自清除面团球装载机
1.相关申请案的交叉引用
2.本技术案要求2020年3月9日申请的第16/813,521号美国非临时专利申请案的优先权。所述申请案的全部内容以引用的方式并入本文中。
背景技术:
3.可食用产品的实例是扁平面包,其包含例如玉米饼、皮塔面包、披萨皮、薄饼及印度烤饼。扁平面包可手工制作,也可用自动化装备制作。例如,工厂可生产一或多种类型的扁平面包。工厂可使用部分或完全自动化的系统来生产扁平面包。形成扁平面包的自动化方法可包含例如模切、压片及按压扁平面包面团。
4.工厂可包含用于生产过程中的不同阶段的不同类型的工具或装备,例如搅拌机、成型机(也称为“分切机/成圆机”)、打样机、按压机及烤箱、冷却输送机、质量控制/拒绝系统、计数堆垛机、收集器及堆垛分级机以及封装机械。一些生产线具有将扁平面包面团做成球状的工具,及将面团压扁以进行烘焙的其它工具。扁平的面团可具有圆形形状及特定的厚度,因此扁平面包在烘焙之后会有一个期望的厚度。
技术实现要素:
5.一种制造可食用扁平面包产品(例如玉米饼)的系统可包含多个组件。本公开描述用于制造使用自动处理及高速系统生产的可食用产品的系统及方法,其中可食用产品中的一些在生产过程中堵塞,造成生产线障碍。这些系统及方法考虑检测、通知及自清除堵塞或障碍的各个方面。
6.这些系统中的一些检测、通知并自清除当一或多个食品(例如面团球)沉积入装载机的开口时出现的堵塞。例如,同一开口中的多个面团球可能会导致开口堵塞,使得使面团球不能像正常操作期间那样通过装载机并进入输送机。由于新的面团球频繁(例如,每隔几秒(例如,每两到六秒放置一次))安置在装载机的开口内,这可能导致面团球或多个面团球沉积。在开口中沉积多于一个面团球的情况下,在常规系统中很难检测,且将会引起问题。此类堆积(i)在检测到时由于必须停止生产线流程以从装载机移除面团球而导致停机,(ii)当操作员匆忙清除面团球时,可能会对操作员造成伤害,及(iii)在检测到其之前,当产品丢失或按压的产品数量不正确时,也会导致生产线出现问题,造成浪费及效率低下。在常规处理系统的一些实施方案中,在生产期间可能经常发生堵塞事件或障碍,导致生产时间、效率及生产线的总吞吐量损失。
7.为了清除障碍,操作员可能需要停止生产线。需要复位多个安全联锁,导致生产时间损失。清除障碍也会产生废弃材料或产品,这是高成本且低效率的。一旦障碍被清除,生产线将需要重新启动。清除障碍的整个过程可能非常耗时,这在原本可连续运行的生产线(即,24/7操作)中是不可取的。
8.有时,在过程中,当面团球不应出现在开口中时,开口中的面团球的堵塞、障碍或出现可能是由于生产线搅拌阶段产生的面团不一致造成的。有时面团特别粘,且面团球在
离开分割/成圆机时会粘在一起,并放入打样机器(或“打样机”)的打样机托盘的单个杯子中。一旦面团球进入打样机杯中的打样机,通常很难识别及纠正问题,因为大多数打样机杯一旦通过打样机装置内部,操作员就无法接入。
9.一般来说,本说明书中描述的主题的一个方面体现在包含食品处理机器的系统中,所述食品处理机器包含装载机板,其包含穿过所述装载机板的多个间隔开的开口。所述食品处理机器还包含第一扁平机及第二扁平机,其在所述开口中的每一者处可枢转地附接到所述装载机板。所述食品处理机器还包含传感器,其经配置以检测安置在所述多个开口中的一或多者内的食品。所述食品处理机器还包含致动器,其耦合到所述装载机板且经配置以辅助从所述多个开口中的所述一个或多者移除所述食品。此方面的其它实施例包含对应的方法、计算机系统、设备、计算机程序产品及记录在一或多个计算机存储装置上的计算机程序,其每一者经配置以执行系统的动作。
10.一般来说,本说明书中描述的主题的一个方面体现在包含食品处理机器的系统中,所述食品处理机器包含框架。所述食品处理机器还包含支撑在所述框架上的输送机带。所述食品处理机器还包含装载机板,其可移动地耦合到所述框架且相对于所述输送机带可移动。所述食品处理机器还包含装载机管,其对准在所述装载机板中的开口上方。所述食品处理机器还包含扁平机,其可枢转地附接到邻近于所述开口的所述装载机板。所述食品处理机器还包含传感器,其用于检测安置在所述开口内的食品。所述食品处理机器还包含致动器,其耦合到所述装载机板且经配置以辅助从所述开口内移除所述食品。此方面的其它实施例包含对应的方法、计算机系统、设备、计算机程序产品及记录在一或多个计算机存储装置上的计算机程序,其每一者经配置以执行系统的动作。
11.一般来说,本说明书中描述的主题的一个方面体现在方法中,所述方法包含从食品处理机器感测及移除食品的动作,其包含以下步骤:将一对相对的扁平机枢转到闭合位置。所述方法还包含在所述相对的扁平机处于所述闭合位置的情况下,通过管将所述食品运输到所述相对的一对扁平机的上表面上。所述方法还包含将所述相对的扁平机在相互相反的方向上枢转到打开位置,使所述食品支撑在上表面上,且从而在所述相对的扁平机之间形成开口,所述食品能够通过所述开口。所述方法还包含枢转所述相对的扁平机以将其返回到所述闭合位置。所述方法还包含感测所述开口中是否存在食品,并将所述相对的扁平机在相互相反的方向上枢转到所述打开位置。所述方法还包含从所述开口移除所述食品。此方面的其它实施例包含对应的计算机系统、设备、计算机程序产品及记录在一或多个计算机存储装置上的计算机程序,其每一者经配置以执行方法的动作。通过在系统上安装软件、固件、硬件或其组合,一或多个计算机的系统可经配置以执行特定操作或动作,其在操作中导致系统执行动作。一或多个计算机程序可经配置以通过包含指令来执行特定操作或动作,这些指令在由数据处理设备执行时使所述设备执行动作。
12.前述及其它实施例每一者可单独或组合地任选地包含以下特征中的一或多者。所描述的技术的实施方案可包含计算机可存取媒体上的硬件、方法或过程或计算机软件。
13.在一些实施方案中,所述食品处理机器的所述传感器包含经配置以检测激光束的激光检测器。在一些实施方案中,所述食品处理机器的所述传感器包含经配置以捕捉所述装载机板中的所述一或多个多个开口的图像的图像感测装置。
14.在一些实施方案中,所述食品处理机器的所述致动器经配置以移动所述装载机板
以辅助移除所述食品。在一些实施方案中,所述致动器经配置以移动所述扁平机以辅助移除所述食品。在一些实施方案中,所述致动器经配置以移动所述装载机板以辅助从所述开口移除所述食品。在一些实施方案中,所述食品处理机器的所述致动器经配置以振动所述装载机板以辅助移除所述食品。在一些实施方案中,所述食品处理机器的所述致动器经配置以枢转所述第一及第二扁平机中的一者以辅助移除所述食品。
