1.本技术涉及钢材表面处理领域,尤其涉及一种降低酸洗板表面蜂窝多孔缺陷的处理方法。
背景技术:
2.热轧酸洗板是以优质热轧板为原料,经酸洗去除铁皮、切边定宽、表面涂油后的产品,因其尺寸精度高、表面质量好、生产成本低,使用要求介于热轧板和冷轧板之间,是以热带冷的典型钢种,在装备制造业、汽车行业以及家电行业得到广泛应用。由于目前市场对酸洗产品表面质量要求越来越高,因此急需降低酸洗板表面缺陷,提高产品质量及合格率。而酸洗产品的制备工序中,酸洗工艺是最后一道工序也是最重要的工序,酸洗后的表面质量的好坏直接影响用户磷化电泳后漆膜表面质量,在酸洗工艺中,漂洗工艺段是酸洗机组的重要环节,酸洗完成后对漂洗效果的控制及运行的好坏直接关系到酸洗产品表面质量的好坏。
3.但是目前酸洗工艺中漂洗工序存在不合理的情况,极易导致酸洗板的表面产生蜂窝多孔表面缺陷,因此如何提供一种能够降低酸洗板表面蜂窝多孔缺陷的处理方法,以解决目前的漂洗工序不合理导致的表面产生蜂窝多孔表面缺陷,是目前亟需解决的技术问题。
技术实现要素:
4.本技术提供了一种降低酸洗板表面蜂窝多孔缺陷的处理方法,以解决现有技术中漂洗工序不合理导致钢材表面产生蜂窝多孔缺陷的技术问题。
5.第一方面,本技术提供了一种降低酸洗板表面蜂窝多孔缺陷的处理方法,所述方法包括:
6.得到热轧板;
7.将所述热轧板进行酸洗,后进行挤干、预漂洗和漂洗,得到低表面蜂窝多孔缺陷的酸洗板;
8.其中,所述挤干的压力为0.3mpa~0.6mpa,
9.所述漂洗包括以目标ph进行漂洗,所述目标ph为5.0~5.5,
10.所述预漂洗包括以预设提高流量进行预漂洗,所述预设提高流量为40%~60%。
11.可选的,所述挤干包括以预设使用周期的挤干辊进行挤干,所述预设使用周期为20d~30d。
12.可选的,所述挤干辊包括若干组所述挤干辊,前四组所述挤干辊组的预设使用周期为20d~21d,后三组所述挤干辊组的预设使用周期为25d~30d。
13.可选的,所述漂洗包括以第一预设添加占比投加缓蚀剂和以第二预设添加占比投加钝化剂的方式进行漂洗,其中,所述第一预设添加占比=预设缓释剂的添加重量/所述漂洗用试剂的总重量,所述第二预设添加占比=预设钝化剂的添加重量/所述漂洗用试剂的
总重量。
14.可选的,所述第一预设添加占比为2.5%~3.5%。
15.可选的,所述第二预设添加占比为4.4
‰
~5.2
‰
。
16.可选的,所述预漂洗包括以预设喷嘴孔径、预设喷嘴数量和预设喷嘴的角度进行漂洗,其中,所述预设喷嘴孔径=原喷嘴孔径 预设喷嘴孔径增加量,所述预设喷嘴数量=原喷嘴数量 预设喷嘴数量增加量,所述预设喷嘴角度为55
°
~65
°
。
17.可选的,所述原喷嘴孔径为2mm~4mm,所述预设喷嘴孔径增加量为0.3mm~0.5mm。
18.可选的,所述原喷嘴数量为7个~9个,所述预设喷嘴数量增加量为3个~5个。
19.可选的,所述预漂洗的终流量为9m3/h~12m3/h。
20.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
