1.本发明涉及智能检测技术领域,尤其涉及一种基于激光扫描的金属带针孔在线检测方法和系统。
背景技术:
2.铝箔、铜箔是制造新型电子/电力电容、新能源电池、家用电器等的重要原材料,在医药、食品包装等行业也广泛应用;随着行业的发展,对铝箔、铜箔品质要求越来越高,尤其对厚度的要求也越来越薄,但金属带在生产过程中极易产生针孔等缺陷,这将严重影响后续产品性能和工作寿命、被包装产品的质保期等,因此实现对针孔的检测,以改进制造工艺及用户用材的选择极为重要。
3.目前,市场上用于铝箔、铜箔等金属箔、薄板类带材针孔在线检测装置有三大种:第一类,采用led线性光源照明和数字线阵相机成像原理的针孔检测的装置,这类装置的优点是设备构成简单,成本低,但受到数字相机传感器感光灵敏度和动态响应范围限制,当材料速度达20m/s时,只能检测到材料上不小于100微米的针孔,且还存在横向不同位置检测灵敏度偏差较大、材料边缘部位过曝光形成较大范围盲区等问题,鉴于此,一般用于金属带或带材较大孔洞检测。
4.第二类,利用led线性光源照明与光电倍增管阵列接收原理的针孔检测装置,此装置的优点是检测灵敏度高,可实现对不小于10微米的针孔检测,但受led发散光照明影响,金属带或带材边缘不可检测盲区大,难以满足毫米级边缘盲区和金属带生成机组多条带针孔检测需求,且因照明和接收沿金属带或带材没有进行时间或空间维分割,不能实现被检测针孔横向位置的确定,一般只用于对针孔检测没有横向定位要求,且边缘不可检测盲区要求不高的应用场合。
5.第三类,利用模块化激光照明和模块化光子接收器阵列接收原理的针孔检测装置,是将第二类的改进提升,将led线性光源照明改成模块化激光照射器,接收器改成模块化光电倍增光接收器,每个激光照射器和接收器一一对应,有效检测长度固定如100mm,并根据被检测金属带或带材宽度配备模块数量,采用品字形排列覆盖整个幅面;但这类装置针孔检测横向定位精度在100mm,难以满足对针孔检测横向定位精度要求高的应用,还因采用品字形排列,设备纵向尺寸过大,难以满足铝箔金属带生成机组之类狭小空间安装要求。
技术实现要素:
6.本发明公开了一种基于激光扫描的金属带针孔在线检测方法和系统,旨在解决现有技术中存在的技术问题。
7.本发明采用下述技术方案:
8.一种基于激光扫描的金属带针孔在线检测方法,包括下列步骤:
9.激光扫描照射过程:
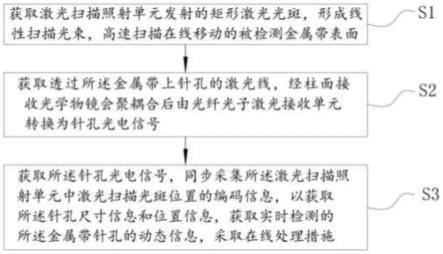
10.获取激光扫描照射单元发射的矩形激光光斑,形成线性扫描光束,高速扫描在线
移动的被检测金属带表面;
11.光纤光子激光接收过程:
12.获取透过所述金属带上针孔的激光线,经柱面接收光学物镜会聚耦合后由光纤光子激光接收单元转换为针孔光电信号;
13.获取所述针孔光电信号,同步采集所述激光扫描照射单元中激光扫描光斑位置的编码信息,以获取所述针孔尺寸信息和位置信息,并实时调制激光扫描能量;获取实时检测的所述金属带针孔的动态信息,采取在线处理措施。
14.在一些实施例中,激光扫描照射过程中,激光扫描照射单元发射矩形激光光斑,形成线性扫描光束的步骤包括:
15.获取稳频的激光,将所述激光调制形成预设波形的激光;
16.获取预设波形的激光,将所述激光整形成为矩形光斑;
17.获取所述矩形光斑,将所述矩形光斑形成高速扫描光斑;
18.获取所述高速扫描光斑,将所述高速扫描光斑变换为线性扫描光束,经出射窗口垂直照射至在线移动的被检测金属带表面上进行激光光斑的线性扫描。
19.在一些实施例中,激光扫描照射过程中,将所述激光调制形成预设波形的激光,包括步骤:
20.获取被检测金属带两边缘宽度信息和纵切条带宽度位置信息,将所述金属带两边缘宽度信息和纵切条带宽度位置信息与获取的描光斑扫描位置的运动信息进行时空匹配,生成激光调制信号,以实时调制激光扫描能量。