15.在一些实施方案中,所述食品处理机器包含经配置以从所述食品处理机器排出所述食品的排料输送机。在一些实施方案中,所述食品处理机器包含控制器,其经配置以当所述传感器检测到安置在所述多个开口中的一或多个者内的所述食品时停止所述食品处理机器的一或多个组件。
16.在一些实施方案中,感测所述食品的所述方法步骤包含检测激光束检测器是否接收到激光束、检测激光束是否被阻挡、使用图像捕捉装置检测所述食品中的一者。在一些实施方案中,从所述开口移除所述食品的所述方法步骤包含将空气注入所述开口中。
17.在一些实施方案中,从所述开口移除所述食品的所述方法步骤包含致动所述食品处理机器的装载机板。在一些实施方案中,致动所述装载机板的所述方法步骤包含移动所述装载机板。在一些实施方案中,致动所述装载机板的所述方法步骤包含振动所述装载机板。
18.在一些实施方案中,所述方法包含在从所述开口移除所述食品之后从所述食品处理机器排出所述食品。在一些实施方案中,所述方法包含在感测到所述开口中存在食品时停止或暂停所述食品处理机器的组件。
19.本说明书中描述的主题可以各种方式实施,且可产生以下优点中的一或多者。
20.与装载机相关联的传感器或传感器组可检测到不合格的面团球,因此生产线可在产生更大问题之前停止、减速或暂停一段时间。这消除浪费,并减少处理机器的停机时间。在一些实施方案中,生产线的选定组件停止、减速或暂停,而其它组件继续运行,从而提高效率。
21.自清除能力可减少甚至消除操作员干预的需要。例如,如果频繁发生堵塞或其它不合格事件(例如,在处理中,当面团球不应出现在开口中时,装载机的开口中存在面团球),这允许操作员执行其它工作职责,且不主要关注过程中的不合格事件的监测。
22.自清除能力可减少甚至消除雪球效应,其中第一次面团球堵塞会导致面团球堆积,从而损坏装备。有时,这种装备需要经过专门培训的技工来维修,这增加装备及生产线的停机时间。由于生产线系统的操作频率为每分钟18到22个循环,因此处理雪球堵塞可能会在30秒内迅速发生。此外,当一组接合的面团球形成一个压块并被压入烤箱时,存在安全问题。这种增大的压力质量可能会导致某些生产线上的火灾危险。
23.在一部分制造过程中期间,食品通常采用球形结构的形式。这种结构可被称为面团球。然而,食品不限于面团成分。例如,其可为玉米、巧克力或其它类型的食品。
24.本说明书中描述的主题的一或多个实施方案的细节在附图及下面的描述中阐述。从描述、附图及权利要求书中,主题的其它特征、方面及优点将变得显而易见。
附图说明
25.图1是食品处理机器的组件示意图。
26.图2是食品处理机器的组件的透视图。
27.图3a是展示从图2的食品处理机器的成型机离开并进入打样机器的食品(例如,面团球)的透视图。
28.图3b是食品感测系统的说明。
29.图4是图2的食品处理机器的组件的平面图。
30.图5是图2的食品处理机器的装载机及传送管的透视图。
31.图6a及6b是装载机的侧视图。图6a说明处于闭合配置的装载机。图6b说明处于打开配置的装载机。
32.图6c是图6a及6b中所展示的装载机的俯视图。
33.图7a到7k说明装载机在操作期间的各种配置。
34.图8是装载机的操作的流程图。
35.图9a是具有传感器的装载机的透视图。
36.图9b是图9a的装载机的俯视图。
37.图9c是图9a到9b的装载机板的截面a-a的侧截面视图。
38.图10a到10e是说明在食品处理机器的操作期间移除装载机的开口中的不合格面团球的过程的示意图。
39.图11是说明具有用于检测装载机的一或多个开口中的食品的传感器的装载机的操作的流程图。
40.各种附图中类似的参考数字及名称指示类似的元件。
具体实施方式
41.制造各种可食用扁平面包产品(例如玉米饼)的食品处理机器/系统可包含多个组件。此类组件包含用于制作面糊的搅拌机、用于从面糊中制作面团球的成型机(或“成型器”)、用于松弛面团的打样机器(或打样机)、用于将面团球安置在输送机上的装载机或装载机板(或框架板)、用于形成扁平食品的按压机、用于烘焙扁平食品的烤箱,以及用于降低烘焙食品的温度的冷却器。机器还包含自清除系统,用于清除装载机板上形成的开口中出现的堵塞或形成障碍的食品。机器还包含监测站,其确定经冷却的食品是否符合预定标准,例如圆度及大小,例如直径。机器包含计数堆垛机,其创建堆垛的食品。一旦创建食品堆垛,机器将食品堆垛打包,例如使用装袋机。
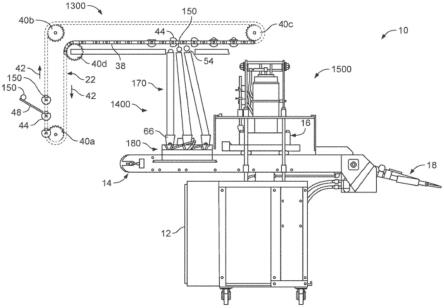
42.图1是包含在食品处理机器10中的一些组件的示意图。食品处理机器10可用于制造各种可食用扁平面包产品(例如玉米饼)。食品处理机器10包含搅拌机1100、成型机1200、打样机1300、装载机1400、扁平面包按压机1500、烤箱1600、冷却器1700、监测站1800、计数堆垛机1900及装袋机2000。取决于机器配置及机器用途,一些食品处理机器具有更多的组件,而一些食品处理机器具有更少的组件。
43.图2展示食品处理机器10的各种组件,其通常由操作员109监测。搅拌机1100(图1中示意性展示)用于根据工艺配方组合多种成分,以创建面团面糊。搅拌机1100连接到用于形成面糊的成型机1200。成型机1200(也称为分割器或成圆机)将面团面糊分割以产生多个近似球形的面团球150(如图3a中所展示)。成型机1200的旋转滚筒基于面团球150的所期望大小选择面团面糊的量,例如,以制作10英寸玉米饼或8英寸玉米饼。有时,这些面团球150
可能是粘性的,这取决于面糊中使用的成分。
44.参考图2及3a,近似球形的面团球150在输送机154上离开成型机1200。在此实例中,连续排的面团球150离开成型机1200,并落入打样机1300的定时门153中。在图2中,两个面团球150经展示并排离开成型机1200,但任何数量的面团球都可布置成行。图3a展示八个面团球150并排离开成型机1200,且面团球152落入打样机的定时门153中。
45.有时在单个行中可形成多于八个的面团球150,且有时在单个列中可形成少于八个的面团球150。成型机1200的旋转滚筒及输送机由食品处理机器10通过计算机控制,并可被命令或指示以减速、加速或间歇停止或暂停运动。例如,成型机1200的旋转滚筒及输送机的控制器(例如,数据处理及控制装置)可在从装载机1400清除面团球150的堵塞或障碍(如图4中所展示)时命令松弛输送机22(图4)减速或暂时停止。在一些情况下,食品处理机器10的组件可在清除面团球150的堵塞或障碍时停止、减速或暂停。在一些情况下,成型机1200的整个操作可在面团球150的堵塞或障碍从装载机1400清除时停止。
