿直板、 323安装杆、324卡扣、325卡环;
31.400电机、410编码器、420控制面板、430气动剪刀。
【具体实施方式】
32.下面结合本实用新型实施例的附图对本实用新型实施例的技术方案进行解释和说明,但下述实施例仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其他实施例,都属于本实用新型的保护范围。
33.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
34.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
35.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
36.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
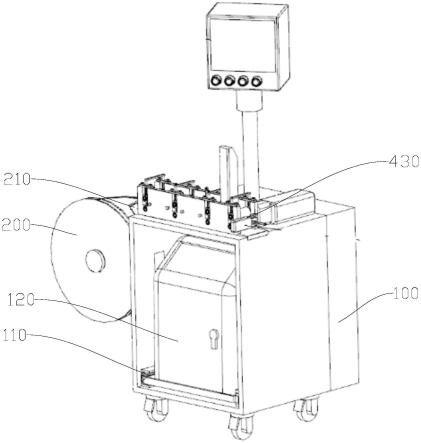
37.参照图1、2和4,本实用新型实施例提出的一种铜带喷码机,包括机架100,机架100上端设置加工台,加工台上端沿机架100长度方向设置输送架300,输送架300的侧面设有与控制器连接的控制面板420,加工台的底部位于机架100 内设有空腔,空腔内通过滑轨110设置有喷码主机120,输送架300两端位于机架100的长度方向的两端分别设有料盘200和气动剪刀430,输送架300内沿着机架100长度方向依次交错设有输送机构310和轿直机构320,收卷在料盘200 中的铜带一端插入到输送架300内,并在输送机构310和轿直机构320的输送下通过输送架300进入到气动剪刀430中,输送架300上设有检测输送机构310对铜带输送速度以及输送长度检测的编码器410,编码器410检测到输送机构310 对铜带输送时,喷码主机120从编码器410获得了铜带运动的信号,命令喷码枪 121根据当前速度,在运动的铜带上喷出正确的条码,铜带运行达到指定长度时,控制器启动气动剪刀430自动将铜带剪断,进而完成对铜带的喷码和定长裁剪,自动化程度高,节省人力物理。
38.本实施例中,可以在料盘200和输送架300之间设置过滤嘴210,过滤嘴210 具有弧形引导槽,当铜带通过料盘200进入到输送架300内时,通过弧形引导槽对铜带位置进行限制,以使铜带能稳定通过料盘200流入到料盘200中。
39.本实施例中,参照图5,输送机构310包括垂直方向设置在输送架300内的上滚轮3120和下滚轮3121,下滚轮3121由输送架300外侧的电机400驱动,电机400由控制器控制启动,上滚轮3120的两端转动连接在滑块313上,输送架 300的侧壁设有供滑块313垂直滑动的滑槽314,滑槽314垂直方向开设在输送架300上,以在滑块313沿着滑动滑动时,能够调节上滚轮3120和下滚轮3121 之间间距,滑块313的上端固设有插杆315,插杆315的上端延伸至输送架300 的顶部设有连接杆311,滑块313与滑槽314的顶壁之间设有套设在插杆315上的弹簧316,由于弹簧316的两端分别抵接在滑槽314的端部和滑块313上,进而利用弹簧316的弹力,挤压滑块313始终处于滑槽314的底部,以使上滚轮 3120和下滚轮3121之间保持紧密贴合。
40.本实施例中,多个下滚轮3121之间可以通过链条或者齿轮联动,以实现单个下滚轮3121转动时,能够同步带动多个下滚轮3121转动,而编码器410与下滚轮3121同轴相连,进而可以准确测量下滚轮3121的转速以及测量出下滚轮 3121和上滚轮3120对铜带的输送速度以及输送长度。
41.本实施例中,参照图3,轿直机构320包括设置在输送架300内的轿直架321,轿直架321的上端铰接有轿直板322,轿直板322一侧通过铰链与轿直架321铰接,当输送机构310对铜带进行运输时,轿直架321上设有通槽,轿直板322盖合到轿直板322上时,对通槽上端进行盖合以形成通过铜带的轿直区域,铜带穿过轿直区域时,受到轿直板322和轿直架321的抵触压制,进而克服铜带因收卷而产生的挠性。