21.在一些实施例中,将所述金属带两边缘宽度信息和纵切条带宽度位置信息与获取的描光斑扫描位置的运动信息进行时空匹配,包括步骤:
22.获取所述金属带两边缘宽度信息和纵切条带宽度位置信息,结合激光扫描点位置时序特性,基于时间换空间的原理进行匹配,产生激光功率调制信号,即当光斑落在金属带实体上则对应调制信号为低电平时,激光通过产生亮光斑;当光斑落在金属带实体外部则对应调制信号为高电平时,产生暗光斑。
23.在一些实施例中,光纤光子激光接收过程中,获取透过所述金属带上针孔的激光线,经柱面接收光学物镜会聚耦合后由光纤光子激光接收单元转换为针孔光电信号,包括步骤:
24.获取针孔的激光线,由柱面接收光学物镜将激光线会聚耦合,成像于光纤接收转换单元的入射端面,光纤接收转换单元将获取的光信号经分布排列的光纤转换输出;
25.获取过滤后且与激光扫描光斑对应波长的激光,高灵敏光子接收器使沿被检测金属带长度方向的长矩形视场与高灵敏光子接收器的圆形光敏面有效匹配,将激光信号转换形成电信号,经高速实时处理,获得针孔光电信号。
26.在一些实施例中,获取实时检测的所述金属带针孔的动态信息,采取在线处理措施,包括步骤:
27.获取针孔光电信号,依据光电信号的幅度尺寸信息及预设要求进行等级分类;
28.实时获取针孔大小尺寸信息及位置信息,并在线动态显示、报警和检测报表生成,其中,对针孔位置信息和大小信息采用动态运行图的方式实时显示,依据预设的严重程度等级进行不同程度的报警。
29.本发明还公开了一种基于激光扫描的金属带针孔在线检测系统,安装在金属带生产机组机架上,用于执行上述所述基于激光扫描的金属带针孔在线检测方法,包括分别对应置于被检测金属带两侧的激光扫描照射装置、光纤光子激光接收装置,及与所述激光扫描照射装置、所述光纤光子激光接收装置控制连接的针孔仪管控计算机;
30.所述激光扫描照射装置包括至少一个激光扫描照射单元、激光出射光学窗口及与所述激光出射光学窗口的周边连接进行一体化封装的照射器箱体,且所述激光出射光学窗口与所述金属带相邻;
31.其中,一个所述激光扫描照射单元包括朝向所述激光出射光学窗口依次排列的用于发射激光光束的稳频激光器、对所述激光进行能量调制的激光调制器、将调制后的激光光束整形变为预设光斑的激光光斑整形器、将所述光斑变成高速扫描光束的激光扫描器、将所述高速扫描光束变换为线性扫描光束的线性变换光学单元;还包括对所述稳频激光器供电并进行稳频控制的激光控制器、供给激光调制器激光调制信号的信号生成单元;
32.所述光纤光子激光接收装置包括依次排列的与所述金属带相邻的接收器光学窗口、将激光光线汇聚成像的柱面接收光学物镜、至少一个光纤光子激光接收单元、信号处理器及与所述接收器光学窗口的周边连接进行一体化封装的接收器箱体;其中,一个所述光纤光子激光接收单元包括固连为一体的用于接收成像的光纤接收转换单元、用于接收过滤后的预设波长的激光并转化为电信号的高灵敏光子接收器及插入两者之间用于过滤掉多余环境光的窄带滤光片,所述窄带滤光片的中心波长与所述稳频激光器的工作波长相匹配。
33.在一些实施例中,所述激光扫描照射单元与所述光纤光子激光接收单元均为模块化设计,且所述激光扫描照射单元与所述光纤光子激光接收单元的数量相同,均与所述金属带的宽度h相匹配,使得所述激光扫描照射装置的有效照射宽度之和与所述光纤光子激光接收装置的有效接收视场之和相同且不小于所述金属带的宽度;且所述激光出射光学窗口的有效通光长度尺寸不小于所述激光扫描照射单元总数的有效照射宽度之和,所述接收器光学窗口的有效通光尺寸长度不小于所述光纤光子激光接收单元总数的有效接收视场之和。
34.在一些实施例中,所述线性变换光学单元使扫描器扫出的扇形照射光变成平行照射光,并与所述金属带表面法线平行,使得线性扫描光束经激光出射光学窗口平行出射后垂直照射在所述金属带的表面上。
