1.本实用新型属于空心工件热处理技术领域,具体涉及一种可以提高空心工件内孔冷却强度,达到拆装方便、运行安全、经济可靠的高性能空心工件强化淬火冷却装置。
背景技术:
2.目前在生产轴类空心工件产品时,利用现有立式循环搅拌淬火水槽和生产工艺试制产品,检测结果显示空心工件内孔性能偏低,达不到技术要求。需要根据现场实际,自行设计制作一套提高空心工件内孔冷却强度的专用装置,市场上没有成套成型装置可供选择使用。
技术实现要素:
3.本实用新型的目的在于克服现有设备存在的不足,针对空心工件内孔性能偏低情况,而提供一种提高空心工件内孔冷却强度的高性能空心工件强化淬火冷却装置,实现预期冷却效果。
4.本实用新型的目的是通过以下措施来实现的:一种高性能空心工件强化淬火冷却装置,包括底座、安装固定在底座上的供水装置、与供水装置相接通的喷射装置、安装固定在底座上并定位空心工件与喷射装置对接的导向定位装置以及连接供水装置实现调节供水装置供水量和供水压力的电气控制柜;
5.所述喷射装置包括管道、喷嘴、膨胀节、法兰、螺栓,其中管道的一端开口通过膨胀节与供水装置出水口接通,在管道的垂直方向向上设置有喷嘴,喷嘴为与管道相接通的锥形筒身;
6.所述导向定位装置为竖向型钢与第一层水平型钢和第二层水平型钢构成的至少两层水平型钢焊接成的井字形结构;沿高度方向至少在第一层水平型钢和第二层水平型钢上分多层焊接有钢板环,在多层钢板环内分别呈垂直状焊接有多根异形钢板带,异形钢板带上部内侧呈斜锥度,且下端带承重凸台,并围合形成上半部圆锥台、下半部圆柱体空腔结构,所述导向定位装置的中心与喷射装置的喷嘴同心。
7.所述喷嘴由锥形筒身和喷头组成,在喷射装置的管道的垂直方向向上开设有管道口,所述锥形筒身与该管道口之间为丝接或通过螺栓及法兰连接,喷头为内有轴向通孔的圆柱体,喷头的外形尺寸小于空心工件内孔尺寸,空心工件落入导向定位装置内,沿上半部圆锥台的锥形面滑入下半部圆柱体空腔结构,最终落到承重台上,所述喷头伸入空心工件内孔一定深度。
8.所述底座包括横向型钢、与横向型钢焊接在一起的纵向型钢,在横向型钢和纵向型钢之间焊接有第一底座支撑连接钢板,在导向定位装置下面焊接有导向定位装置支撑连接钢板,导向定位装置通过导向定位装置支撑连接钢板和底座支撑连接钢板固定连接在底座上;在横向型钢和纵向型钢之间还焊接有第二底座支撑连接钢板,供水装置安装固定在第二底座支撑连接钢板上。
9.喷射装置的喷头上端面高出导向定位装置的承重凸台上表面一定尺寸。
10.与现有技术相比,本实用新型的优点如下:
11.1.高温淬火空心工件由吊运装置垂直吊运入水,空心工件下端入水、落入导向定位装置内,沿圆锥台锥形面滑入圆柱体空间结构,最终落到承重台上,实现工件内孔与喷射装置喷头对中。
12.2.开启控制柜电源,供水装置通电运行供水,供水经淬火工件内孔向上喷射,实现淬火工件内孔强化冷却。
13.3.调整变频器的频率设定值,实现调节供水装置供水量和供水压力。
14.4.实现多规格多种类空心工件多种淬火热处理工艺。
15.5.操作简单,安全、经济、可靠。
附图说明
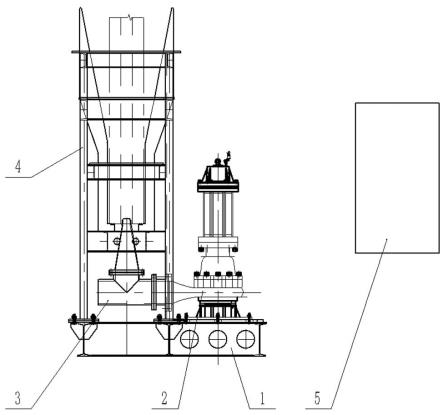
16.图1为本实用新型的装配结构主视图。
17.图2为本实用新型的底座的俯视图。
18.图3为本实用新型的喷射装置的结构示意图。
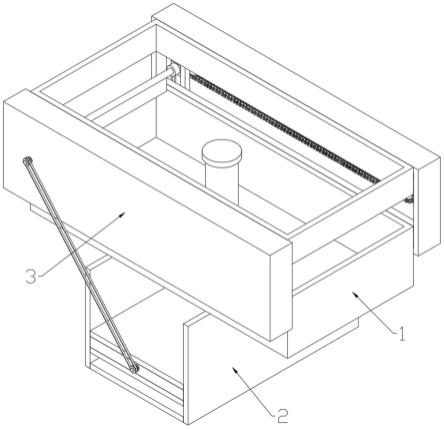
19.图4为本实用新型的导向定位装置的结构示意图。