21.本技术实施例提供的一种降低酸洗板表面蜂窝多孔缺陷的处理方法,通过控制挤干过程中的挤压力在0.3mpa~0.6mpa的范围内,能有效的保证进过酸洗后的酸洗板表面的氯离子初步去除完全,再通过控制预漂洗阶段的对漂洗流量的提高,利用高流量的漂洗,能保证对酸洗板表面残酸和残渣的冲洗,从而保证漂洗的效果,进一步去除酸洗板表面的氯离子,最后通过调节漂洗的目标ph值,能最终保证漂洗阶段对酸洗板表面的完全冲洗,从而保证漂洗阶段无残留的氯离子和表面残渣,保证酸洗板的表面质量,进而能完全消除钢材表面的蜂窝多孔缺陷。
附图说明
22.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
24.图1为本技术实施例提供的方法的流程示意图;
25.图2为本技术实施例提供的未经过处理的酸洗板表现蜂窝多孔形貌的示意图;
26.图3为本技术实施例提供的未经过处理的酸洗板表现蜂窝多孔形貌的微观示意图;
27.图4为本技术实施例提供的未经过处理的磷化后酸洗板表面磷化膜覆盖的形貌示意图;
28.图5为本技术实施例提供的未经过处理的磷化后酸洗板磷化膜覆盖的放大示意图;
29.图6为本技术实施例提供的未经过处理的磷化后酸洗板的电泳漆膜盐雾试验的结果示意图;
30.图7为本技术实施例提供的经过处理后酸洗板表面的形貌示意图;
31.图8为本技术实施例提供的经过处理后酸洗板表面的微观示意图;
32.图9为本技术实施例提供的经过处理的磷化后酸洗板表面磷化膜覆盖的形貌示意图;
33.图10为本技术实施例提供的经过处理的磷化后酸洗板表面磷化膜覆盖的放大示
意图;
34.图11为本技术实施例提供的经过处理的磷化后酸洗板的电泳漆膜盐雾试验的结果示意图。
具体实施方式
35.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
36.本发明的创造性思维为:漂洗阶段对参数控制不合适,将造成酸洗后带钢表面残留氯离子,从而导致酸洗板的表面产生蜂窝多孔表面缺陷,如图2和图3所示;而酸洗板表面的蜂窝多孔缺陷会导致酸洗板在磷化时,生成的磷化膜覆盖率不足,晶粒尺寸偏大,如图4和图5所示;同时进一步的,由于蜂窝多孔缺陷,导致钢材表面磷化膜覆盖率不足,则会造成电泳后的电泳漆膜耐腐蚀能力降低,出现鼓泡与划线扩蚀宽度过大的问题,如图6所示。
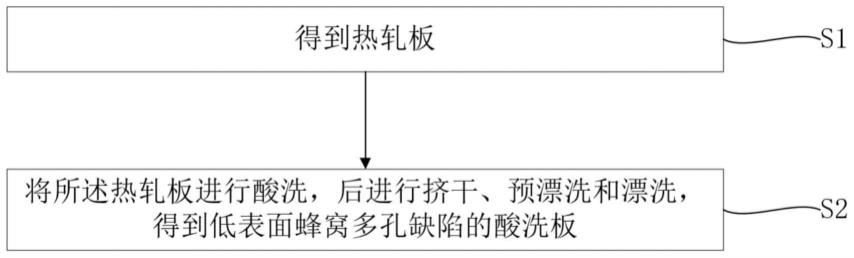
37.在本技术一个实施例中,如图1所示,提供一种降低酸洗板表面蜂窝多孔缺陷的处理方法,所述方法包括:
38.s1.得到热轧板;
39.s2.将所述热轧板进行酸洗,后进行挤干、预漂洗和漂洗,得到低表面蜂窝多孔缺陷的酸洗板;
40.其中,所述挤干的压力为0.3mpa~0.6mpa,
41.所述漂洗包括以目标ph进行漂洗,所述目标ph为5.0~5.5,
42.所述预漂洗包括以预设提高流量进行预漂洗,所述预设提高流量为40%~60%。
43.本技术实施例中,挤干的压力为0.3mpa~0.6mpa的积极效果是在该压力范围内,能保证酸洗后的钢板被挤压充分,同时保证氯离子无残留;当压力的取值大于该范围的端点最大值,将导致压力过大,导致挤干辊的表面严重磨损,影响后续使用,当压力的取值小于该范围的端点最小值,将导致压力过小,挤干不充分导致氯离子残留。
