1.本实用新型涉及一种轧辊淬火设备,特别涉及一种改进的轧辊淬火设备,属于淬火设备领域。
背景技术:
2.轧辊主要由辊身、辊颈和轴头三部分组成。辊身是实际参与轧制金属的轧辊中间部分,它具有光滑的圆柱形或带轧槽的表面。辊颈安装在轴承中,并通过轴承座和压下装置把轧制力传给机架。传动端轴头通过连接轴与齿轮座相连,将电动机的转动力矩传递给轧辊。轧辊在轧机机架中可呈二辊、三辊、四辊或多辊形式排列。
3.现有的轧辊淬火设备一般为淬火池,因此只能对轧辊进行整体淬火,但是一些轧辊为了提升性能,以及使得轧辊内部的应力进行释放,需要对轧辊进行分段连续淬火。
技术实现要素:
4.本实用新型轧辊淬火设备公开了新的方案,采用电磁感应加热圈组与冷却装置配合对轧辊进行分段连续淬火的淬火设备方案,解决了现有同类产品采用整体淬火方式,无法实现分段连续淬火的问题。
5.本实用新型一种轧辊淬火设备包括设备安装支架,设备安装支架上设有轧辊定位机构、分段淬火机构,轧辊定位机构上固设有轧辊,分段淬火机构包括淬火驱动电机,淬火驱动电机的输出端与淬火驱动丝杆传动连接,淬火驱动丝杆与淬火驱动滑块形成螺纹传动连接,淬火驱动滑块与电磁感应加热圈组、冷却装置连接,电磁感应加热圈组套设在轧辊的外围,淬火驱动丝杆通过淬火驱动滑块带动电磁感应加热圈组沿轧辊的轴向运动,电磁感应加热圈组加热轧辊的轴向选定段,冷却装置冷却淬火轧辊的轴向选定段。
6.进一步,本方案的淬火驱动滑块与设备安装支架上的淬火直导轨形成导向滑动连接,淬火驱动电机通过淬火驱动丝杆驱动淬火驱动滑块沿淬火直导轨运动。
7.进一步,本方案的轧辊定位机构包括顶压定位块甲、顶压定位块乙,顶压定位块甲与定位驱动丝杆形成螺纹传动连接,定位驱动丝杆与定位驱动电机传动连接,顶压定位块甲与轧辊的一端压紧连接,轧辊的另一端与设在设备安装支架上的顶压定位块乙压紧连接,顶压定位块甲与顶压定位块乙配合压紧定位轧辊。
8.更进一步,本方案的顶压定位块甲与设备安装支架上的定位直导轨形成导向滑动连接,定位驱动电机通过定位驱动丝杆驱动顶压定位块甲沿定位直导轨运动。
9.更进一步,本方案的顶压定位块甲包括定位块壳体,定位块壳体内设有定位块甲,定位块甲与顶压位置调节丝杆形成螺纹传动连接,顶压位置调节丝杆与调节驱动电机传动连接,顶压位置调节丝杆带动定位块甲沿定位驱动丝杆的径向运动,伸出定位块壳体的定位块甲的一端与顶压定位块乙配合压紧定位轧辊。
10.进一步,本方案的冷却装置包括淬火冷却单元、加热圈组冷却单元,淬火冷却单元包括淬火液喷嘴,淬火液喷嘴与外部淬火液供给装置连通,淬火液通过淬火液喷嘴喷射至
轧辊的冷却淬火处,加热圈组冷却单元与电磁感应加热圈组形成导热连接。
11.本实用新型轧辊淬火设备采用电磁感应加热圈组与冷却装置配合对轧辊进行分段连续淬火的淬火设备方案,具有分段连续淬火,轧辊淬火性能更好的特点。
附图说明
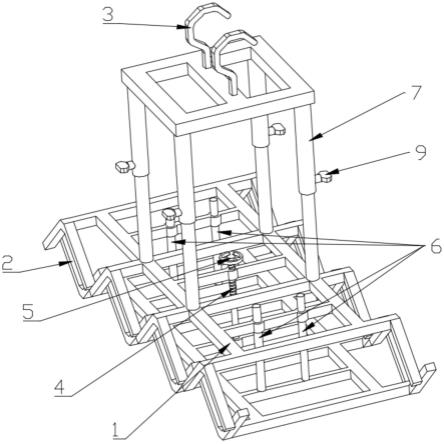
12.图1是轧辊淬火设备的示意图。
13.其中,
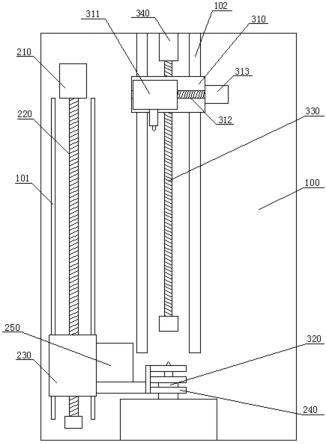
14.100是设备安装支架,101是淬火直导轨,102是定位直导轨,
15.210是淬火驱动电机,220是淬火驱动丝杆,230是淬火驱动滑块,240是电磁感应加热圈组,250是冷却装置,
16.310是顶压定位块甲,311是定位块甲,312是顶压位置调节丝杆,313是调节驱动电机,320是顶压定位块乙,330是定位驱动丝杆,340是定位驱动电机。
具体实施方式
17.如图1所示,本实用新型一种轧辊淬火设备包括设备安装支架,设备安装支架上设有轧辊定位机构、分段淬火机构,轧辊定位机构上固设有轧辊,分段淬火机构包括淬火驱动电机,淬火驱动电机的输出端与淬火驱动丝杆传动连接,淬火驱动丝杆与淬火驱动滑块形成螺纹传动连接,淬火驱动滑块与电磁感应加热圈组、冷却装置连接,电磁感应加热圈组套设在轧辊的外围,淬火驱动丝杆通过淬火驱动滑块带动电磁感应加热圈组沿轧辊的轴向运动,电磁感应加热圈组加热轧辊的轴向选定段,冷却装置冷却淬火轧辊的轴向选定段。