35.在一些实施例中,所述信号处理器与所述针孔仪管控计算机连接以输送所述金属带上的针孔的大小及x向、y向的位置信息;所述激光调制信号生成单元与所述针孔仪管控计算机连接以接收所述金属带宽度信息和纵切信息。
36.有益效果:
37.本发明公开了一种基于激光扫描的金属带针孔在线检测方法和系统,与现有技术相比,本发明具有以下优点:
38.1、本发明提出了激光扫描照明与时空同步信号处理技术,实现了针孔检测横向、纵向高精度定位功能,定位精度优于2mm,克服了现有技术针孔检测不能横向定位或定位精度不高的问题。
39.2、本发明提出了基于激光扫描点位置时序与金属带宽度、纵切剪缝位置匹配的时
间换空间原理,产生激光功率调制信号时空关联的激光调制原理,基于被检测箔带或带材宽度、纵切条带宽度信息和激光扫描光斑位置编码信息,生成激光调制信号,进行扫描激光的能量调制;克服了现有技术需要进行整个箔带或带材边缘和分切缝的照射光线的机械遮挡,带来的操作复杂、边缘不可检测盲区大、安全隐患的问题。
40.3、本发明采用模块化、组件化光纤变换组件与高灵敏光子探测器件耦合探测原理,极大的减小了接收器的尺寸,解决了狭小空间上实现针孔在线检测。
41.4、本发明采用稳频激光器的激光工作波长与所述窄带滤光片设置的中心波长相匹配的原理,实现了对以20m/s高速运动的在线检测金属带的被检出针孔的最小直径不大于10微米。
附图说明
42.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,构成本发明的一部分,本发明的示意性实施例及其说明解释本发明,并不构成对本发明的不当限定;在附图中:
43.图1为本发明实施例提供的基于激光扫描的金属带针孔在线检测的技术方案流程图;
44.图2为本发明实施例提供的与检测金属的宽度相匹配的含一个激光扫描照射单元、一个光纤光子激光接收单元的技术方案结构示意图;
45.图3为本发明实施例提供的与检测金属的宽度相匹配的含两个激光扫描照射单元、两个光纤光子激光接收单元的技术方案结构示意图。
46.其中,附图标记说明:
47.稳频激光器1;激光调制器2;激光光斑整形器3;激光扫描器4;线性变换光学单元5;激光控制器6;激光调制信号生成单元7;激光出射光学窗口8;照射器箱体9;接收器光学窗口10;柱面接收光学物镜11;光纤接收转换单元12;窄带滤光片13;高灵敏光子接收器14;信号处理器15;接收器箱体16;针孔仪管控计算机17,金属带18;针孔19;金属带生产机组机架20;纵切机组21;激光扫描照射单元100;光纤光子激光接收单元200。
具体实施方式
48.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。在本发明的描述中,需要说明的是,说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”;“若干个”指多于2个。
49.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
50.显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.如图2、图3所示,本发明公开了一种基于激光扫描的金属带针孔在线检测系统,安装在金属带生产机组机架20上,包括分别对应设置在被检测的金属带18两侧的激光扫描照射装置、光纤光子激光接收装置,及与所述激光扫描照射装置、所述光纤光子激光接收装置控制连接的针孔仪管控计算机17。
52.所述激光扫描照射装置包括至少一个激光扫描照射单元100、激光出射光学窗口8及与所述激光出射光学窗口8的周边连接进行一体化封装的照射器箱体9,且所述激光出射光学窗口8与所述金属带18相邻。
