α
形截面导流环堆焊机器人、机器人设计方法及焊接方法
技术领域
1.本发明涉及自动焊接技术领域,具体涉及α形截面导流环堆焊机器人、机器人设计方法及焊接方法。
背景技术:
2.核电导流环是汽轮机的重要组成零部件,其尺寸较大且制造成本较高,为防止气体或液体对导流环表面造成腐蚀损伤,现代工业上一般向导流环内壁上堆焊一层耐磨、耐腐蚀的不锈钢金属层,从而有效抑制服役过程中的损伤和腐蚀。由于导流环内壁待焊区域截面呈“α”形状,形状复杂且待焊区域狭小,难以实现自动化焊接施工,一般采用人工焊接的方式对整个α形导流环内壁进行堆焊,但是手工焊接的质量难以保证,成本较高,且焊接效率低,严重制约了我国核电装备国产化的进程,阻碍了核电装备的高质量制造发展;像专利公开号为:cn102773584a,专利名称为:一种导流环自动堆焊装置的发明专利公开了通过仿形传动可实现导流环的自动堆焊作业,为导流环自动堆焊提供了技术解决方案,但是该方案实际使用过程中传动阻力过大,所述的带传动精度不足,链传动在仿形架拐角处摩擦阻力太大,难以实现实际工程应用。
技术实现要素:
3.有鉴于此,本发明的目的在于提供α形截面导流环堆焊机器人、机器人设计方法及焊接方法,以解决现有技术中,导流环内壁待焊区域形状复杂、待焊区域狭小,难以实现自动化焊接施工,需要手动焊接,而手动焊接的方式成本高、焊接效率低下的问题。
4.根据本发明实施例的第一方面,提供α形截面导流环堆焊机器人,包括:仿形轨道板、双排链、焊枪、盖板、轨道转接板、驱动步进电机以及张紧调节装置;所述双排链位于仿形轨道板一侧的凹槽内,所述焊枪固定在双排链的链节上,所述焊枪通过双排链的传动改变在导流环上竖直方向的焊接位置;所述盖板固定设置于仿形轨道板远离凹槽的一侧,露出凹槽以及双排链;所述轨道转接板固定设置于盖板的顶部,用于连接焊接机器人与导流环上铺设的轨道,所述机器人通过导流环上铺设的轨道带动焊枪在导流环上水平方向移动;所述驱动步进电机通过螺栓固定设置于盖板一侧的顶部,用于带动所述双排链的传动;所述张紧调节装置设置于盖板安装驱动步进电机一侧的中间位置,所述张紧调节装置用于调节双排链的松紧程度。
5.优选地,所述仿形轨道板的内壁以及外壁都设置有凸台,使得双排链的滚子沿凸台滚动。
6.根据本发明实施例的第二方面,提供机器人设计方法,包括:测量α形核电导流环工件待焊区域,对工件堆焊区域截面进行分段拟合,建立分段曲线拟合方程;
根据分段曲线拟合方程得到焊接机器人仿形传动轨道,根据仿形传动轨道得到仿形轨道板;根据焊接机器人仿形传动轨道最小曲率半径确定链节规格,根据链节规格以及仿形传动轨道确定链节数;根据链节数和仿形轨道确定仿形轨道每个曲线弧段上相邻链节间夹角;对每个拐角弧段的链节进行受力分析,获得传动力衰减系数;选定工况安全系数,根据传动力衰减系数以及工况安全系数确定驱动步进电机的动力;根据仿形传动轨道、链节规格、链节数以及步进电机的动力得到焊接机器人的设计参数。
7.优选地,所述链节规格包括:链节距小于预设间距的链节。
8.优选地,根据所述驱动步进电机的动力确定驱动步进电机的型号。
9.优选地,所述仿形轨道在各圆弧拐角处均安装有传动链导向轮。
10.根据本发明实施例的第三方面,提供一种焊接方法,包括:将导流环截面堆焊区域通过a、b、c、d四条线划分为ab、ac和dc三个区域;将导流环正置,焊接机器人从a点沿一个方向周向焊接360度,完成一条焊缝的焊接;带动双排链传动,使得焊枪从a点向b点移动一个焊缝距离,再沿一个方向周向焊接360度,完成另一条焊缝的焊接;重复上述步骤,直到完成上a点到b点之间的导流环环面焊接;带动双排链传动,使得焊枪回到a点,从a点沿c点方向移动一个焊缝距离,沿一个方向周向焊接360度,完成一条焊缝的焊接,重复上述步骤,直到完成a点到c点之间的导流环环面焊接;将导流环倒置,带动双排链传动,使得焊枪到达d点位置,从d点沿一个方向周向焊接360度,完成一条焊缝的焊接;带动双排链传动,使得焊枪从d点到c点移动一个焊缝距离,再沿一个方向周向焊接360度,完成另一条焊缝的焊接,重复上述步骤,直到完成d点到c点之间的导流环环面焊接。