46.返回参考图2,打样机1300允许面团球150打样或静止。有时此过程称为打样步骤或打样步骤。虽然大多数玉米饼面团可能不含酵母,但打样机1300给面团球150时间来松弛并平衡从成型机1200的成型过程产生的面团弹性中的不对称张力。在面团中不存在酵母的情况下,打样步骤平衡由混合、分割或成圆步骤引起的面团中面筋张力的不对称张力。
47.图4更详细地说明食品处理机器10的打样机1300、装载机1400及扁平面包按压机1500。如图4中所展示,机器10包含框架12、框架12上的输送机带14、预焙按压机单元16及排料输送机18。装载机1400安装在扁平面包按压机1500的进料输送机带14上方。打样机1300及相关联的松弛输送机22位于装载机1400上方,并向装载机1400供应面团球150。打样机1300的松弛输送机22优选地为扁平按压带,其将面团球150装在面团球杯44内。松弛输送机22足够宽以容纳形成的所期望的数量的面团球行150(及烹饪产品),并包含面团球杯44的链条38。链条38经过链轮40a到40d,在箭头42的方向上移动面团球杯44。面团球杯44可枢转地支撑在链条38上。杯44中的每一者偏心枢转,并通过自动枢转将面团球150倾倒或掉落到传送管或装载管170中以及装载机1400上而卸载,所述装载机1400包含装载机板180。
48.面团球150经由装载滑槽48装载到打样机1300的松弛输送机22中,装载滑槽提供有来自成型机1200或通过定时门153的面团球150(如图3a中所展示)。从在滑槽48处装载面团球150到面团球被运输到装载机板180的行进时间通常为约5到20分钟,或足够供面团松弛的时间。行进时间取决于机器配置。打样机1300上的松弛输送机22由食品处理机器10通过计算机控制,并可被命令以减速、加速或间歇停止或暂停运动。例如,松弛输送机22的控制器可指示松弛输送机22在面团球150的堵塞或障碍从装载机板180清除时减慢或暂时停止或暂停运动。
49.参考图5,装载机1400的装载机板180包含以4x4方形网格布置的16个间隔开的开口182。每一开口182与相应的下管170对准。传送管170是中空管,其将面团球150从打样机1300的松弛输送机22供应到装载机板180的开口182。传送管170每一者具有顶部入口开口54及底部排出开口66,如图4中所展示。取决于机器配置,可提供多组空心管。例如,如图5中所见,食品处理机器10经配置具有以4x4矩形网格布置的16个传送管170。
50.图3b展示位于成型机1200的放料处的检测装置160,例如光电眼、光电检测器、成像捕捉装置或视觉装置。检测装置160用于检测面团球150的存在、不存在或不合格。检测装
置160由食品处理机器10的控制器控制。所述控制器使检测装置160依序检测面团球150。
51.图6a到6c说明图5中展示的装载机1400的装载机板180在输送机14上方的位置。装载机板180可经制造以包含各种图案,例如3x3、4x4、5x5、5x3、6x2。
52.装载机板180由食品处理机器10的框架12支撑,并可相对于框架12及输送机14移动。装载机板18包含穿过装载机板的多个间隔开的开口182。在所展示的示范性实施方案中,装载机板80包含安置在开口182中的每一者处的多对相对的扁平机100。
53.装载机板180相对于框架12及/或输送机14的移动或致动由食品处理机器10的控制器186控制。控制器186将信号传达到安置在框架12上的致动器184,以移动装载机板180。在一些实施方案中,致动器184安置在装载机板180上。在一些实施方案中,多个致动器184安置在开口182中的一或多者处。
54.例如,致动器184可由控制器186控制,以在垂直方向181上(例如,相对于框架12及/或输送机14的上及下)或在任何任意方向上移动装载机板180,以辅助清除装载机板180的开口182中的一或多者上的面团球堵塞或障碍。在一些实施方案中,装载机板180经致动以振动,以辅助从装载机板180的开口182中的一或多者清除一或多个面团球。在一些实施方案中,装载机板180经致动以使装载机板180抵靠输送机接触,以辅助从装载机板180的开口182中的一或多者清除一或多个面团球。在一些实施方案中,当一或多个面团球从装载机板180的开口中的一或多者清除时,装载机板180被致动以临时停止或暂停运动。
55.安置在开口182中的每一者处的多对相对的扁平机100中的每一者优选地具有平坦的底部表面102及弯曲的上表面104。扁平机110在枢转轴承110上可枢转地附接到装载机板180的端部框架108。扁平机100附接到端部连杆114,端部连杆114继而经由销或螺栓115可枢转地附接到杆端116。致动器124安装在装载机板180的顶部上,并驱动扁平机110周期性地使扁平机100枢转打开及闭合,其顺序及时序与输送机14同步。致动器124可为电动或气动的,并由食品处理机器10的控制器132电动控制。扁平机100及装载机1400在第6,015,584号美国专利中进一步描述,其全部内容以引用的方式并入本文中。
56.机械连杆在致动器124与每一扁平机100之间延伸,使得每一扁平机100由致动器124直接或间接驱动打开及闭合。出于此目的,可使用各种等效连杆及布置。当辅助从装载机板180的开口182中的一或多者清除一或多个面团球时,致动器124可由控制器132控制以使扁平机100打开、闭合或部分打开。
57.控制器132、186形成控制系统的一部分以基于所选择的面团配方或按压图案确定用于致动装载机板180的适当控制策略。在一些情况下,集中控制器控制食品处理机器10的控制器132、186及其它控制器。集中控制器使用plc技术实现一触式功能,并能够在plc或任何存储媒体中保存与控制策略或传感器数据相关的信息。在一些情况下,此数据由操作员109或数据库查询。
58.参考图7a到7k,图8中所展示的过程500示意性地说明并描绘食品处理机器10的操作期间的装载机板180的过程。
59.在操作中,将一对相对的扁平机100移动到闭合位置,使得大体上没有面团能够通过装载机板180的开口182并到达输送机带14上(图8,步骤510)。面团球150穿过打样机1300并被装载到传送管170中(图8,步骤520)。在所述过程中的此时,装载机板180相对于输送机带14处于提升位置,如图7a中所展示,而扁平机100处于闭合位置,如图7b中所展示。面团球
落下(或降落)通过传送管170并进入在装载机板上形成的开口182中,然后落在扁平机100的弯曲上表面104上,如图7b中的虚线所展示。在此示范性实施方案中,输送机带14停止。面团球150可通过在装载机板180的杯的侧壁中形成的孔183观察,所述孔可呈漏斗或其它合适的形状。在一些情况下,输送机带14是往复式输送机。