53.其中,一个所述激光扫描照射单元100包括朝向所述激光出射光学窗口8依次排列的用于发射激光光束的稳频激光器1、对所述激光进行能量调制的激光调制器2、将调制后的激光光束整形变为预设光斑的激光光斑整形器3、将所述光斑变成高速扫描光束的激光扫描器4、将所述高速扫描光束变换为线性扫描光束的线性变换光学单元5;还包括对所述稳频激光器1供电并进行稳频控制的激光控制器6、供给激光调制器2激光调制信号的信号生成单元7,如图2为一个激光扫描照射单元100,图3为两个并排安装的激光扫描照射单元100。
54.所述光纤光子激光接收装置包括依次排列的与所述金属带18相邻的接收器光学窗口10、将激光光线汇聚成像的柱面接收光学物镜11、至少一个光纤光子激光接收单元200、信号处理器15及与所述接收器光学窗口10的周边连接进行一体化封装的接收器箱体16。
55.其中,一个所述光纤光子激光接收单元200包括固连为一体的用于接收成像的光纤接收转换单元12、用于接收过滤后的预设波长的激光并转化为电信号的高灵敏光子接收器14及插入两者之间用于过滤掉多余环境光的窄带滤光片13,稳频激光器1的激光工作波长与所述窄带滤光片13设置的中心波长相匹配;如图2为一个光纤光子激光接收单元,图3为两个并排安装的光纤光子激光接收单元。
56.需要说明的是,所述激光扫描照射单元100与所述光纤光子激光接收单元200均为模块化设计,且所述激光扫描照射单元与所述光纤光子激光接收单元的数量相同,均与所述金属带18的宽度h相匹配,即数量根据金属带18的宽度h确定,使得所述激光扫描照射装置的有效照射宽度之和与所述光纤光子激光接收装置的有效接收视场之和相同且不小于所述金属带18的宽度;且所述激光出射光学窗口8的有效通光长度尺寸不小于所述激光扫描照射单元100总数的有效照射宽度之和,所述接收器光学窗口10的有效通光尺寸长度不小于所述光纤光子激光接收单元200总数的有效接收视场之和。
57.在一些实施例中,所述线性变换光学单元5相对所述金属带18的放置位置使得线性扫描光束经激光出射光学窗口8平行出射后垂直照射在所述金属带18的表面上。
58.在一些实施例中,所述信号处理器15与所述针孔仪管控计算机17连接以输送所述金属带18上的针孔19的大小及x向、y向的位置信息;所述激光调制信号生成单元7与所述针孔仪管控计算机17连接以接收所述金属带18宽度信息和纵切信息。
59.所述金属带18与所述金属带生产机组机架20上设有的纵切机组21相连,驱动所述金属带18沿z轴方向移动。
60.需要说明的是,所述金属带18的厚度不大于1mm,包括铝箔、铜箔及其他带材。
61.需要说明的是,本发明采用稳频激光器1的激光工作波长与所述窄带滤光片13设
置的中心波长相匹配的原理,实现了对以20m/s高速运动的在线检测金属带18的被检出针孔的最小直径不大于10微米。
62.如图1-图3所示,本发明提供的技术方案:
63.一种基于激光扫描的金属带针孔在线检测方法,包括下列步骤:
64.激光扫描照射过程:
65.稳频激光器1发射的激光功率通过激光调制器2调制成所需波形的激光,调制后的激光再通过激光光斑整形器3整形,得到所需要的发散角和光束直径的矩形光斑,本示例中,取发散角为2mrad,光束直径为0.5mm。矩形光斑激光线再通过激光扫描器4形成高速扫描光斑,激光高速扫描光斑再进入线性变换光学单元5变成线性扫描光束,使扫描光斑在被检测金属带18表面运动速度接近匀速运动,线性扫描光束通过激光出射光学窗口8出射,垂直照射在被检测金属带18表面上,形成激光光斑高速扫描线,实现激光光斑在被检测所述金属带18表面的线性扫描。
66.光纤光子激光接收过程:
67.透过被检测金属带18上针孔19的激光穿过接收器光学窗口10,被柱面接收光学物镜11会聚成像在光纤接收转换单元12接收端面上,光纤接收转换单元12通过光纤入射和出射端光纤分布排列方式设计,将从接收端接收的光信号通过光纤变换从出射端输出,传输给光谱匹配的窄带滤光片13光谱滤波,滤掉金属带18生产厂房环境光,仅使激光扫描光斑对应波长的激光透过,被高灵敏光子接收器14接收,通过光电转换形成电信号,电信号经过信号处理器15处理得到针孔信号,信号处理器15处理得到针孔信号,并在获得针孔信号的同时,同步采集金属带18宽度方向的位置信息和长度方向的编码信息;针孔仪管控计算机17获取实时检测的所述金属带针孔的动态信息,采取在线处理措施。