11.优选地,所述焊接机器人包括两个,两台焊接机器人从起点位置沿相反方向周向焊接180度,完成一条焊缝的焊接。
12.本发明的实施例提供的技术方案可以包括以下有益效果:本技术通过设计焊接机器人,焊接机器人的仿形轨道板的形状与导流环内壁的形状相同,而双排链设置于仿形轨道板的凹槽内,焊枪固定设置于双排链上,使得焊枪可以在双排链上传动,从而改变在导流环内壁上的焊接起点,焊接机器人通过设置在导流环上的轨道周向滑动,从而带动焊枪沿导流环内壁周向焊接,从而实现对导流环内壁的自动焊接,
相比于现有的人工焊接方式,焊接效率高,且焊接的精度有保障,开创了狭小空间和异形截面内壁仿形自动焊接新方法。
13.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
附图说明
14.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
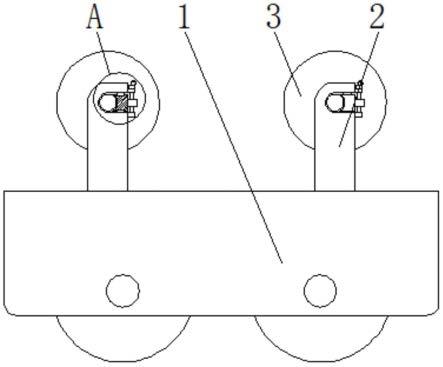
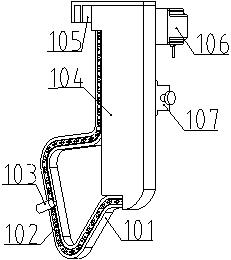
15.图1是根据一示例性实施例示出的α形截面导流环堆焊机器人的正视图;图2是根据另一示例性实施例示出的α形截面导流环堆焊机器人与导流环的截面图;图3是根据另一示例性实施例示出的α形截面导流环堆焊机器人与导流环的正视图;图4是根据另一示例性实施例示出的α形截面导流环堆焊机器人在导流环上周向焊接的示意图;图5是根据另一示例性实施例示出的机器人设计方法的流程示意图;图6是根据另一示例性实施例示出的一种焊接方法的流程示意图;附图中:101-仿形轨道板,102-双排链,103-焊枪,104-盖板,105-轨道转接板,106-驱动步进电机,107-和张紧调节装置。
具体实施方式
16.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本发明的一些方面相一致的装置和方法的例子。
17.实施例一图1是根据一示例性实施例示出的一种焊接机器人的正视图,如图1所示,包括:仿形轨道板101、双排链102、焊枪103、盖板104、轨道转接板105、驱动步进电机106以及张紧调节装置107;所述双排链102位于仿形轨道板101一侧的凹槽内,所述焊枪103固定在双排链102的链节上,所述焊枪103通过双排链102的传动改变在导流环上竖直方向的焊接位置;所述盖板104固定设置于仿形轨道板101远离凹槽的一侧,露出凹槽以及双排链102;所述轨道转接板105固定设置于盖板104的顶部,用于连接焊接机器人与导流环上铺设的轨道,所述机器人通过导流环上铺设的轨道带动焊枪103在导流环上水平方向移动;所述驱动步进电机106通过螺栓固定设置于盖板104一侧的顶部,用于带动所述双排链102的传动;所述张紧调节装置107设置于盖板104安装驱动步进电机106一侧的中间位置,所述张紧调节装置107用于调节双排链102的松紧程度;
可以理解的是,本实施例提供了一种在导流环不规则内壁上进行焊接作业的焊接机器人,仿形轨道板101与导流环内壁形状相同,双排链102设置在仿形轨道板101的凹槽内,仿形轨道板101的凹槽与导流环内壁贴合,如附图3或附图4所示,焊枪103固定设置在双排链102上,使得焊枪103可以随着双排链102的传动从而改变在导流环上竖直方向上的焊接起点,如附图2或附图3所示,盖板104固定设置于仿形轨道板101远离凹槽的一侧,露出凹槽以及双排链102,如附图1所示,轨道转接板105固定设置于盖板104的顶部,用于连接焊接机器人与导流环上铺设的轨道,所述焊接机器人通过导流环上铺设的轨道带动焊枪103在导流环上水平方向移动,如附图3或附图4所示,驱动步进电机106通过螺栓固定设置于盖板104一侧的顶部,用于带动所