1.本发明涉及轮胎的制造,更具体地,涉及在固化轮胎的步骤期间所使用的固化模具的领域。
背景技术:
2.轮胎的制造包括固化步骤,在所述固化步骤期间生胎被模制和硫化,以获得具有给定机械特性、几何形状和外观的轮胎。轮胎在固化模具中固化。生胎被压在模具上,以在所述生胎上模制模具的内表面,从而形成轮胎的外表面。特别地,模具包括旨在于轮胎的胎面上形成胎面图案的衬里。
3.衬里的径向内表面具有凹陷和突出的图案。在众所周知的方式中,突出图案具有紧凑排列或纵向的形状。例如,纵向形状的图案由用于在轮胎的胎面图案中模制沟槽的厚度大于2mm的刀槽花纹刀片形成,或者由用于模制孔隙的厚度小于或等于2mm的各种形状的刀槽花纹刀片形成。所述图案在衬里的径向内表面上周向和/或横向地延伸。
4.纵向形状的突出图案有时以弯曲的方式延伸,并且以不同的倾角在衬里上规则地相交。因此,所形成的交叉部具有复杂且独特的形状。这些交叉部中的一些部分地界定凹陷图案,在所述凹陷图案中生胎的橡胶被模制和硫化。这导致轮胎的胎面图案具有不是非常有利的突出图案。例如,图3示出了这样的结果:在胎面图案中,倒置的y形刀槽花纹刀片和其上布置有隆起的刀槽花纹刀片的交叉部的模制。因此,所形成的突起物为能够在轮胎行驶时被拉出并且造成不规则磨损的薄的橡胶舌片。
技术实现要素:
5.本发明的目的是克服现有技术的缺陷,并且提供一种用于在提高轮胎性能的同时,能够改善轮胎的模制质量的新型解决方案。
6.为此,本发明提供一种用于轮胎的固化模具的衬里元件,其形成模制表面,所述模制表面包括凹陷和突出的图案,第一突出图案界定第一凹陷图案,第二突出图案与第一突出图案形成交叉部,所述交叉部部分地界定至少一个第二凹陷图案,所述第二凹陷图案相对于第一凹陷图案突出。根据本发明,衬里元件具有用来填充第二凹陷图案的模制元件。
7.因此,第二凹陷图案通过模制元件来填充。因此,轮胎的胎面图案不具有非常不利或者无用的形状,例如薄的橡胶舌片。
8.优选地,第一突出图案和第一凹陷图案具有纵向形状。
9.有利地,第一突出图案通过具有叉状物形式的横截面的第一刀槽花纹刀片来形成。
10.优选地,第二突出图案由第二刀槽花纹刀片和沿第二刀槽花纹刀片的径向内部轮廓延伸的隆起形成。
11.对于衬里元件包括y形刀槽花纹刀片和带有隆起的刀槽花纹刀片的交叉部,本发明是特别有利的。
12.根据第一变体,所述模制元件与第一刀槽花纹刀片是一体的。这样的设计便于制造和安装。
13.优选地,第二刀槽花纹刀片和隆起具有槽形式的组装装置,第一刀槽花纹刀片旨在插入所述组装装置中。
14.根据第二变体,所述模制元件与第二刀槽花纹刀片和隆起是一体的。
15.优选地,第二凹陷图案形成舌片,所述舌片中部的厚度小于5mm,并且更优选小于2.5mm。
16.根据第二主题,本发明提供一种用于制造轮胎的方法,包括在具有根据本发明的第一主题的衬里元件的用于轮胎的固化模具中固化的步骤。
17.根据第三主题,本发明提供一种旨在安装于车轮的轮辋上的轮胎,其特征在于,所述轮胎通过根据本发明的第二主题的制造方法来获得。
附图说明
18.通过基于以下附图的说明书的其余部分,将更好地理解本发明:
[0019]-图1为固化模具的某些元件的径向截面图;
[0020]-图2为图1中模具的衬里的某些元件的立体图;
[0021]-图3为已达到一定磨损水平的轮胎的胎面的一部分的立体图,所述部分已通过图2中的元件模制;
