1.本发明超高速激光速熔覆-余热切削涂层制备方法,涉及一体化加工技术领域,尤其涉及将超高速激光熔覆与切削加工相结合的一体化加工方法。
背景技术:
2.超高速激光熔覆是一种先进的表面涂层技术。相对于常规的电镀、热喷涂、各类堆焊和传统激光熔覆等表面涂层技术,超高速激光熔覆在效率、质量和环境方面都表现了绝对的优势。超高速激光熔覆制备的涂层零件具有优异的服役性能,更长的使用寿命,因此在冶金、交通运输以及生产制造等复杂工况零件的表面处理领域具有广阔的应用前景。
3.超高速激光熔覆技术将涂层粉末在距离基体材料一定的高度熔化,激光的大部分能量用于熔覆粉末的熔化,少部分能量用于工件基体材料的熔化,使熔化的涂层粉末与基体之间形成冶金结合界面,该方法有利于减少热影响区和稀释率,增加涂层与基体的结合强度。与传统激光熔覆相比,超高速激光熔覆提高了激光功率和扫描速度,使涂层粉末熔化更彻底,从而将表面粗糙度降低为传统激光熔覆的10%,且熔覆层的孔隙率也低于传统激光熔覆,因此超高速激光熔覆层性能得到了很大的提升。与电镀表面涂层技术相比,超高速激光熔覆技术具有良好的结合强度,能源消耗少,不涉及化学反应,环境友好。热喷涂技术虽然沉积速度高,但粉末利用率仅为50%,另外现有报道中,涂层中常存在1%-2%的孔隙率,导致耐腐蚀性能降低。超高速激光熔覆层组织细密,无气孔,结合强度高,避免了热喷涂技术的缺陷。堆焊技术虽可制备高质量无缺陷的涂层,因其高沉积效率的特点,会伴随高能量的输入,会诱发基体材料的组织性能转变和热损伤。因此与传统的涂层制备技术相比,超高速激光熔覆技术在涂层制备方面展现了明显的优势。
4.目前已公开的超高速激光熔覆技术主要集中于涂层性能提升方面,例如江苏大学申请的专利(一种磁致预热和搅拌辅助制备超高速激光熔覆层的方法,公开号:cn 111041473 a)和哈尔滨工程大学申请的专利(一种超声冲击辅助超高速激光熔覆制备非晶涂层的方法,公开号:cn111286733 a)分别利用磁场和超声振动使涂层的致密性和裂纹获得了有效改进,然而在超高速激光熔覆中,相邻熔道之间的搭接率导致制备的涂层存在形貌误差和较大粗糙度。当涂层零件存在装配关系时,通常采用后续加工获得较高的表面质量。由于涂层具有高硬度、耐磨损的特点,传统的后续加工方法存在切削力大、刀具磨损严重、易产生裂纹和剥落等问题。加热辅助切削技术是难加工材料加工的有效手段,预热工件,软化材料,降低切削力,提高加工质量。如天津大学公布的专利(激光在线预加热辅助加工方法,公开号:cn 112743297 a)和哈尔滨工业大学公布的专利(一种激光改性超精密切削的激光辅助加工硬脆材料方法,公开号:cn110899981a)可在材料被切削之前被激光准确加热软化,获得高的加工质量。但诸如此类激光预加热切削方法和其他能量加热辅助加工方法通常在工件制备完成后进行,需要搭建复杂的加热装置或加工刀具,才能实现高表面质量加工,生产成本高,周期长。
5.针对上述现有技术中所存在的问题,研究设计一种新型的超高速激光速熔覆-余
热切削涂层制备方法,从而克服现有技术中所存在的问题是十分必要的。
技术实现要素:
6.根据上述现有技术提出的普通切削存在切削力大、刀具磨损严重,易产生裂纹和剥落;激光预加热切削方法需搭建预加热装置降低切削力、生产成本高,周期长等技术问题,而提供一种超高速激光速熔覆-余热切削涂层制备方法。本发明主要利用超高速激光速熔覆方法a和余热切削涂层方法b同时进行,调整切削刀具与熔池的相对距离,在熔覆层存在余热时,切削已成型的熔覆层,从而实现在位实现涂层制备与加工一体化,降低切削力,提高熔覆层表面质量。
7.本发明采用的技术手段如下:
8.一种超高速激光速熔覆-余热切削涂层制备方法包括:超高速激光速熔覆方法a和余热切削涂层方法b;
9.进一步地,超高速激光速熔覆方法a包括如下步骤:
10.a1、熔覆准备:将待熔覆工件清洁干净,固定于回转机构上,将干燥后的金属粉末放入送粉罐;
11.a2、熔覆参数确定:要求熔覆激光功率为500~5000w;要求扫描速度为10~200m/min;要求单道熔覆宽度小于1.8mm,依此调整离焦量和光斑直径;工件每旋转一周,熔覆喷头沿工件轴向移动的距离要求大于单道熔覆宽度的一半,小于单道熔覆宽度;要求送粉速率能使粉末吸收激光能量的80%左右,使粉末熔化的同时也不能过烧;
12.a3、规划熔覆路径:根据待熔覆表面的形状规划熔覆路径;
13.a4、激光熔覆:预热工件至200~400℃,预热的目的为降低涂覆裂纹产生的可能性,可根据不同的基板和涂层材料选择合适的预热温度;采用a2步骤的熔覆参数和a3步骤的熔覆路径,熔覆喷头移动实现工件表面的超高速激光熔覆;
14.进一步地,余热切削涂层方法b包括如下步骤:
15.b1、选择加工方式:根据熔覆表面的形状和熔覆层的表面质量要求,选择切削刀具;
16.b2、设置余热切削参数:根据b1步骤选择的切削刀具,在加工区域内设置切削工艺参数,切削深度大于4μm;进给速度应保证涂层存在余热时被切削;切削深度的设定目的为去除表面形貌误差和粗糙度,可根据初始熔覆层的表面质量调整,可选择大于涂层厚度的五分之一切深;根据a3步骤的熔覆路径,生成刀具切削路径;
17.b3、局部特殊参数设置:对于存在倒角、圆角、燕尾槽典型特征的零件,可根据特征的尺寸,调整加工刀具的轴向进给量,修改刀具路径,在超高速激光熔覆后对特殊要求特征进行精密切削加工;
18.b4、余热切削加工:根据b2和b3步骤得出的工艺参数和刀具路径,对熔覆层进行切削加工,使熔覆表面达到所需的表面质量;
19.进一步地,超高速激光速熔覆方法a和余热切削涂层方法b同时进行,熔覆层的温度设计为可获得良好表面质量的温度,即熔覆层存在余热时,切削已成型的熔覆层,在位实现涂层制备与加工一体化,降低切削力,提高熔覆层表面质量。
20.进一步地,待熔覆工件为具有尺寸精度和表面质量要求的回转类零件。
21.进一步地,清洁方式为喷砂、砂纸打磨、砂轮打磨、激光清洗、超声清洗中的一种,但不仅限于上述方式。
22.进一步地,回转机构包括:卧式回转机构和立式回转机构。
23.进一步地,金属粉末包括:适用于激光熔覆的合金粉末、高熵合金粉末、硬质合金粉末及陶瓷颗粒增强金属基材料粉末;同时包括:丝状和板状金属材料,可满足不同熔覆面涂层的超高速激光熔覆。
24.进一步地,熔覆激光包括:具有高功率或高亮度热源的固体激光束和气体激光束,可将金属材料和金属粉末熔化。
25.进一步地,待熔覆表面包括:圆柱面、圆锥面、回转端面及以上表面的组合。
26.进一步地,熔覆路径包括:直线状及圆弧曲线,以达到完全熔覆工件表面、提高熔覆效率的目的。
27.进一步地,切削刀具包括:车刀、铣刀和磨轮;
28.进一步地,切削刀具可多把刀具同时使用,当切深和进给较大影响切削加工表面质量时,使用多把切削刀具,将总切深和进给递减施加在不同的切削刀具上,提高零件的加工效率及表面质量。例如熔覆层表面形貌误差较大时,一次去除形貌误差的切深较大并影响加工的表面质量,可使用多把切削刀具,将切深施加在不同的刀具上,提升加工质量,需要注意的是多把刀具的部署,应保证涂层存在余热时被切削。
29.较现有技术相比,本发明具有以下优点:
30.1、本发明提供的超高速激光速熔覆-余热切削涂层制备方法,不需要添加额外的辅助工艺,也不需要对熔覆涂层再次加热,利用超高速熔覆余热,在位实现涂层制备与加工一体化,提高熔覆涂层质量;
31.2、本发明提供的超高速激光速熔覆-余热切削涂层制备方法,采用余热切削涂层的方法,极大地减低了熔覆层的表面粗糙度和形貌误差,降低加工难度、简化加工工艺、提高加工精度和效率、减少能源消耗等优点,对实现熔覆涂层的高性能制造具有重要意义。
32.综上,应用本发明的技术方案解决了现有技术中的普通切削存在切削力大、刀具磨损严重,易产生裂纹和剥落;激光预加热切削方法需搭建预加热装置降低切削力、生产成本高,周期长等问题。
附图说明
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
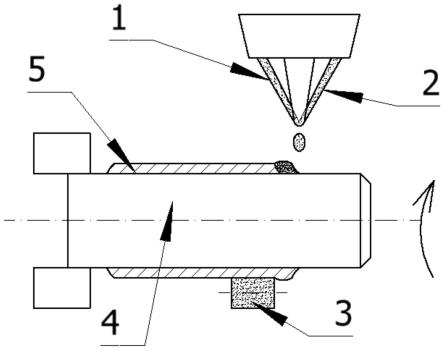
34.图1为本发明实施例1示意图;
35.图2为本发明实施例2示意图。
36.图中:1、激光束 2、粉末流 3、减材刀具 4、工件 5、工件圆柱侧面 6、工件端面。
具体实施方式
37.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相
互组合。下面将参考附图并结合实施例来详细说明本发明。
38.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
40.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
41.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
42.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
43.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
44.本发明提供了一种超高速激光速熔覆-余热切削涂层制备方法包括:超高速激光速熔覆方法a和余热切削涂层方法b;
45.超高速激光速熔覆方法a包括如下步骤:
46.a1、熔覆准备:将待熔覆工件清洁干净,固定于回转机构上,将干燥后的金属粉末
放入送粉罐;
47.a2、熔覆参数确定:要求熔覆激光功率为500~5000w;要求扫描速度为10~200m/min;要求单道熔覆宽度小于1.8mm,依此调整离焦量和光斑直径;工件每旋转一周,熔覆喷头沿工件轴向移动的距离要求大于单道熔覆宽度的一半,小于单道熔覆宽度;要求送粉速率能使粉末吸收激光能量的80%左右,使粉末熔化的同时也不能过烧;
48.a3、规划熔覆路径:根据待熔覆表面的形状规划熔覆路径;
49.a4、激光熔覆:预热工件至200~400℃,预热的目的为降低涂覆裂纹产生的可能性,可根据不同的基板和涂层材料选择合适的预热温度;采用a2步骤的熔覆参数和a3步骤的熔覆路径,熔覆喷头移动实现工件表面的超高速激光熔覆;
50.余热切削涂层方法b包括如下步骤:
51.b1、选择加工方式:根据熔覆表面的形状和熔覆层的表面质量要求,选择切削刀具;
52.b2、设置余热切削参数:根据b1步骤选择的切削刀具,在加工区域内设置切削工艺参数,切削深度大于4μm;进给速度应保证涂层存在余热时被切削;切削深度的设定目的为去除表面形貌误差和粗糙度,可根据初始熔覆层的表面质量调整,可选择大于涂层厚度的五分之一切深;根据a3步骤的熔覆路径,生成刀具切削路径;
53.b3、局部特殊参数设置:对于存在倒角、圆角、燕尾槽典型特征的零件,可根据特征的尺寸,调整加工刀具的轴向进给量,修改刀具路径,在超高速激光熔覆后对特殊要求特征进行精密切削加工;