44.目标ph为5.0~5.5的积极效果是在该预设酸碱度的条件下,能保证漂洗后的带钢表面无氯离子残留;当目标ph的取值大于该范围的端点最大值,将导致漂洗的酸碱度过高,影响漂洗过程汇总缓蚀剂和钝化剂的工作效果,使酸洗板因过碱而损伤,当目标ph的取值小于该范围的端点最小值,将导致的不利影响是过低的目标ph将导致钢板上有氯离子残留,造成酸洗板出现表面蜂窝多孔的现象。
45.在一些可选的实施方式中,所述挤干包括以预设使用周期的挤干辊进行挤干,所述预设使用周期为20d~30d。
46.本技术实施例中,预设使用周期为20d~30d的积极效果是在该预设使用周期内,能保证挤干辊在设定的压力条件下,充分将酸洗板挤压干净,由于挤干辊不断使用将导致辊面磨损,因此限定挤干辊的使用周期,能保证挤干辊的辊面在最佳的工作状态;当预设使用周期的时间过大或者过小,将导致挤干辊更换频繁,影响生产效率,同时长时间不更换挤干辊将导致氯离子残留量提高,影响酸洗板的表面质量。
47.在一些可选的实施方式中,所述挤干辊包括若干组所述挤干辊,前四组所述挤干
辊组的预设使用周期为20d~21d,后三组所述挤干辊组的预设使用周期为25d~30d。
48.本技术实施例中,前四组挤干辊组的预设使用周期为20d~21d的积极效果是在该预设使用周期内,能保证将前四组挤干辊组的工作时间限定在合适范围内,从而保证将酸洗板表面的氯离子去除干净;当预设使用周期的取值大于或小于该范围的端点值,将导致生产周期延长,并且长时间使用挤干辊,加工导致酸洗板表面的残留。
49.后三组挤干辊组的预设使用周期为25d~30d的积极效果是在该预设使用周期内,能保证将后三组挤干辊组的工作时间限定在合适范围内,从而保证将酸洗板表面的氯离子去除干净,方便后续预漂洗的进行;当预设使用周期的取值大于或小于该范围的端点值,将导致生产周期延长,并且长时间使用挤干辊,加工导致酸洗板表面的残留。
50.在一些可选的实施方式中,所述漂洗包括以第一预设添加占比投加缓蚀剂和以第二预设添加占比投加钝化剂的方式进行漂洗,其中,所述第一预设添加占比=预设缓释剂的添加重量/所述漂洗用试剂的总重量,所述第二预设添加占比=预设钝化剂的添加重量/所述漂洗用试剂的总重量。
51.在一些可选的实施方式中,所述第一预设添加占比为2.5%~3.5%。
52.本技术实施例中,第一预设添加占比为2.5%~3.5%的积极效果是在该预设添加占比的范围内,能保证在漂洗过程中将酸洗板表面的残渣去除干净;当预设添加占比的取值大于或小于该范围的端点值,都将导致缓蚀剂的用量不稳定,影响酸洗板表面的酸洗质量。
53.在一些可选的实施方式中,所述第二预设添加占比为4.4
‰
~5.2
‰
。
54.本技术实施例中,第二预设添加占比为4.4
‰
~5.2
‰
的积极效果是在该预设添加占比的范围内,能保证在漂洗过程中将酸洗板表面形成均匀的钝化膜;当预设添加占比的取值大于或小于该范围的端点值,都将导致钝化剂的用量不稳定,影响酸洗板表面的钝化膜的成型。
55.在一些可选的实施方式中,所述预漂洗包括以预设喷嘴孔径、预设喷嘴数量和预设喷嘴的角度进行漂洗,其中,所述预设喷嘴孔径=原喷嘴孔径 预设喷嘴孔径增加量,所述预设喷嘴数量=原喷嘴数量 预设喷嘴数量增加量,所述预设喷嘴角度为55
°
~65
°
。
56.本技术实施例中,预设喷嘴角度为55