18.上述方案采用电磁感应加热圈组与冷却装置配合对轧辊进行分断连续淬火的淬火设备方案,利用淬火驱动滑块230带动电磁感应加热圈组240、冷却装置250沿轧辊轴向运动,电磁感应加热圈组240对轧辊上轴向选定的段进行电磁感应加热处理,冷却装置250对该段进行冷却淬火处理,从而实现了分段连续淬火的技术目的,满足了轧辊内部应力释放的工艺要求,提高了轧辊的淬火质量。
19.为了实现淬火驱动滑块运动的稳定性,如图1所示,本方案的淬火驱动滑块与设备安装支架上的淬火直导轨形成导向滑动连接,淬火驱动电机通过淬火驱动丝杆驱动淬火驱动滑块沿淬火直导轨运动。
20.为了实现轧辊定位机构的功能,如图1所示,本方案的轧辊定位机构包括顶压定位块甲、顶压定位块乙,顶压定位块甲与定位驱动丝杆形成螺纹传动连接,定位驱动丝杆与定位驱动电机传动连接,顶压定位块甲与轧辊的一端压紧连接,轧辊的另一端与设在设备安装支架上的顶压定位块乙压紧连接,顶压定位块甲与顶压定位块乙配合压紧定位轧辊。
21.基于以上方案,为了实现顶压定位块甲运动的稳定性,如图1所示,本方案的顶压定位块甲与设备安装支架上的定位直导轨形成导向滑动连接,定位驱动电机通过定位驱动丝杆驱动顶压定位块甲沿定位直导轨运动。同时,为了满足根据轧辊的具体情况灵活调节顶压定位位置,如图1所示,本方案的顶压定位块甲包括定位块壳体,定位块壳体内设有定位块甲,定位块甲与顶压位置调节丝杆形成螺纹传动连接,顶压位置调节丝杆与调节驱动电机传动连接,顶压位置调节丝杆带动定位块甲沿定位驱动丝杆的径向运动,伸出定位块壳体的定位块甲的一端与顶压定位块乙配合压紧定位轧辊。
22.为了实现冷却装置的功能,同时为轧辊、电磁感应加热圈组进行冷却处理,本方案的冷却装置包括淬火冷却单元、加热圈组冷却单元,淬火冷却单元包括淬火液喷嘴,淬火液喷嘴与外部淬火液供给装置连通,淬火液通过淬火液喷嘴喷射至轧辊的冷却淬火处,加热圈组冷却单元与电磁感应加热圈组形成导热连接。
23.本方案公开了一种淬火设备,解决了现有的轧辊淬火设备无法分段连续淬火的问题。
24.如图1所示,设备安装支架100竖向设置,设备安装支架中部设置轧辊定位机构,轧辊定位机构的下方设置顶压定位块乙320,轧辊定位机构包括定位驱动电机340、定位驱动丝杆330、定位直导轨102、顶压定位块甲310、定位块甲311,定位驱动电机340驱动定位驱动丝杆330转动,带动顶压定位块甲310沿着定位直导轨102上下移动,使得定位块甲311上下移动,同时,调节驱动电机313驱动顶压位置调节丝杆312转动,带动定位块甲311左右移动,配合顶压定位块乙320,可以将轧辊竖向固定。
25.设备安装支架100的一侧设置分段淬火机构,分段淬火机构包括淬火驱动电机210、淬火驱动丝杆220、淬火直导轨101、淬火驱动滑块230,淬火驱动电机210驱动淬火驱动丝杆220转动,带动淬火驱动滑块230沿着淬火直导轨101连续从下至上移动,淬火驱动滑块230上设置冷却装置250和电磁感应加热圈组240,电磁感应加热圈组240用于电磁感应加热轧辊需要淬火的区域,电磁感应加热圈组240与高压装置电连接。
26.冷却装置250具有两个冷却循环,一个冷却循环直接喷出淬火液,对淬火区域进行淬火,另一个冷却循环位于高压装置和电磁感应加热圈组240外围,为高压装置和电磁感应加热圈组240降温,保障电磁感应加热圈组240能持续工作,实现连续分段淬火。
27.本方案设置轧辊定位机构,使得轧辊竖直设置,配合分段淬火机构,使得电磁感应加热圈组240能够连续的向上移动升至需要淬火的区域并进行加热,实现对轧辊的连续分段加热。
28.本方案设置冷却装置250,冷却装置250可以直接喷出淬火液,又对高压装置和电磁感应加热圈组240进行降温,使得电磁感应加热圈组240能够长时间工作,实现对轧辊的连续淬火。
29.本方案公开的机构、零部件等除有特别说明外,均可以采用本领域公知的通用、惯用的方案实现。本方案轧辊淬火设备并不限于具体实施方式中公开的内容,实施例中出现的技术方案可以基于本领域技术人员的理解而延伸,本领域技术人员根据本方案结合公知常识作出的简单替换方案也属于本方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。