60.致动器184将装载机板180降低到相对于输送机带14的降低位置,如图7c中所展示,而扁平机门100仍处于闭合位置,如图7d中所展示。致动器124使致动器臂126在图6a中箭头o的方向上枢转,使扁平机100打开,即,在相互相反的方向上枢转到图7e中所展示的位置中,离开装载机板180中的开口182(图8,步骤530)。在一些情况下,降低装载机板180及打开扁平门100的过程可同时发生。
61.在扁平机100充分打开之后,面团球150可从图6a中所展示的位置j降低到图6b中所展示的位置k,此时面团球150放置在输送机14上。
62.然后,控制器132使致动器124反转,在图6b中所展示的方向p上驱动致动器臂126。这导致扁平机100如图7g中所展示的部分闭合(图8,步骤540)。扁平机100的部分闭合允许扁平机100将面团球150从球形形状形成为大体上三角形或“塔姆(tam)”形状,如图7g中所展示。特定来说,扁平机100的平坦底部表面102将面团球150压成塔姆形状的面团球,并将其压到输送机14上。塔姆形状防止面团球在输送机14上滚动,然后由食品处理机器10进行下一步操作。然后将这些塔姆形状或扁平的面团球150大体上固定在输送机带14上的适当位置,以限制其在后续操作期间移位或位移的机会。这也有助于减少浪费。可使用有助于防止面团球150在输送机14上滚动的各种形状、扁平或预压。
63.致动器184将装载机板180提升到相对于输送机带14的提升位置,如图7f中所展示,将塔姆形状面团球150留在输送机14上。
64.扁平门100再次闭合,如图7i中所展示(图8,步骤550)。值得注意的是,如图7i中所展示,在此阶段没有通过装载机板180的杯的侧壁中的孔183观察到面团球150。当扁平门100处于闭合位置时,装载机板180降低到面团球150上,使其进一步压扁在输送机14上,如图7h中所展示。进一步扁平的面团球150现在安置在输送机14的上表面上,用于按压模式中的位置中的每一者,例如装载机板180的4x4按压模式,如图7j中所展示。
65.在压扁之后,扁平机100再次打开,平坦底部表面从扁平面团球150的顶部表面剥离,然后再次闭合。图7j展示面团球150在其到达扁平面包按压机1500的途中处于扁平(或预压)状态。在这种状态下,面团球150可类似于曲棍球,例如,面团球150可为具有有限高度的大体上圆柱形。
66.食品处理机器10的控制器向前平移输送机14以在扁平面包按压机1500下移动面团球150,如图7j及7k中所展示。新的面团球150从打样机1300落在扁平机100的顶部曲面表面上,如图7k中所展示。装载机板180及扁平机100的过程已复位,并重复所述过程以进行进一步的可检查处理。
67.然后扁平面包按压机1500将扁平面团球150压成其最终的按压形状。在按压操作期间,扁平面包按压机1500可略微烘焙面团150以增加按压面团150将保持其最终按压形状的可能性。
68.然后,扁平面包按压机1500可将按压面团150传送到包含在扁平面包按压机1500中的排料站。排料站可包含加热器以对按压面团进行预烘焙。使用排料站可使扁平面包按
压机1500在按压过程期间使用较低的温度。
69.参考图1,食品处理机器10然后将按压面团150从扁平面包按压机1500传送到烤箱1600。食品处理机器10可使用一或多个输送机将面团150从扁平面包按压机1500传送到烤箱1600。
70.烤箱1600包含一或多个烤箱输送机,其在烹饪过程期间通过烤箱1600传送按压面团150。随着一或多个输送机将按压面团150传送通过烤箱1600时,按压面团15被烹饪,使得当按压面团150离开烤箱1600后,烹饪过程完成。在一些实施方案中,按压面团150在从烤箱1600中移除之后进入另一烹饪过程。
71.在烹饪之后,食品处理机器10可将烹饪的按压面团球150传送到一或多个输送机上,以将按压面团150从烤箱1600传送到冷却器1700。在一些实施方案中,食品处理机器10可使用一或更多个输送机将按压面团150传送到冷却器1700的上部。
72.冷却器1700可包含多个冷却输送机,其通过冷却器1700运输按压面团150。冷却器1700可使用任何适当的工艺、组件或两者来降低按压面团的温度。例如,随着按压面团150移动通过冷却器1700,空气可移动穿过按压面团的表面,以将按压面团冷却到降低的温度。
73.在一些实例中,按压面团150在进入冷却器1700时具有接近200℉的温度。冷却器可包含一或多个风扇,以将空气从冷却器1700外部的环境(例如,在约65到约80℉的环境温度下)穿过冷却输送机及按压面团150。当空气穿过按压面团150时,热量从按压面团中排出,且按压面团被冷却。
74.食品处理机器10将按压面团150从冷却器传送到监测站1800。监测站1800可分析按压面团的一或多个性质,包含直径及颜色。例如,监测站1800可确定一些按压面团150是否燃烧、是否符合按压模式的面团配方的大小要求,或两者。
75.监测站1800可包含面团移除装置,其用于从监测站移除不符合面团配方的预定标准的面团150。例如,监测站可包含一或多个鼓风机,例如,用于按压模式的每一处理通道一个鼓风机,以移除过度烹饪、按压过多、按压不够或其组合的按压面团150。
76.食品处理机器10将符合预定标准的按压面团150传送到计数堆垛机1900。计数堆垛机190基于食品处理机器10的面团配方中识别的堆垛量创建按压面团150的堆垛。
77.食品处理机器10将按压面团150的堆垛传送到装袋机2000,装袋机将每一堆垛放入袋中。然后,可从装袋机2000及食品处理机器10移除装袋的按压面团球150的堆垛。
78.如先前所描述的,一或多个食品(例如面团球150)在制作食品的过程期间可能会卡在食品处理机器10的不同位置中。特定来说,面团球150可能卡在或堵塞在装载机板180的一或多个开口182中。然后,堵塞或卡住的面团球150可阻止其它面团球150正确地移动通过开口182,且可导致面团球在装载机板180的表面上或装载机板180内的支撑。
79.例如,一旦面团球150停滞或卡在装载机板180中的一或多个开口182中,打样机1300可继续将面团球120下落到装载机板180上。当一或多个面团球150堵塞或以其它方式卡在开口182中时,开口182中可能会出现障碍,从而导致面团球150无法通过开口182到达输送机14上。如果发生这种情况,随后落在装载机板180上的面团球150可能与堵塞的面团球150碰撞,造成障碍,这可能导致需要停止或暂停生产线的部分或整个生产线。
80.有时,面团球150的固有粘性使得面团球150在离开成型机1200时彼此粘附,并形成两个或三个面团球。在一些情况下,这些两个或三个球被放入打样机1300的单个杯44中,