°
~65
°
的积极效果是在该角度范围内,能保证喷嘴喷出的水能完全覆盖住酸洗板表面,同时能通过漂洗用水自身的重力,节约喷嘴的能量消耗;当预设喷嘴角度的取值大于或小于该范围的端点值,都将导致喷嘴的除水宽度无法覆盖住整个酸洗板表面,影响酸洗的效果。
57.在一些可选的实施方式中,所述原喷嘴孔径为2mm~4mm,所述预设喷嘴孔径增加量为0.3mm~0.5mm。
58.本技术中,预设喷嘴孔径增加量为0.3mm~0.5mm的积极效果是在该增加的孔径范围内,能保证喷嘴的出水量在一定范围内,从配合喷嘴的预设喷嘴角度,能形成覆盖住酸洗板表面的水幕;当喷嘴孔径增加量的取值大于或小于该范围的端点值,将导致喷嘴的出水量无法准确控制,从而导致酸洗不充分或者酸洗水用量过多。
59.在一些可选的实施方式中,所述原喷嘴数量为7个~9个,所述预设喷嘴数量增加量为3个~5个。
60.本技术实施例中,预设喷嘴数量增加量为3个~5个的积极效果是在该预设喷嘴数
量增加量的范围内,能保证喷嘴配合预设喷嘴孔径增加量和预设喷嘴角度,将喷出的水幕完全覆盖住酸洗板表面,从而能保证后续对酸洗板的完全的清洗;当预设喷嘴数量增加量的取值大于或小于该范围的端点值,将导致预设喷嘴数量不稳定,影响喷出的水幕对酸洗板表面的覆盖。
61.在一些可选的实施方式中,所述预漂洗的终流量为9m3/h~12m3/h。
62.实施例1
63.一种降低酸洗板表面蜂窝多孔缺陷的处理方法,包括:
64.s1.得到sph590型的热轧板;
65.s2.将热轧板进行酸洗,后进行挤干、预漂洗和漂洗,得到低表面蜂窝多孔缺陷的酸洗板;
66.其中,挤干的压力为0.3mpa~0.6mpa,
67.漂洗包括以目标ph进行漂洗,目标ph为5.3,
68.预漂洗包括以预设提高流量进行预漂洗,预设提高流量为45%。
69.挤干包括以预设使用周期的挤干辊进行挤干,预设使用周期为20d~30d。
70.挤干辊包括若干组挤干辊,前四组挤干辊组的预设使用周期为20d,后三组挤干辊组的预设使用周期为25d。
71.漂洗包括以第一预设添加占比投加缓蚀剂和以第二预设添加占比投加钝化剂的方式进行漂洗,其中,第一预设添加占比=预设缓释剂的添加重量/漂洗用试剂的总重量,第二预设添加占比=预设钝化剂的添加重量/漂洗用试剂的总重量。
72.第一预设添加占比为2.7%。
73.第二预设添加占比为4.9
‰
。
74.预漂洗包括以预设喷嘴孔径、预设喷嘴数量和预设喷嘴的角度进行漂洗,其中,预设喷嘴孔径=原喷嘴孔径 预设喷嘴孔径增加量,预设喷嘴数量=原喷嘴数量 预设喷嘴数量增加量,预设喷嘴角度为60
°
。
75.原喷嘴孔径为3mm,预设喷嘴孔径增加量为0.5mm。
76.原喷嘴数量为8个,预设喷嘴数量增加量为5个。
77.预漂洗的终流量为11m3/h。
78.实施例2
79.将实施例2和实施例1进行对比,实施例2和实施例1的区别在于:(取到取值范围的端点最小值)
80.挤干的压力为0.3mpa,
81.漂洗包括以目标ph进行漂洗,目标ph为5.0,
82.预漂洗包括以预设提高流量进行预漂洗,预设提高流量为40%。
83.挤干辊包括若干组挤干辊,前四组挤干辊组的预设使用周期为20d,后三组挤干辊组的预设使用周期为25d。