述双排链102的传动,张紧调节装置107设置于盖板104安装驱动步进电机106一侧的中间位置,所述张紧调节装置107用于调节双排链102的松紧程度,焊接一段时间后,双排链102会松,通过张紧调节装置107旋钮可以将链子调紧,有利于焊接机器人的平稳顺利运行,提高焊接精度;通过上述的焊接机器人实现对导流环内壁的自动焊接,相比于现有的人工焊接方式,焊接效率高,且焊接的精度有保障,开创了狭小空间和异形截面内壁仿形自动焊接新方法优选地,所述仿形轨道板101的内壁以及外壁都设置有凸台,使得双排链102的滚子沿凸台滚动;可以理解的是,为了减小双排链102传动时的摩擦力,在仿形轨道板101的内壁以及外壁上设置有凸台,使得双排链102的滚子沿凸台滚动。
18.实施例二图5是根据一示例性实施例示出的一种焊接机器人设计方法的流程示意图,如图5所示,包括:s1,测量α形核电导流环工件待焊区域,对工件堆焊区域截面进行分段拟合,建立分段曲线拟合方程;s2,根据分段曲线拟合方程得到焊接机器人仿形传动轨道,根据仿形传动轨道得到仿形轨道板;s3,根据焊接机器人仿形传动轨道最小曲率半径确定链节规格,根据链节规格以及仿形传动轨道确定链节数;s4,根据链节数和仿形轨道确定仿形轨道每个曲线弧段上相邻链节间夹角;s5,对每个拐角弧段的链节进行受力分析,获得传动力衰减系数;s6,选定工况安全系数,根据传动力衰减系数以及工况安全系数确定驱动步进电机的动力;s7,根据仿形传动轨道、链节规格、链节数以及步进电机的动力得到焊接机器人的设计参数;可以理解的是,建立二维笛卡尔坐标系,测量α形核电导流环工件待焊区域,对工件堆焊区域截面进行分段拟合,建立分段曲线拟合方程;根据堆焊区域截面曲线拟合方程,设计α形核电导流环移动焊接机器人仿形传动轨道;根据仿形轨道拐弯处最小曲率半径选择链节规格,计算出所需链节数,确定仿形轨道每个曲线弧段上相邻链节间夹角;分别对每个拐角弧段的链节进行受力分析,求出传动力衰减系数;选定工况安全系数,结合链节受力
衰减规律,计算驱动步进电机动力;根据以上计算分析,设计机器人零部件,得到焊接机器人。
19.值得强调的是:双排链传动的计算公式为:其中:pd和p分别表示设计功率和传递功率,kz和km分别表示链轮齿数系数和多排链排数系数,z表示链轮齿数。鉴于该传动实际摩擦力较大的实际情况,工况安全系数ka取值为2.5,km取值为1.7;链节数量lp的计算公式为:式中,l表示仿形轨道的总长度(分段弧长之和),p表示链节距;传动力衰减系数计算公式为:其中μ为广义链传动摩擦系数,fn表示仿形内轨道凸台对传动链的支撑力,β表示相邻链节间的夹角;可得出在相同曲率半径的圆弧上,力衰减递推公式为:优选地,所述链节规格包括:链节距小于预设间距的链节;可以理解的是,连接优选链节距小于预设间距的链节,使得链节数量更多,焊枪在竖直方向上的移动更为精细,使得控制焊枪竖直方向移动时,焊缝的距离更小。
20.优选地,根据所述驱动步进电机的动力确定驱动步进电机的型号;可以理解的是,计算出步进电机所需的动力后,根据动力选择步进电机的型号。
21.优选地,所述仿形轨道在各圆弧拐角处均安装有传动链导向轮;可以理解的是,安装传动链导向轮用于防止双排链在拐角处出现“卡死”现象,保障双排链能顺利传动。
22.实施例三本技术还提供一种焊接方法,包括:s101,将导流环截面堆焊区域通过a、b、c、d四条线划分为ab、ac和dc三个区域;s201,将导流环正置,焊接机器人从a点沿一个方向周向焊接360度,完成一条焊缝的焊接;s301,带动双排链传动,使得焊枪从a点向b点移动一个焊缝距离,再沿一个方向周向焊接360度,完成另一条焊缝的焊接;s401,重复上述步骤,直到完成上a点到b点之间的导流环环面焊接;s501,带动双排链传动,使得焊枪回到a点,从a点沿c点方向移动一个焊缝距离,沿一个方向周向焊接360度,完成一条焊缝的焊接,重复上述步骤,直到完成a点到c点之间的导流环环面焊接;s601,将导流环倒置,