其然后落入传送管170中。两个或三个面团球从传送管170被放入装载机板180的同一开口182中。
81.不合格的面团球的特征可能是由两个、三个或更多个面团球相互耦合而成的超大面团球、未对准的面团球、停滞的面团球、堵塞的面团球、两个或更多个面团球堆中的面团球,或这些中的两个或更多个面团球的组合。
82.堵塞的面团球可为与另一面团球接触或合并的面团球,例如,停滞的面团球或另一堵塞的面团球,或被捉住、困住、卡住的面团球或这些情况中的两个或更多个情况的组合。
83.拓扑特征,例如面团球具有皱纹、褶皱、折痕或与球体不同的形状,可视为不合格。在一些情况下,大小过小、过重或过轻的面团球是不合格的。
84.参考图3b,在一些实施方案中,位于成型机1200的排料处的检测装置160用于检测不合格的面团球。检测装置160由食品处理机器10的控制器控制。控制器使检测装置依序检测面团球,且在检测到不合格面团球的存在时,控制器可触发指示生产线中某个位置处的堵塞或问题的警报。警报可为听觉、视觉或触觉的。例如,当检测到不合格的面团球时,可激活红色旋转警报或警报器。在一些情况下,可广播指示感测到不合格的面团球的扬声器或公告。在一些实施方案中,在检测到不合格的面团球时,生产线或生产线的一部分可停止或暂停。
85.控制器可经配置以响应于感测到未确认的面团球而减速或暂时停止或暂停成型机1200。在一些情况下,控制器可经配置以在任何时候减速或暂时停止或暂停食品处理机器10的任何组件。
86.除成型机1200之外,或替代所述成型机,装载机板还可包含传感器,用于检测不合格的面团球。
87.图9a到9c说明大体上类似于装载机板180但配置为5x5按压图案的装载机板200,且包含五个传感器204、206,用于感测开口202中的每一者中一或多个面团球的存在。装载机板200的一些实施方案可包含取决于将由食品处理机器10处理的食品的期望数量的按压模式及传感器的数量的任何配置。在示范性实施方案中,传感器204、206可包含五个激光发射器204及五个激光检测器206,用于感测沿装载机板200的相应行的一或多个面团球的存在或不存在。
88.装载机板200包含穿过装载机板200的若干间隔开的开口202,其每一者包含一对相对的扁平机230。每一对相对的扁平机230包含第一扁平机及第二扁平机。装载机板200的一些实施方案可包含取决于将由食品处理机器10处理的食品的期望数量的开口202的任何配置。在示范性实施方案中,二十五个开口202在装载机板200上以5x5网格布置。
89.在示范性实施方案中,扁平机230的操作大体上与装载机板180的扁平机100相同。在示范性实施方案中,扁平机230经配置以围绕轴线从打开位置枢转到闭合位置。
90.装载机板200耦合到一或多个致动器,每一致动器类似于上文相对于图6a所描述的致动器184,其实现装载机板200的平移及旋转。例如,装载机板200可与两个致动器耦合,一者安置在装载机板200的任一侧上,并沿纬度轴彼此分离。
91.激光发射器204附接到装载机板200,并与装载机板200的杯或漏斗201的侧壁中形成的孔208对齐。每一杯201包含两个彼此相对的孔208,使得单个激光束可穿过杯201中形
成的孔208。孔208被展示为圆形切口,但可使用其它形状,例如正方形、矩形、梯形或其它合适的形状。在一些情况下,每一杯201中可包含多于两个的孔,使得多于一个的激光束可通过所述孔。在一些情况下,多个孔可相对于彼此垂直或水平布置,或彼此交错布置,使得可确定面团球150或多个面团球150在杯201的开口内的位置。
92.在操作中,控制器使激光发射器204发射穿过杯201的每一孔208的激光束210(如图9b或9c中所见)。在示范性实施方案中,激光束210沿整行杯201行进,并由装载机板200的相对侧上的激光检测器206感测。控制器用于通过检测激光束210何时被阻挡且未被激光检测器206接收来检测装载机板200的开口202内是否存在一或多个面团球150。开口202内的阻挡指示开口202中可能存在一或多个面团球150。
93.激光发射器204、激光检测器206以及用于控制激光发射器204及激光检测器206的控制器界定传感器系统或感测系统220。传感器系统220与食品处理机器10的控制器通信。例如,传感器系统220可检测当穿过所述特定行杯201的激光束210被阻挡且原本不应被阻挡时,开口202中的至少一者(例如,沿着一行开口202)已被堵塞。传感器系统220可将此信息发送到食品处理机器10的控制器,以使机器的组件停止、暂停运动或减速。例如,可指示打样机1300或成型机1200停止、暂停运动或减速,使得在检测到一或多个面团球时,后续的面团球150不会掉落到装载机板200上。在另一实例中,控制器可命令扁平面包按压机1500在堵塞被清除之后不按压面团球150,使得可从食品处理机器10移除不合格的面团球。在另一实例中,控制器可命令扁平面包按压机1500在堵塞被清除之后部分按压面团球150,使得不合格的面团球可由食品处理机器10标记及分类。
94.传感器系统220可使用来自相同或不同传感器的数据来检测面团球150的存在、对一或多个开口202中的面团球进行计数及/或检测不合格的面团球。在一些实施方案中,传感器系统220可类似于图3b中所展示的检测装置160。在操作中,当传感器系统220检测到面团球150存在但不应存在时,食品处理机器10的控制器触发并启动自清除过程。
95.传感器可为如先前所描述的激光器,或可为一或多个图像捕捉装置或光学传感器,例如红外线、相机、摄像机、机械传感器,或这些中的两者或更多者的组合。在一些情况下,传感器可为光电眼传感器,例如光电光电眼传感器,其发射及接收红外线,以检测安置在装载机板200平面上的面团球的位置、存在或不存在。
96.在一些情况下,传感器可为运动传感器。传感器可位于装载机板200中,例如,靠近杯201或开口202。传感器可经配置以检测装载机板200的所有、部分或选定数量的开口202中是否存在一或多个面团球。在一些实施方案中,传感器系统220具有可配置数量的传感器。传感器系统220可以可拆卸地耦合到装载机板200。
97.在一些实施方案中,传感器系统220包含一或多个相机或图像捕捉装置,其捕捉每一开口202的图像。图像可经处理以检测一或多个面团球150、面团球数150及不合格的面团球的存在。在一些实例中,装载机板200可包含红外传感器及相机。装载机板200可使用红外传感器数据来计数开口中的面团球150,且使用来自相机的相机数据来检测不合格的面团球。在一些情况下,控制器可使用图像处理将一系列图像组装或缝合在一起。在一些情况下,相机是摄像机,例如千兆以太网(gige)摄像机。在一些情况下,相机是线扫描相机。在一些情况下,相机是扫描平面的平面眼睛。在一些情况下,相机是3d相机。在一些情况下,相机可使用人工智能。