54.b4、余热切削加工:根据b2和b3步骤得出的工艺参数和刀具路径,对熔覆层进行切削加工,使熔覆表面达到所需的表面质量;
55.超高速激光速熔覆方法a和余热切削涂层方法b同时进行,熔覆层的温度设计为可获得良好表面质量的温度,即熔覆层存在余热时,切削已成型的熔覆层,在位实现涂层制备与加工一体化,降低切削力,提高熔覆层表面质量。
56.待熔覆工件为具有尺寸精度和表面质量要求的回转类零件。
57.清洁方式为喷砂、砂纸打磨、砂轮打磨、激光清洗、超声清洗中的一种,但不仅限于上述方式。
58.回转机构包括:卧式回转机构和立式回转机构。
59.金属粉末包括:适用于激光熔覆的合金粉末、高熵合金粉末、硬质合金粉末及陶瓷颗粒增强金属基材料粉末;同时包括:丝状和板状金属材料,可满足不同熔覆面涂层的超高速激光熔覆。
60.熔覆激光包括:具有高功率或高亮度热源的固体激光束和气体激光束,可将金属材料和金属粉末熔化。
61.待熔覆表面包括:圆柱面、圆锥面、回转端面及以上表面的组合。
62.熔覆路径包括:直线状及圆弧曲线,以达到完全熔覆工件表面、提高熔覆效率的目的。
63.切削刀具包括:车刀、铣刀和磨轮;切削刀具可多把刀具同时使用,当切深和进给较大影响切削加工表面质量时,使用多把切削刀具,将总切深和进给递减施加在不同的切削刀具上,提高零件的加工效率及表面质量。例如熔覆层表面形貌误差较大时,一次去除形
貌误差的切深较大并影响加工的表面质量,可使用多把切削刀具,将切深施加在不同的刀具上,提升加工质量,需要注意的是多把刀具的部署,应保证涂层存在余热时被切削。
64.实施例1
65.如图1所示,本发明提供了一种超高速激光速熔覆-余热切削涂层制备方法;
66.本实施例预选的回转类零件4材料为h13,激光熔覆所用的粉末为m2(粉末流2),粒径范围为17~53μm,激光1功率为2500w,扫描速度为100m/min,搭接率为90%,离加量为8~15mm,熔覆层厚度为100μm。规划的熔覆路径为直线形,沿工件轴线方向,将工件加热至80℃恒温,选择的切削加工刀具为磨轮3或车刀,磨轮切深为5~20μm,在零件端面有倒角,可使用插补的方法(增大径向进给),完成倒角的加工,根据熔覆路径规划切削路径,增大径向进给量5~20μm,在端面出插补,加工倒角。磨轮与熔覆喷头在工件轴向上保持相对静止,两者相邻的间距必须保证熔覆层存在余热,根据规划的熔覆路径和切削路径,完成对工件圆柱面的高表面质量熔覆层的制备。本实施例为较佳实施例。
67.实施例2
68.如图2所示,本实施例选择材料和熔覆参数,余热涂层切削参数与实施例一一致,不同之处为选择的余热切削刀具为铣刀,规划的路径为直线形,熔覆的起点为工件端面的圆心,沿径向背离圆心,选择的激光扫描速度为200m/min,需要注意的是该实施例的转速并非为固定值,需要根据熔覆点的位置,计算出转速。图中铣刀位置并非实际位置,仅为了描述结构,需要保证熔覆层存在余热时被铣刀加工。
69.实施例3
70.本实施例选择的回转类零件材料为h13,激光熔覆的粉末选择为stellite6复合wc颗粒,因粉末材料高熔点的特点,选择的激光功率为5000w,激光扫描速度为10m/min,搭接率为80%,离焦量为8mm,熔覆厚度为100μm,规划的熔覆路径为直线形,沿工件轴线方向,将工件加热至80℃恒温,选择的切削加工刀具为车刀,切削深度为5μm。切削路径与熔覆路径一致,在涂层存在余热时,切削涂层,完成零件表面高表面质量的涂层制备。
71.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。