68.本发明提供的第一实施例,如图1、图2所示:
69.一种基于激光扫描的金属带针孔在线检测方法,包括下列步骤:
70.激光扫描照射过程:
71.稳频激光器1发射的激光功率通过激光调制器2调制成所需波形的激光,调制后的激光再通过激光光斑整形器3整形,得到所需要的发散角和光束直径的矩形光斑,本示例中,取发散角为2mrad,光束直径为0.5mm。矩形光斑激光线再通过激光扫描器4形成高速扫描光斑,激光高速扫描光斑再进入线性变换光学单元5变成线性扫描光束,使扫描光斑在被检测金属带18表面运动速度接近匀速运动,线性扫描光束通过激光出射光学窗口8出射,垂直照射在被检测金属带18表面上,形成激光光斑高速扫描线,实现激光光斑在被检测所述金属带18表面的线性扫描。
72.其中,激光控制器6给稳频激光器1供电,并进行稳频控制;激光调制信号生成单元7接收由针孔仪管控计算机17输送的机组物流下发的被检测金属带18两边缘宽度信息和纵切条带宽度位置信息,将金属带18两边缘宽度信息和纵切条带宽度位置信息与激光扫描器4扫描光斑实时扫描位置运动信息,基于时间换空间的原理进行匹配,产生激光功率调制信号,即当光斑落在金属带18实体上对应调制信号为低电平时,激光通过产生亮光斑;否则,对应调制信号为高电平时,产生暗光斑;激光调制信号生成单元7生成的激光调制信号,输出给激光调制器2,实现对稳频激光器1输出的激光能量调制。
73.光纤光子激光接收过程:
74.透过被检测金属带18上针孔19的激光穿过接收器光学窗口10,被柱面接收光学物镜11会聚成像在光纤接收转换单元12接收端面上,光纤接收转换单元12通过光纤入射和出射端光纤分布排列方式设计,将从接收端接收的光信号通过光纤变换从出射端输出,传输给光谱匹配的窄带滤光片13光谱滤波,滤掉金属带18生产厂房环境光,仅使激光扫描光斑对应波长的激光透过,被高灵敏光子接收器14接收,使沿被检测金属带18长度方向的长矩形视场400mm
×
3mm与高灵敏光子接收器14的圆形光敏面有效匹配,本示例设为φ30mm的圆形光敏面,高灵敏光子接收器14将接收到的激光信号,通过光电转换形成电信号,电信号经过信号处理器15处理得到针孔信号,并在获得针孔信号的同时,同步采集激光扫描器对应的激光扫描点x横向,即金属带18宽度方向的位置信息和金属带生产机组机架20码盘y纵向,即金属带18长度方向的编码信息;由于针孔19越大透过的过光能量越多,产生的光电信号幅度越大,因此,信号处理器15根据信号的幅度大小及预设的等级分类进行对针孔19大小的等级判断、大小分类,并且每级阈值用户可根据需要自行设定;信号处理器15综合针孔19大小、x位置、y位置信息通过网络通信传输给针孔仪管控计算机17,针孔仪管控计算机17接收检测的针孔信息后进行在线动态显示、报警和检测报表生成。
75.其中,针孔仪管控计算机17采用动态运行图的方式对被检测金属带18的针孔19检测结果动态显示针孔位置信息和大小信息,针孔大小类别可用红、橙、黄、绿、兰等多种颜色来显示,针孔19位置用屏幕对应的x、y坐标来显示,且y坐标根据金属带18的运行速度实时滚动;针孔仪管控计算机17根据用户设置的针孔19严重程度可进行不同程度的报警,报警方式包括不同颜色的闪屏和声光报警。
76.本示例中,一个激光扫描照射单元的有效扫描照射宽度为400mm,一个光纤光子激光接收单元的有效接收视场的宽度为400mm,在线检测的金属带18在x方向的宽度h≤400mm,所述激光出射光学窗口8的有效通光长度尺寸不小于400mm,且宽度不小于10mm,每个线性变换光学单元5有效扫描照射宽度为400mm;所述接收器光学窗口10的有效通光尺寸长度不小于400mm,且宽度应不小于30mm,柱面接收光学物镜11有效通光长度为400mm。