20.图中所示:1.底座,2.供水装置,3.喷射装置,4.导向定位装置,5.电气控制柜,6.横向型钢,7.纵向型钢,8.第一底座支撑连接钢板,9.第二底座支撑连接钢板,10.管道,11.喷嘴,12.膨胀节,13. 导向定位装置支撑连接钢板,14.竖向型钢,15.第一层水平型钢,16.第二层水平型钢,17.异形钢板带,18.钢板环。
具体实施方式
21.以下结合附图对本实用新型作进一步说明。
22.如图1所示,一种高性能空心工件强化淬火冷却装置,包括底座1、安装固定在底座1上的供水装置2、与供水装置2相接通的喷射装置3、安装固定在底座1上并定位空心工件与喷射装置3对接的导向定位装置4以及连接供水装置2实现调节供水装置供水量和供水压力的电气控制柜5。底座1由型钢和钢板焊接制成,安装在水槽(池)内。供水装置为外购成品件,安装固定在底座1上。电气控制柜独立安装在车间地面上,电气控制柜由断路器、变频器等组成;断路器上端进线与车间动力电源连接,断路器下端出线与变频器相连,变频器输出端与供水装置的电源线相连;通过调整变频器的频率设定值,实现调节供水装置供水量和供水压力。
23.如图1、3所示,所述喷射装置3包括管道10、喷嘴11、膨胀节12以及连接管道10和喷嘴11的法兰、螺栓,其中管道10的一端开口通过膨胀节12与供水装置2出水口接通,在管道10的垂直方向向上设置有喷嘴11,喷嘴11为与管道10相接通的锥形筒身。
24.所述喷嘴11由锥形筒身和喷头组成,在喷射装置3的管道10的垂直方向向上开设有管道口,所述锥形筒身与该管道口之间为丝接或通过螺栓及法兰连接,喷头为内有轴向通孔的圆柱体,喷头的外形尺寸小于空心工件内孔尺寸,空心工件落入导向定位装置4内,沿上半部圆锥台的锥形面滑入下半部圆柱体空腔结构,最终落到承重台上,所述喷头伸入空心工件内孔一定深度。喷头与锥形筒身之间为螺纹连接,喷头可拆卸更换,喷头外部形状
为圆柱体,内有轴向通孔。
25.喷射装置的喷嘴垂直向上与导向定位装置同心,喷嘴上的喷头外形尺寸小于空心工件内孔尺寸,空心工件下端入水并且其头部落入导向定位装置的承重台上,喷头伸入空心工件内孔一定深度,实现空心工件立式淬火工艺,提高空心工件内孔冷却强度和机械性能。
26.喷射装置3的喷头上端面高出导向定位装置4的承重凸台上表面一定尺寸。
27.如图1、4所示,所述导向定位装置4为镂空状结构,由型钢框架、多层水平型钢、钢板环和异形钢板带焊接成多层井字形;导向定位装置4为竖向型钢14与第一层水平型钢15和第二层水平型钢16构成的至少两层水平型钢焊接成的井字形结构;沿高度方向至少在第一层水平型钢15和第二层水平型钢16上分多层焊接有钢板环18,在多层钢板环18内分别呈垂直状焊接有多根异形钢板带17,异形钢板带17上部内侧呈斜锥度,且下端带承重凸台,并围合形成上半部圆锥台、下半部圆柱体空腔结构,所述导向定位装置4的中心与喷射装置3的喷嘴11同心,安装在底座。所述导向定位装置4可以实现工件自动落位对中功能。可以实现多规格多种类空心工件多种淬火热处理工艺。
28.如图1、2、4所示,所述底座1包括横向型钢6、与横向型钢6焊接在一起的纵向型钢7,在横向型钢6和纵向型钢7之间焊接有第一底座支撑连接钢板8,在导向定位装置4下面焊接有导向定位装置支撑连接钢板13,导向定位装置4通过导向定位装置支撑连接钢板13和底座支撑连接钢板8固定连接在底座1上;在横向型钢6和纵向型钢7之间还焊接有第二底座支撑连接钢板9,供水装置2安装固定在第二底座支撑连接钢板9上。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。