带动双排链传动,使得焊枪到达d点位置,从d点沿一个方向周向焊接360度,完成一条焊缝的焊接;s701,带动双排链传动,使得焊枪从d点到c点移动一个焊缝距离,再沿一个方向周向焊接360度,完成另一条焊缝的焊接,重复上述步骤,直到完成d点到c点之间的导流环环面焊接;可以理解的是,将导流环截面堆焊区域划分为ab、ac和dc三个区域,如附图2所示,将导流环正置,沿ab和ac路径对导流环ab、ac区域进行堆焊作业,值得强调的是,ab、ac以及dc区域的划分值的是对导流环竖直方向上的划分,为了方便理解,可以理解为对一个有高度的物体,在竖直方向上划分为ab、ac和dc三个层次,而这个物体是一个圆周状,每次焊接需要焊接一周,也就是一个焊缝,上述的描述只是为了方便理解,并不是导流环的真实形状,不应当理解为对本技术的限制,导流环真实的形状如附图4所示,附图4展示的为导流环整体的一部分形状,其整体形状为一个圆环,导流环每台焊接机器人焊枪沿导流环周向焊接360度,焊接一周后,通过控制双排链的传动,带动双排链上的焊枪在竖直方向上沿ab、ac路径前进一个焊缝距离,然后进行下一条焊缝焊接,直至完成ab、ac区域堆焊任务,将导流环倒置,竖直方向上沿dc路径对导流环dc区域进行堆焊作业,每台焊接机器人焊枪沿导流环周向焊接180度,dc路径前进一个焊缝距离,然后进行下一条焊缝焊接,焊接机器人完成导流环周向360
°
堆焊作业,直至完成dc区域堆焊任务。
23.优选地,所述焊接机器人包括两个,两台焊接机器人从起点位置沿相反方向周向焊接180度,完成一条焊缝的焊接;可以理解的是,由于是一个圆环,为了加快焊接的进度,可以采用两台焊接机器人协同焊接,每次从出发点焊接时,两台焊接机器人沿相反方向焊接180度,即可完成一条焊缝的焊接,然后两台焊接机器人在竖直方向上移动一条焊缝宽度的距离,实现对下一条焊缝的焊接,可以有效的提高焊接的速率。
24.可以理解的是,上述各实施例中相同或相似部分可以相互参考,在一些实施例中未详细说明的内容可以参见其他实施例中相同或相似的内容。
25.需要说明的是,在本发明的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,在本发明的描述中,除非另有说明,“多个”的含义是指至少两个。
26.流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本发明的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
27.应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行系统执行的软件或固件来实现。例如,如果用硬件来实现,和在另一实施方式中一样,可用本领域公知的下列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
28.本技术领域的普通技术人员可以理解实现上述实施例方法携带的全部或部分步骤是可以通过程序来指令相关的硬件完成,所述的程序可以存储于一种计算机可读存储介质中,该程序在执行时,包括方法实施例的步骤之一或其组合。
29.此外,在本发明各个实施例中的各功能单元可以集成在一个处理模块中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个模块中。上述集成的模块既可以采用硬件的形式实现,也可以采用软件功能模块的形式实现。所述集成的模块如果以软件功能模块的形式实现并作为独立的产品销售或使用时,也可以存储在一个计算机可读取存储介质中。
30.上述提到的存储介质可以是只读存储器,磁盘或光盘等。
31.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
32.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。