84.漂洗包括以第一预设添加占比投加缓蚀剂和以第二预设添加占比投加钝化剂的方式进行漂洗,其中,第一预设添加占比=预设缓释剂的添加重量/漂洗用试剂的总重量,第二预设添加占比=预设钝化剂的添加重量/漂洗用试剂的总重量。
85.第一预设添加占比为2.5%。
86.第二预设添加占比为4.4
‰
。
87.预漂洗包括以预设喷嘴孔径、预设喷嘴数量和预设喷嘴的角度进行漂洗,其中,预设喷嘴孔径=原喷嘴孔径 预设喷嘴孔径增加量,预设喷嘴数量=原喷嘴数量 预设喷嘴数量增加量,预设喷嘴角度为55
°
。
88.原喷嘴孔径为3mm,预设喷嘴孔径增加量为0.3mm。
89.原喷嘴数量为8个,预设喷嘴数量增加量为3个。
90.预漂洗的终流量为9m3/h。
91.实施例3
92.将实施例3和实施例1进行对比,实施例3和实施例1的区别在于:
93.挤干的压力为0.6mpa,
94.漂洗包括以目标ph进行漂洗,目标ph为5.5,
95.预漂洗包括以预设提高流量进行预漂洗,预设提高流量为60%。
96.挤干辊包括若干组挤干辊,前四组挤干辊组的预设使用周期为21d,后三组挤干辊组的预设使用周期为30d。
97.漂洗包括以第一预设添加占比投加缓蚀剂和以第二预设添加占比投加钝化剂的方式进行漂洗,其中,第一预设添加占比=预设缓释剂的添加重量/漂洗用试剂的总重量,第二预设添加占比=预设钝化剂的添加重量/漂洗用试剂的总重量。
98.第一预设添加占比为3.5%。
99.第二预设添加占比为5.2
‰
。
100.预漂洗包括以预设喷嘴孔径、预设喷嘴数量和预设喷嘴的角度进行漂洗,其中,预设喷嘴孔径=原喷嘴孔径 预设喷嘴孔径增加量,预设喷嘴数量=原喷嘴数量 预设喷嘴数量增加量,预设喷嘴角度为65
°
。
101.原喷嘴孔径为3mm,预设喷嘴孔径增加量为0.5mm。
102.原喷嘴数量为8个,预设喷嘴数量增加量为5个。
103.预漂洗的终流量为12m3/h。
104.对比例1
105.将对比例1和实施例1进行对比,对比例1和实施例1的区别在于:
106.不采用本技术的预设增加量,同时前四组挤干辊组的使用周期为25d,后两组挤干辊组的使用周期为30d~35d,预漂洗的终流量为11m3/h,原喷嘴孔径为3.3mm,预设喷嘴角度为40
°
~50
°
。
107.对比例2
108.将对比例2和实施例1进行对比,对比例2和实施例1的区别在于:
109.挤干的压力为0.2mpa,
110.漂洗包括以目标ph进行漂洗,目标ph为4.5,
111.预漂洗包括以预设提高流量进行预漂洗,预设提高流量为35%。
112.挤干辊包括若干组挤干辊,前四组挤干辊组的预设使用周期为15d,后三组挤干辊组的预设使用周期为20d。
113.漂洗包括以第一预设添加占比投加缓蚀剂和以第二预设添加占比投加钝化剂的方式进行漂洗,其中,第一预设添加占比=预设缓释剂的添加重量/漂洗用试剂的总重量,
第二预设添加占比=预设钝化剂的添加重量/漂洗用试剂的总重量。
114.第一预设添加占比为2%。
115.第二预设添加占比为4.0
‰
。
116.预漂洗包括以预设喷嘴孔径、预设喷嘴数量和预设喷嘴的角度进行漂洗,其中,预设喷嘴孔径=原喷嘴孔径 预设喷嘴孔径增加量,预设喷嘴数量=原喷嘴数量 预设喷嘴数量增加量,预设喷嘴角度为50
°
。