77.纵切机组21安装在金属带生产机组机架20上,所述金属带18与纵切机组21相连,在纵切机组21的驱动下依据预设的速度沿z轴方向移动,移动过程完成对所述金属带18中针孔19的检查。
78.需要说明的是,高灵敏光子接收器14接收,使沿被检测金属带18长度方向的长矩形视场与高灵敏光子接收器14的圆形光敏面有效匹配,极大地减少了使用高灵敏光子接收器数量,从而极大地减小了光纤光子激光接收器置体积,满足了类似铝箔金属带生成机组狭小空间实现针孔在线检测地需求,同时合理降低了设备地制造成本。
79.需要说明的是,所述金属带18的厚度不大于1mm,包括铝箔、铜箔及其他带材。
80.需要说明的是,通过线性变换光学组合5使扫描光斑在各扫描位置接近平行且垂直照射被检测金属带18,保证不同位置针孔激光照射条件一致,保证了针孔检测和等级分类的一致性和准确性。
81.需要说明的是,激光调制信号生成单元7根据输入的被检测金属带18总的宽度、分切宽度信息,结合激光扫描器4激光扫描点位置时序特性,基于时间换空间的原理,产生激光功率调制信号,使激光扫描光斑只在金属带18上产生亮斑,其余扫描位置为暗斑,克服了激光光斑经过金属带18两侧外部和分切中间剪缝直接照射进接收器光学窗口10,带来光纤
光子高灵敏激光光电转换组件强光光晕效应,实现了金属带生成机组无照明遮挡条件下小边缘盲区的针孔19在线检测,同时,实现了针孔19检测横向、纵向高精度定位功能,定位精度优于2mm。
82.需要说明的是,本发明采用稳频激光器1的激光工作波长与所述窄带滤光片13设置的中心波长相匹配的原理,实现了对以20m/s高速运动的在线检测金属带18的被检出针孔的最小直径不大于10微米。
83.本发明提供的第二实施例:
84.如图1、图3所示,一种基于激光扫描的金属带针孔在线检测方法,包括下列步骤:
85.激光扫描照射过程:
86.两个并排安装在金属带生产机组机架20上的激光扫描照射单元100分别进行如下工作:
87.稳频激光器1发射的激光功率通过激光调制器2调制成所需波形的激光,调制后的激光再通过激光光斑整形器3整形,得到所需要的发散角和光束直径的矩形光斑,矩形光斑激光线再通过激光扫描器4形成高速扫描光斑,激光高速扫描光斑再进入线性变换光学单元5变成线性扫描光束,使扫描光斑在被检测金属带18表面运动速度接近匀速运动,两个线性变换光学单元5形成的线性扫描光束均通过激光出射光学窗口8出射,照射在被检测金属带18上,形成激光光斑高速扫描线,实现激光光斑在被检测所述金属带18表面的线性扫描;其中,激光控制器6给稳频激光器1供电,并进行稳频控制;激光调制信号生成单元7接收由针孔仪管控计算机17输送的机组物流下发的被检测金属带18两边缘宽度信息和纵切条带宽度位置信息,将金属带18两边缘宽度信息和纵切条带宽度位置信息与激光扫描器4扫描光斑实时扫描位置运动信息进行时空匹配,即当光斑落在金属带18实体上对应调制信号为低电平时,激光通过产生亮光斑;否则,对应调制信号为高电平时,产生暗光斑;激光调制信号生成单元7生成的激光调制信号,分别输出给激光调制器2,分别实现对稳频激光器1输出的激光能量调制。
88.光纤光子激光接收过程:
89.两个并排安装在金属带生产机组机架20上的光纤光子激光接收单元200分别进行如下工作:
90.透过被检测金属带18上针孔19的激光穿过接收器光学窗口10,被一个柱面接收光学物镜11会聚成像在两个并排放置的光纤接收转换单元12接收端面上,光纤接收转换单元12通过光纤入射和出射端光纤分布排列方式设计,将从接收端接收的光信号通过光纤变换从出射端输出,传输给光谱匹配的窄带滤光片13光谱滤波,滤掉金属带18生产厂房环境光,仅使激光扫描光斑对应波长的激光透过,被高灵敏光子接收器14接收,使沿被检测金属带18长度方向的长矩形视场400mm