98.在一些实施方案中,传感器系统220可使用捕捉跨越整个装载机板200的区域的数据的传感器来检测一或多个面团球150的存在或不存在。传感器系统220也可使用捕捉装载机板200上单个开口或整行开口的数据的传感器来检测一或多个面团球150的存在或不存在。
99.传感器系统220可使用人工智能来分析由传感器接收的数据,以确定一或多个面团球150是否存在或不合格。例如,传感器系统220可使用机器学习来确定由传感器系统220捕捉的图像中描绘的面团球150是否不合格。传感器系统220可具有连续学习过程,其基于面团球的存在与面团球150的实际存在相比的预测来更新其自身。传感器系统220可具有连续学习过程,其基于面团球的数量与面团球150的实际数量相比的预测来更新其自身。
100.来自传感器系统220的数据的分析可例如由装载机板200或食品处理机器10上的控制器在本地执行。来自传感器系统200的数据的分析可例如由使用网络连接到传感器系统220的装置远程地执行。例如,位于与食品处理机器10不同的物理房间中的服务器可分析由传感器系统生成的数据。在一些情况下,可在云中或远程计算服务器上执行数据分析。
101.在一些实施方案中,装载机板200的每一杯201可进一步包含单独的平移及旋转致动器,使得可独立地控制杯201中的每一者的移动。例如,除了装载机板200上的每一杯201的额外平移及旋转自由度之外,还可如图7a到7k中的装载机板180所描绘的那样控制装载机板200的平移移动。当感测系统220检测到面团球150的存在,指示装载机板200的特定开口202内存在堵塞或不合格的面团球250时,特定杯201由致动器控制以平移、旋转或振动,以辅助从开口202移除面团球150。
102.装载机板200由铝制成,但也可使用其它材料,例如塑料或不锈钢。由于装载机板200被致动以频繁地移动,有时每分钟移动40到100次,因此致动器的重量及能量消耗是重要的。致动器可为伺服气动、伺服液压或伺服电动。致动器可为砰-砰(bang-bang)控制(即,致动器被命令以从一个行程极限移动到相反的行程极限,而不停在中心),或致动器可支持可变定位以增加控制。例如,致动器可使用在致动时具有一维冲程长度的砰-砰气缸。伺服装置可比砰-砰致动器更精确,因为其包含中间行程停止位置,以增强不同大小面团球的正定位。这允许不同的配方使用相同的装载机,尽管配方控制不同。传感器可用于检测装载机板200的位置,且此信息可由控制器用于控制致动器。
103.当感测系统220的控制器确定开口202内存在一或多个面团球150时,控制器可基于装载机板200的当前顺序(例如,图7a到7k中所描绘的装载机板180的顺序)确定面团球是否应存在。如果控制器确定预期存在面团球150,那么无需采取任何行动。如果控制器确定面团球150预期不存在于开口202内,那么控制器可从装载机板200的开口中的一或多者启动面团球150的自清除过程。
104.在一些情况下,控制器可通过基于装载机板200的当前顺序确定是否应存在面团球150来感测装载机板200的开口202内的面团球150的存在。如果控制器确定面团球150是不预期存在的,那么无需采取任何行动。如果控制器确定面团球150是预期存在的但不存在于开口202内,那么控制器可启动食品处理机器10的智能关断过程。
105.例如,面团球预期每隔几秒从打样机1300通过传送管170落下。面团球可能不会同时到达,因为传送管170的每一个别管的长度及路径可能不同。然而,控制器可控制食品处理机器10按照当前顺序(例如,图7a中所描绘的装载机板180的顺序)按计划进行。在将面团
球150预压到输送机带14上的过程期间,面团球150预期从开口202掉落到输送机带14上。在该顺序的这一点上,面团球150不再预期出现在开口202中。控制器可执行扫描并感测沿装载机板200的每一相应行是否仍存在至少一个面团球150。如果控制器确定至少一个面团球仍存在,那么可指示食品处理机器10执行清除过程以辅助移除面团球。
106.清除过程还可将不合格面团球250与合格面团球150分离,这可减少浪费。感测面团球150的过程快速发生,使得从打样机1300落下的下一批面团球150不落入存在面团球150的开口202中。如先前所提及的,检测到存在但不应存在的面团球150被视为不合格面团球250。此类不合格面团球250的累积使问题更加严重,并可能导致不合格面团球250的“雪球”效应。
107.智能关断过程包含停止装载机板200上游的组件,例如打样机1300及成型机1200,但允许装载机板200下游的组件,例如烤箱1600及冷却器1700继续操作。
108.在一些实施方案中,感测系统220的控制器通过基于装载机板200的当前顺序确定面团球150是否不应存在来确定开口中是否存在一或多个面团球150。在一些实施方案中,感测系统220的控制器确定开口202内面团球150的数量。控制器可确定面团球150是否存在但不应存在,或面团球的数量超过阈值,所述阈值通常是一个面团球。如果控制器确定不存在面团球,或未超过数量阈值,那么无需采取任何行动。如果控制器确定面团球不应存在,或超过数量阈值,那么控制器可启动装载机板200的自清除过程。
109.例如,当感测到面团球150存在但原本不应存在时,控制器可向致动器发送信号,以使装载机板200移动并辅助从装载机板200的开口移除面团球150。
110.图10a到10e描绘食品处理机器10与感测系统结合的操作期间装载机板200的过程,并由图11中所展示的过程600表示。
111.如图10a中所展示,将每一对相对的扁平机230移动到闭合位置中,使得大体上没有面团能够通过装载机板200的开口202并到达输送机带14上(步骤610)。在这种情况下,面团球250a、250b、250c安置在打样机1300的单个杯44中,并落入传送管170中(图11,步骤620)。装载机板200处于相对于输送机带14的提升位置,如图10a中所展示,且扁平机230处于闭合位置。不合格的面团球250穿过传送管170落下并停在扁平机230的弯曲上表面上。输送机带14停止,或在某些实施方案中可为移动的。
112.控制器使致动器将装载机板200降低到相对于输送机带14的降低位置,如图10b中所展示。最初,扁平机门230仍处于闭合位置,如图10a中所展示。致动器使扁平机230在相互相反的方向上枢转到打开位置,如图10b中所展示(图11,步骤630)。当扁平机处于打开位置时,扁平机之间的开口经定大小及尺寸以允许合格的面团球穿过开口202,而不合格的面团球不穿过开口202。在扁平机230充分打开且通过装载机板200的开口区域或通道打开之后,合格的面团球将通过开口,但不合格的面团球250将不会通过开口。在一些情况下,降低装载机板200与打开扁平门230的过程同时发生。