117.原喷嘴孔径为3mm,预设喷嘴孔径增加量为0.2mm。
118.原喷嘴数量为8个,预设喷嘴数量增加量为2个。
119.预漂洗的终流量为7.5m3/h。
120.对比例3
121.将对比例3和实施例1进行对比,对比例3和实施例1的区别在于:(大于取值范围的端点最大值,为了从反面佐证设定取值范围的优越性)
122.挤干的压力为1.0mpa,
123.漂洗包括以目标ph进行漂洗,目标ph为6,
124.预漂洗包括以预设提高流量进行预漂洗,预设提高流量为65%。
125.挤干辊包括若干组挤干辊,前四组挤干辊组的预设使用周期为22d,后三组挤干辊组的预设使用周期为31d。
126.漂洗包括以第一预设添加占比投加缓蚀剂和以第二预设添加占比投加钝化剂的方式进行漂洗,其中,第一预设添加占比=预设缓释剂的添加重量/漂洗用试剂的总重量,第二预设添加占比=预设钝化剂的添加重量/漂洗用试剂的总重量。
127.第一预设添加占比为4%。
128.第二预设添加占比为5.5
‰
。
129.预漂洗包括以预设喷嘴孔径、预设喷嘴数量和预设喷嘴的角度进行漂洗,其中,预设喷嘴孔径=原喷嘴孔径 预设喷嘴孔径增加量,预设喷嘴数量=原喷嘴数量 预设喷嘴数量增加量,预设喷嘴角度为70
°
。
130.原喷嘴孔径为3mm,预设喷嘴孔径增加量为0.8mm。
131.原喷嘴数量为8个,预设喷嘴数量增加量为6个。
132.预漂洗的终流量为13m3/h。
133.相关实验:
134.分别收集实施例1-3和对比例1-3所得的漂洗后酸洗板,进行性能测试,结果如表1所示。
135.相关实验的测试方法:
136.磷化膜表面覆盖率:将得到的酸洗板磷化后在扫描电镜(cambridges-360,england)进行观察,统计磷化膜表面的覆盖率。
137.磷化膜晶粒的大小:统计磷化膜表面晶粒的尺寸。
138.单边扩蚀宽度:将磷化后的酸洗板进行电泳处理,再将含电泳漆膜的酸洗板在中性盐雾试验,1000h后统计划叉处的单边扩蚀宽度。
139.表1
140.组别磷化膜表面覆盖率(%)磷化膜晶粒的大小(mm)单边扩蚀宽度(mm)
实施例1100<4<2实施例299<4<2.4实施例3100<4<2对比例191>5>3.7对比例285>6>4对比例393>5>3.3
141.表1的具体分析:
142.磷化膜表面覆盖率是指磷化后的酸洗板的磷化膜在酸洗板的分布均匀程度,当磷化膜表面覆盖率越大,说明磷化膜分布的越均匀致密,也说明酸洗板的表面越平整。
143.磷化膜晶粒的大小是指磷化后的酸洗板的磷化膜中晶粒的大小,当磷化膜晶粒的尺寸越小,说明磷化膜晶粒分布的越均匀,也说明酸洗板的表面越平整。
144.单边扩蚀宽度是指对磷化后的酸洗板进行电泳处理后,酸洗板表面形成的保护层在酸性环境下的抗腐蚀能力,当单边扩蚀宽度越低,说明电泳处理后的保护层越均匀,也说明酸洗板表面越平整。
145.由实施例1-3的数据可知:若采用本技术的方法,分别通过控制挤干的挤压力、预漂洗阶段的对漂洗流量的提高量和调节漂洗的目标ph值,从而保证漂洗阶段无残留的氯离子和表面残渣,保证酸洗板的表面质量,进而能完全消除钢材表面的蜂窝多孔缺陷。