×
3mm与高灵敏光子接收器14的圆形光敏面有效匹配,本示例设为φ30mm的圆形光敏面,高灵敏光子接收器14将接收到的激光信号,通过光电转换形成电信号,形成的电信号均经过信号处理器15处理得到针孔信号,在获得针孔信号的同时,信号处理器15同步采集激光扫描器4对应的激光扫描点x横向,即金属带18宽度方向的位置信息和金属带生成机组20码盘y纵向,即金属带18长度方向的编码信息;由于针孔19越大透过的过光能量越多,产生的光电信号幅度越大,因此,信号处理器15根据信号的幅度大小,进行针孔19大小的等级判断、大小分类,并且每级阈值用户可根据需要自行设定;信号处理
器15综合针孔19大小、x位置、y位置信息通过网络通信传输给针孔仪管控计算机17,针孔仪管控计算机17接收检测的针孔信息后进行在线动态显示、报警和检测报表生成。其中,针孔仪管控计算机17采用动态运行图的方式对被检测金属带18的针孔19检测结果动态显示针孔位置信息和大小信息,针孔大小类别可用红、橙、黄、绿、兰等多种颜色来显示,针孔19位置用屏幕对应的x、y坐标来显示,且y坐标根据金属带18的运行速度实时滚动;针孔仪管控计算机17根据用户设置的针孔19严重程度可进行不同程度的报警,报警方式包括不同颜色的闪屏和声光报警。
91.本示例中,两个激光扫描照射单元100、两个光纤光子激光接收单元200与金属带18在x方向的宽度h=800mm相匹配。
92.在线检测的金属带18在x方向的宽度h=800mm,两个激光扫描照射单元100的有效扫描照射宽度为400mmx2,两个光纤光子激光接收单元200的有效接收视场的宽度为400mmx2,所述激光出射光学窗口8的有效通光长度尺寸不小于800mm,且宽度不小于10mm,每个线性变换光学单元5有效扫描照射宽度为400mm;所述接收器光学窗口10的有效通光尺寸长度不小于800mm,且宽度应不小于30mm,柱面接收光学物镜11有效通光长度为800mm。
93.纵切机组21安装在金属带生产机组机架20上,所述金属带18与纵切机组21相连,在纵切机组21的驱动下依据预设的速度沿z轴方向移动,移动过程完成对所述金属带18中针孔19的检查。
94.需要说明的是,高灵敏光子接收器14接收,使沿被检测金属带18长度方向的长矩形视场与高灵敏光子接收器14的圆形光敏面有效匹配,极大地减少了使用高灵敏光子接收器数量,从而极大地减小了光纤光子激光接收器置体积,满足了类似铝箔金属带生成机组狭小空间实现针孔在线检测地需求,同时合理降低了设备地制造成本。
95.需要说明的是,通过线性变换光学组合5使扫描光斑在各扫描位置接近平行且垂直照射被检测金属带18,保证不同位置针孔激光照射条件一致,保证了针孔检测和等级分类的一致性和准确性。
96.需要说明的是,激光调制信号生成单元7根据输入的被检测金属带18总的宽度、分切宽度信息,结合激光扫描器4激光扫描点位置时序特性,基于时间换空间的原理,产生激光功率调制信号,使激光扫描光斑只在金属带18上产生亮斑,其余扫描位置为暗斑,克服了激光光斑经过金属带18两侧外部和分切中间剪缝直接照射进接收器光学窗口10,带来光纤光子高灵敏激光光电转换组件强光光晕效应,实现了金属带生成机组无照明遮挡条件下小边缘盲区的针孔19在线检测,同时,实现了针孔19检测横向、纵向高精度定位功能,定位精度优于2mm。
97.需要说明的是,本发明采用稳频激光器1的激光工作波长与所述窄带滤光片13设置的中心波长相匹配,实现了对以20m/s高速运动的在线检测金属带18的被检出针孔的最小直径不大于10微米。
98.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本发明的保护之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