[0022]-图4为根据本发明的第一变体的图1中模具的衬里的某些元件的立体图;
[0023]-图5为根据本发明的第二变体的图1中模具的衬里的某些元件的立体图;
[0024]-图6为根据本发明的第二变体的图1中模具的衬里的某些元件的立体图;
[0025]
在各个附图中,相同或相似的元件具有相同的附图标记。因此,这些元件的描述不再系统地重复。
具体实施方式
[0026]
图1示意性地示出了用于轮胎的固化模具10,其用于模制和硫化生胎,以获得具有所需几何形状和外观的轮胎。该模具界定了围绕中心轴线12大致旋转对称的内部空间。固化模具包括框架、模制元件、硫化装置以及用于打开和关闭模具的装置。打开和关闭装置能够设置为使模制元件在打开位置和关闭位置之间(图1)移动。打开位置对应于取出经模制和硫化的轮胎的步骤,以及对应于引入新的生胎的步骤。关闭位置对应于模制和硫化生胎的步骤。硫化装置能够为生胎的硫化和模制分别地提供所需的热能和压力。例如,通过围绕模具在生胎内侧在可伸展膜内循环的加压蒸汽来提供热能和压力。在模具的关闭位置,模制元件形成对应于轮胎的所需外表面的负面的模制表面14。更具体地,模制元件包括衬里16、两个壳体18和两个环20,所述衬里16旨在模制轮胎的胎面,所述两个壳体18旨在模制轮胎的胎侧,所述两个环20旨在模制轮胎的胎圈。
[0027]
衬里16通过其径向外表面支撑在模具的环22上。衬里总体上包括多个周向设置的衬里元件。例如,衬里元件具有多个刀槽花纹刀片、主体和可能的插入件。刀槽花纹刀片为薄的模制元件。刀槽花纹刀片具有模制部分和锚固部分,对于旨在安装在客运车辆上的轮胎,所述模制部分的厚度通常在0.2mm至2mm之间变化,所述锚固部分能够埋入衬里元件的
主体中。例如,刀槽花纹刀片通过以下方法或这些方法的组合来获得:诸如激光切割的材料移除方法,诸如挤压的塑性变形方法,诸如以选择性熔融方式固结的增材制造方法。优选地,衬里元件通过以下方法获得:包括围绕刀槽花纹刀片的锚固部分包覆成型衬里元件的主体的铸造方法,或者通过增材制造方法制造衬里元件的主体,之后所述主体连接至刀槽花纹刀片。刀槽花纹刀片与衬里主体的连接(以生产衬里元件)可以通过螺纹组装方法、粘合剂粘合的方法、焊接方法或任何其他合适的连接方法进行。最后,衬里元件可以通过增材制造方法获得,在该方法中衬里元件的主体和刀槽花纹刀片的模制部分一体生产。
[0028]
衬里16的模制表面具有凹陷图案24和突出图案26。“图案”表示衬里的模制表面的一部分的形状,或者对应于轮胎的胎面图案的一部分的形状。图案具有技术和/或美学功能。
[0029]
衬里的模制表面由被称为“冠状模型”的大致圆柱形或环形形状的外部模板限定。突出图案从冠状模型朝模具的内部径向地延伸。径向方向28为垂直于模具的中心轴线12的方向。例如,突出图案为平行六面体、周向和/或横向延伸的沟槽的形式,或者为刀槽花纹刀片或防滑钉的形式。突出图案在模制表面上完全或部分地界定凹陷图案。例如,凹陷图案具有棱柱形状或者沿多边形截面周向和/或横向延伸。
[0030]
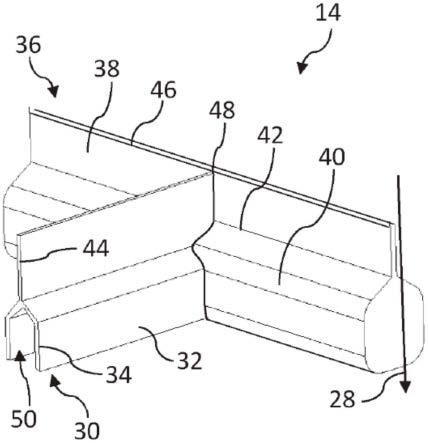
图2示出了衬里16的模制表面的一部分。根据本发明,至少一个第一突出图案30由具有叉状物34形式的横截面的第一刀槽花纹刀片32形成,并且至少一个第二突出图案36由第二刀槽花纹刀片38和沿第二刀槽花纹刀片的径向内部轮廓42延伸的隆起40形成。
[0031]