113.控制器使致动器将装载机板200提升到相对于输送机带14的提升位置,如图10c中所展示,其中扁平机230处于其打开位置。致动器移动扁平机230以在此阶段将扁平机230返回到闭合位置(步骤640),为“预压”步骤做准备。
114.在这种状态下,传感器系统220在激光检测器206处感测不到激光束210,因为激光束210仍被不合格的面团球250阻挡,且激光束210无法穿过杯201的孔208(图11,步骤650)。
由于感测不到激光束210,传感器系统220确定开口202中仍存在至少一个面团球。传感器系统220进一步确定在此阶段不应存在面团球,因此启动自清除过程以从开口202移除不合格的面团球250(图11,步骤660)。换句话说,触发自清除过程。装载机板200内不合格面团球250的存在可被称为堵塞、异常状况或其它适当的标签。在一些情况下,控制器指示输送机14在断定存在不合格的面团球250之前向前转位。
115.然而,600中描绘的食品处理机器10的事件的顺序只是可用于触发自清除过程的事件的实例。一般来说,控制器经配置以执行以下步骤:(i)检测面团球的存在,(ii)确定面团球150是否应在所述特定时刻存在,且如果是,将其界定为触发事件,及(iii)指示自清除过程以清除堵塞。
116.在一些实施方案中,可在装载机板200相对于输送机带14处于提升位置(如图10a中所展示),或处于相对于输送机带14的降低位置(如图10b中所展示)的情况下执行检测。扁平机230也可处于打开配置,如图10b中所展示,或处于闭合配置,如图10a中所展示。扁平机230也可例如在如图7g中所展示的预压时部分打开。在自清除过程的感测及触发期间,对装载机板200的位置或扁平机230的位置没有限制。
117.在一些实施方案中,可连续地或在特定事件序列发生时执行感测。例如,传感器可不断检查面团球150的存在,并基于时间上的不规则性检测异常情况,或传感器可在特定序列时(例如在执行过程600的步骤640之后)检查面团球150是否存在。由于预期下一批面团球150将在几秒钟内落在装载机板200上,因此快速执行感测。在一些情况下,检测是在发生堵塞事件的2秒内进行的。
118.在一些实施方案中,多个孔208可安置在杯201的同一侧上,用于感测面团球的数量或其它不合格。例如,具有经配置以允许四个激光束通过的八个孔的杯201可用于检测开口202内四个位置中的面团球或多个面团球的存在。例如,参考图7d或10a,如果提供多个孔,那么传感器可感测到多个面团球,且如果发生这种情况,那么控制器可启动自清除过程。
119.在自清除过程期间,控制器向装载机板200的致动器发送信号,以使装载机板200通过例如平移、旋转或振动来致动。控制器可取决于从食品处理机器10上的传感器接收的输入或先前不合格事件的历史来确定是平移、旋转或振动。
120.一旦控制器向致动器发送信号,装载机板200移动以辅助从开口202移除不合格的面团球250。在一个实施方案中,控制器向致动器发送信号,以将装载机板200移动到相对于输送机带14的降低位置,就像其在正常操作期间一样。在一些情况下,如果面团球未从开口处清除,那么控制器可发送信号,从柔和的振动开始,并随时间增加振动的频率及/或振幅。在一些情况下,控制器指示致动器使装载机板200靠着输送机带14移动,以辅助移除不合格的面团球250。
121.控制器可指示装载机板200的致动器重复清除过程的循环。所述循环可包含装载机板200的上-下-上移动,其可执行任意次数。例如,可执行两次或三次上-下-上循环。装载机板200或扁平机230以相同配置开始及结束的任何移动都可界定一个循环。
122.在一些实施方案中,可在每一开口202上或附近提供空气射流。在自清除过程期间,空气射流在几次循环后喷射到开口202中,而不进行清除。以此方式,耦合到装载机板200的空气射流辅助移除不合格的面团球250。
123.在一些实施方案中,在自清除过程期间防止后续的面团球沉积到装载机板200上。在这种情况下,控制器指示打样机1300及成型器1200停止、暂停或减速,直到堵塞被清除。这通常在几秒钟内快速执行。面团球150可以每分钟20次的速度从打样机1300落在装载机板200上,这会加剧堵塞事件的问题,并会导致先前描述的“雪球”效应。
124.在一些实施方案中,食品处理机器10的各种输送机14、22可在清除过程进行时保持其操作速度。当输送机具有大惯性且难以快速启动及停止时,这可能是有利的。在一些情况下,打样机1300的单个打样机托盘可从传送管170转向,使得面团球150不会落入传送管170中,从而导致先前描述的“雪球”效应。以此方式,面团球150从打样机1300沉积到装载机板200上的过程被暂停,直到堵塞被移除。例如,打样机托盘可经控制以将面团球150枢转并倾倒在打样机150的容器内。在另一实例中,面团球150可在打样机1300周围再循环,并可重复使用或再处理。
125.在一些实施方案中,在使用替代转向过程的自清除过程期间,防止后续的面团球沉积到装载机板200上。在这种情况下,面团球在从打样机1300落下之后且在到达装载机板200之前被捕捉并转向。此转向过程可使用经配置以在自清除过程进行时展开以捕捉面团球150的网或滑板来实施。在食品处理机器10的正常操作下,网或滑板将缩回到不碍事的地方。
126.在一些实施方案中,扁平面包按压机1500在自清除过程期间在不存在面团球的情况下继续操作。控制器可指示扁平面包按压机1500执行扁平面包按压机1500的清除过程。清除过程允许输送机14上的不合格及合格的面团球250、150从食品处理机器10排出,从而清除输送机14。在一些情况下,生产线下的组件继续操作。例如,烤箱1600、冷却器1700、监测站1800、计数堆垛机1900及装袋机2000在自清除过程及清除过程期间继续操作。
127.控制器可向食品处理机器10的操作员109发射指示自清除过程的状态的警告。例如,所述警告可指示已检测到堵塞,且正在进行自清除过程。控制器可将自清除过程的状态传达到显示器。在一些情况下,警告可为听觉、视觉或触觉的。在一些情况下,可广播指示自清除过程的状态的扬声器或公告。
128.为了辅助从开口202移除不合格的面团球250,控制器指示控制扁平机门230的致动器重新打开扁平机门230。当扁平门230闭合时,控制器指示控制装载机板200的移动的致动器垂直平移,即,上下移动。如果传感器系统220继续感测不合格面团球250的存在,那么自清除过程继续。