42.本实施例中,参照图3,轿直架321可以在侧面设置安装杆323,利用插杆 323贯穿
输送架300以实现轿直架321与输送架300的连接。
43.本实施例中,轿直板322和轿直架321在盖合后,二者可以通过贴合吸合方式保持二者的盖合状态,也可以通过卡扣324扣合方式,或者螺钉固定方式保持二者的盖合,优选的,在轿直板322侧面以及轿直架321侧面设置磁铁,利用两个磁铁相互吸附,进而维持二者的盖合状态,同时磁铁吸附便于对轿直板322 和轿直架321进行分离。
44.进一步的,参照图3,可以在轿直板322上铰接有挂钩,而在输送架300上设有与挂钩配合的卡环325,这样当轿直板322相对轿直架321打开时,能够通过挂钩扣合到卡环325上,进而维持轿直板322与轿直架321的拆分状态,同时为了避免挂钩在轿直板322盖合时,挂钩因失去卡环325限制而随意摆动,可以在轿直架321远离挂钩铰接处设置限位柱,利用挂钩端部套设在限位柱上,进而对轿直板322盖合时,对挂钩的位置进行限定。
45.基于上述实施例,轿直架321的轿直区域的高度小于上滚轮3120和下滚轮 3121对铜带的滚压输送高度,这样能够使铜带在依次通过上滚轮3120和下滚轮 3121形成的滚压区域以及轿直区域后,使铜带的在输送架300内的输送轨迹出现弧形弯折,利用该铜带的弯折方向与铜带因收卷的挠性方向相反,进而对铜带因收卷而产生的挠性进行矫正,提高铜带的轿直效果。
46.本实施例具体使用时,料盘200中的铜带插入到上滚轮3120和下滚轮3121 之间,然后在电机400驱动下滚轮3121转动,由于弹簧316始终抵接滑块313 上,而上滚轮3120两端转动连接在滑块313上,这样在弹簧316的作用下,上滚轮3120始终贴合下滚轮3121以对铜带进行压紧输送,然后下滚轮3121穿过轿直架321上的轿直区域然后再进入到下个上滚轮3120和下滚轮3121之间,如此通过多个轿直架321和上滚轮3120和下滚轮3121的滚压输送,完成对铜带的校直,当下滚轮3121转动对铜带进行滚动输送时,同步带动编码器410动作,喷码主机120从编码器410获得了铜带运动的信号,命令喷码枪121根据当前速度,在运动的铜带上喷出正确的条码,同时编码器410同步检测出下滚轮3121 转动时对铜带的输送距离,当铜带长度达到预定长度时,控制器控制气动剪刀 430动作对管道进行裁剪,如何往复实现对铜带的矫直、定长裁剪工作,提高生产效率。
47.本实用新型中,控制器采用plc控制器,plc与信息系统mes之间具备相互通讯能力,mes也能将喷码信息单向传递给喷码机,但是plc和喷码机之间并无通讯,仅有通过编码器410判断是否喷码的逻辑开关,当完成一卷铜管的绕制后,mes将这一卷物料的相关资讯绑定一个数据编号,并将这个数据编号发送给喷码机用于生成条码,plc同时接到这个数据编号但不读取,向mes反馈一个信号以告知自己已经收到了数据,mes收到plc的确认信号,向plc发送启动信号,plc收到启动信号开始通过驱动电机400动作,并通过上滚轮3120 和下滚轮3121驱动铜带前进,这个过程通过编码器410触发喷码机进行喷码,铜带达到预定长度时,控制器控制气动剪刀430对铜带进行裁剪,铜带打印结束,所有信号点复位,等待下一次作业。
48.以上,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,熟悉该本领域的技术人员应该明白本实用新型包括但不限于附图和上面具体实施方式中描述的内容。任何不偏离本实用新型的功能和结构原理的修改都将包括在权利要求书的范围中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。