146.而无缺陷的材料体表面是获得高质量磷化膜的关键,因此通过实施例和对比例的对比可知,本技术能得到消除了蜂窝多孔表面形貌的材料,其磷化后磷化膜表面晶粒均匀细小致密,且磷化膜完整均匀,从而为制备耐腐蚀性良好的电泳漆膜打下坚实基础。
147.由对比例1-3的数据可知:
148.若工艺改进措施执行不在本技术所要求的合理范围之内,将导致蜂窝多孔缺陷难以完全消除,获得磷化膜质量均匀性差,而且不能100%覆盖材料表面,导致制备的电泳漆膜耐蚀性能降低。
149.本技术实施例中的一个或多个技术方案,至少还具有如下技术效果或优点:
150.(1)本技术实施例提供的方法,若采用本技术的方法,分别通过控制挤干的挤压力、预漂洗阶段的对漂洗流量的提高量和调节漂洗的目标ph值,从而保证漂洗阶段无残留的氯离子和表面残渣,保证酸洗板的表面质量,进而能完全消除钢材表面的蜂窝多孔缺陷。
151.(2)本技术实施例提供的方法,能保证得到的酸洗板的磷化膜表面覆盖率为100%,且磷化膜晶粒均匀细小,其尺寸<4mm,同时电泳漆膜在中性盐雾1000h后划叉处单边扩蚀宽度<2mm。
152.(3)本技术实施例提供的方法,实用高效,简单可行,能有效保证酸洗板的表面质量。
153.附图解释:
154.图2为本技术实施例提供的未经过处理的酸洗板表现蜂窝多孔形貌的示意图;
155.图3为本技术实施例提供的未经过处理的酸洗板表现蜂窝多孔形貌的微观示意图,由图2和图3可知,若漂洗参数不合理,将造成酸洗后带钢表面残留氯离子,从而导致酸洗板的表面产生蜂窝多孔表面缺陷。
156.图4为本技术实施例提供的未经过处理的磷化后酸洗板表面磷化膜覆盖的形貌示
意图;
157.图5为本技术实施例提供的未经过处理的磷化后酸洗板磷化膜覆盖的放大示意图,由图4和图5可知,酸洗板表面的蜂窝多孔缺陷会导致酸洗板在磷化时生成的磷化膜覆盖率不足,晶粒尺寸偏大;
158.图6为本技术实施例提供的未经过处理的磷化后酸洗板的电泳漆膜盐雾试验的结果示意图,由图4可知,蜂窝多孔缺陷表面磷化膜覆盖率不足会造成电泳后的电泳漆膜耐腐蚀能力降低,出现鼓泡与划线扩蚀宽度过大的问题。
159.图7为本技术实施例提供的经过处理后酸洗板表面的形貌示意图;
160.图8为本技术实施例提供的经过处理后酸洗板表面的微观示意图,由图7和图8可知,当采用本技术的方法,sph590型的酸洗板表面质量得到良好控制,消除了蜂窝状多孔缺陷。
161.图9为本技术实施例提供的经过处理的磷化后酸洗板表面磷化膜覆盖的形貌示意图;
162.图10为本技术实施例提供的经过处理的磷化后酸洗板表面磷化膜覆盖的放大示意图;
163.由图9和图10可知,当采用申请的方法,酸洗板磷化后磷化膜表面覆盖率良好。
164.图11为本技术实施例提供的经过处理的磷化后酸洗板的电泳漆膜盐雾试验的结果示意图,由图11可知,酸洗板磷化后再经电泳处理得到电泳漆膜,电泳漆膜经1000h中性盐雾试验后,单边扩蚀宽度<2mm,耐蚀性能优异。
165.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
166.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
167.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。