第一刀槽花纹刀片(被称为y形刀槽花纹刀片)包括两个模制部分。第一部分(具有杆体形式的截面)44从冠状模型46朝模具的内部延伸,第二部分(使杆体延伸并分开)具有臂34形式的截面。例如,第二部分具有两个臂。第一部分沿径向方向28所测量的高度小于10mm,并且优选小于7mm。第二部分的高度在2mm和10mm之间,并且优选在2mm和7mm之间。第二部分(或换句话说,叉状物)沿周向或横向方向所测量的厚度在2mm和10mm之间,并且优选在2mm和7mm之间。周向或横向方向垂直于径向方向28,并且分别与中心轴线12正交或平行。
[0032]
隆起40沿第二刀槽花纹刀片38的径向内部轮廓42布置。该隆起的截面具有各种形状并且通过圆形、多边形、凸形或者凹形形状的轮廓来界定。例如,隆起与第二刀槽花纹刀片38是一体的。第二刀槽花纹刀片的高度在2mm和20mm之间,并且优选在2mm和14mm之间。隆起的厚度被理解为隆起的截面,所述隆起的截面包含在直径为2mm和20mm之间,并且优选在2mm和7mm之间的圆形模板中。
[0033]
优选地,第二突出图案的隆起的厚度小于第一突出图案的叉状物的厚度的60%,更优选小于50%,甚至更优选小于40%。第二突出图案的隆起的高度在第一突出图案的叉状物的高度的50%和200%之间,并且更优选在70%和150%之间。第二突出图案的隆起和第一突出图案的叉状物最多在它们高度的50%径向重叠,并且更优选最多它们高度的30%。
[0034]
衬里16的至少一个凹陷图案为大致平行六面体(或者换句话说,六面多面体)的形式,平行六面体的相对面大致平行。优选地,模制表面14包括多个所述凹陷图案,所述凹陷图案均匀地分布在整个所述模制表面上。至少20%的所述凹陷图案,并且优选至少50%的所述凹陷图案由至少一个第一突出图案30和至少一个第二突出图案36部分地界定。优选地,第一突出图案和第二突出图案相交。优选地,所述凹陷图案由至少一个第一突出图案和
一对第二突出图案界定,第一突出图案在其每个端部与第二突出图案相交。
[0035]
突出图案26可以形成交叉部48。在衬里的径向示意图中,交叉部通过围绕每个突出图案的重叠部分的轮廓来界定。因此,表述“突出图案的交叉部”不应理解为表示相交的突出部分的规则部分或者所述轮廓外侧的部分,而是应理解为表示至少所述图案的单个部分和重叠部分。突出图案的规则部分为其径向轮廓不受突出图案的交叉部影响的部分。
[0036]
第一突出图案30界定第一凹陷图案50,第二突出图案36与第一突出图案形成交叉部48。第一突出图案30和第一凹陷图案50具有纵向形状。交叉部48部分地界定至少一个第二凹陷图案(未显示)。第二凹陷图案相对于第一凹陷图案突出并且形成舌片52(图3),所述舌片中部处的厚度小于5mm,并且更优选小于2.5mm。衬里元件具有用来填充第二凹陷图案的模制元件。
[0037]
根据图4中所示出的第一变体,模制元件54与第一刀槽花纹刀片32是一体的。第二刀槽花纹刀片36和隆起38具有槽56形式的组装装置54,第一刀槽花纹刀片旨在插入所述组装装置中(图5)。
[0038]
根据图6中所示出的第二实施方案变体,模制元件52与第二刀槽花纹刀片38和隆起40是一体的。
[0039]
在不偏离权利要求书的范围的情况下,可以设想本发明的其它变体和实施方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。