129.如果传感器系统220感测到不合格的面团球250已被清除,那么控制器指示食品处理机器10恢复正常操作或复位生产线。传感器系统220经配置以当激光束210无障碍地穿过与激光束210对准的所有孔208且被在装载机板200的相对侧的激光检测器206从激光发射器204接收时,确定堵塞已被清除。在重新启动过程期间,控制器指示输送机14恢复向前运动,扁平面包按压机1500复位,打样机1300重新启动,且成型机1200重新启动。在一些系统中,打样机1300在清除堵塞期间不停止,但打样机托盘的悬挂会被触发,一旦确认堵塞已被清除,其反转可为由控制器恢复的操作的方面。
130.在一些实施方案中,当装载机板200处于降低位置时,控制器可指示输送机14向前转位。此运动导致不合格的面团球250被向前剪切,安置在输送机带14与扁平门230的底部之间。如果剪切过程成功,那么传感器系统220将检测到不合格的面团球250已从开口202移
除,例如,堵塞已清除,且控制器可指示食品处理机器10恢复正常操作或复位操作。
131.在一些情况下,剪切过程是在减少挤压到装载机板200的裂缝中的面团数量的同时进行的。例如,装载机板200相对于输送机14的不同高度可用于执行此剪切过程。例如,通过从大间隙开始,面团渗入装载机板200的裂缝中的风险降低。此间隙可通过控制器逐渐减小。
132.在一些实施方案中,感测系统包含图像捕捉装置,其耦合到扁平面包按压机1500的入口处的控制器,以检测在输送机14上进入按压机的面团球的数量。控制器经配置以检测每行面团球的数量,并将所检测的数量与面团球的预期数量进行比较。
133.例如,如果装载机板200经配置具有5x5按压图案,但仅看到四个面团球进入按压机,那么控制器指示按压机仅部分压缩面团球。面团球的部分压缩将面团球形成为圆柱形,指示一批失败。然后,圆柱形面团进入烤箱1600,但在使用回缩网排料离开扁平面包按压机1500时从扁平面包中分离出来(指示成功批次)。回缩网排料含有孔,其经定尺寸以允许经按压圆柱形面团穿过网落入箱或拒绝输送机上,同时成功的扁平面包食品在网的顶部移动并进入烤箱1600。
134.一旦不合格的面团球250从装载机板200上移除并沉积在输送机带14上,如图10d中所展示,控制器便命令输送机带14恢复向前运动,以将不合格的面团球250移离装载机板200,如图10e中所展示。当不合格的面团球250通过按压机时,控制器指示扁平面包按压机1500不向下按压不合格的面团球250。在一些情况下,不合格的面团球250在与合格面团球150相同的排料输送机中离开食品处理机器10。然而,被拒绝的不合格的面团球250不会被扁平面包按压机1500完全扁平。
135.在一些实施方案中,将不合格的面团球250输送到拒绝或排料输送机。拒绝输送机经配置以从食品处理机器10排出不合格的面团球250。在一些实例中,将不合格的面团球250输送并沉积到箱中以进行处置或回收。在一些实例中,输送机带14可反转,使得不合格的面团球250从输送机带14的边缘掉落到拒绝输送机或箱中。在一些实例中,拒绝输送机将不合格的面团球250传送到不合格食品移除装置,例如另一输送机、箱或手推车。
136.在一些实施方案中,控制器可间歇地致动拒绝输送机。例如,当未检测到堵塞时,控制器可适于不致动拒绝输送机。当控制器检测到不合格的面团球250时,控制器可使拒绝输送机致动。
137.在一些实施方案中,在不合格的面团球250被放置在拒绝输送机上或从装载机板200移除之后,装载机板200可再次开始接收面团球150。例如,当装载机板200已从一或多个开口202移除不合格的面团球250并将不合格的面团球250放置在拒绝输送机上时,控制器可向食品处理机器10发送信号,指示装载机板200可再次接收面团球。
138.如果自清除过程在几秒钟后或在一定数量的循环后(例如,装载机板200的三个或四个运动循环)不成功,那么控制器可指示暂时停止食品处理机器10的整个生产线,使得操作员109可手动清除堵塞。控制器可触发指示一或多个不成功的自清除尝试的警报。警报可为听觉、视觉或触觉的。例如,可激活红色旋转警报或警报器。在一些情况下,可广播指示未成功的自清除尝试的扬声器或公告。
139.以实例的方式,适合于执行计算机程序的控制器及计算机包含通用或专用微处理器或两者,或任何其它类型的中央处理单元。通常,中央处理单元将从只读存储器或随机存
取存储器或两者接收指令及数据。计算机的基本元件是用于执行或执行指令的中央处理单元及用于存储指令及数据的一或多个存储器装置。通常,计算机还将包含用于存储数据的一或多个大容量存储装置(例如,磁盘、磁光盘或光盘),或可操作地耦合以从其接收数据或向其传送数据。然而,计算机不需要具有此类装置。此外,计算机可嵌入另一装置,例如,移动电话、智能电话、个人数字助理(pda)、移动音频或视频播放器、游戏控制台、全球定位系统(gps)接收器或便携式存储装置(例如通用串行总线(usb)闪存驱动器)等。
140.适合于存储计算机程序指令及数据的计算机可读媒体包含所有形式的非易失性存储器、媒体及存储器装置,以实例的方式包含半导体存储器装置,例如,eprom、eeprom及闪存存储器装置;磁盘,例如,内部硬盘或可移动磁盘;磁光盘;以及cd-rom及dvd-rom盘。处理器及存储器可由专用逻辑电路补充或并入专用逻辑电路中。
141.虽然本说明书含有许多具体的实施方案细节,但这些细节不应被解释为对可能要求的范围的限制,而是对特定实施方案可能特定的功能的描述。本说明书中在单独实施方案的上下文中描述的某些特性也可在单个实施方案中组合实施。相反,在单个实施方案的上下文中描述的各种特征也可在多个实施方案中单独实施或在任何合适的子组合中实施。此外,尽管特征可在上文被描述为在某些组合中起作用,甚至最初要求也是如此,但在某些情况下,可从组合中删除所要求组合中的一或多个特征,且所要求的组合可指向子组合或子组合的变体。
142.类似地,虽然在附图中以特定顺序描绘操作,但这不应被理解为要求以所展示的特定顺序或顺序执行此类操作,或执行所有所说明的操作,以实现所期望的结果。在某些情况下,多任务及并行处理可能是有利的。此外,上文所描述的实施方案中的各种系统模块及组件的分离不应理解为在所有实施方案中都需要此类分离,且应理解,所描述的程序组件及系统通常可集成在单个软件产品中或封装到多个软件产品中。
143.已描述主题的特定实施方案。其它实施方案在所附权利要求书的范围内。例如,权利要求书中所陈述的动作可以不同的顺序执行,且仍实现所期望的结果。作为一个实例,附图中所描绘的过程不一定需要所展示的特定顺序或顺序来实现所期望的结果。在一些情况下,多任务及并行处理可能是有利的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。