1.本发明涉及一种提高铁铬铝冷轧带材延伸率的方法,属于铁铬铝生产技术领域。
背景技术:
2.铁铬铝冷轧带材产品截面小、电阻率高、加热速度快、耐高温氧化性能好,同时不含贵重元素,价格低廉,因此广泛用于工业电炉、家用电器、食品烘烤、车辆制动等领域。一般铁铬铝产品在冷轧后需要进行光亮退火处理,消除轧制硬态组织,以获得较好的加工性能和表面质量。然而对于铬含量≤16%的铁铬铝产品,按照常规工艺生产的冷轧带材产品,虽然符合国家标准gb/t 1234-2012的性能规定,但塑性较低,断后伸长率约为15%~20%,无法在冲压、膨胀成型等需要高延伸的场合使用。
3.在专利申请号为201911414424.1文件中,通过冶炼、热变形、退火、拉丝及中间退火的方法,使产品的断后伸长率有所提升,达到了18%~23%,但仍然无法满足高延伸场合使用要求。在专利申请号为202010185283.7文件中,主要通过将铁铬铝产品置于650℃以上的加热炉中进行热处理,之后再置于水中的快速升温、快速冷却的方法,使产品的塑性得到显著提升,但该方法是针对线材形式的产品而言的,因为线材截面小,表面积大,可以实现快速升温加热和快速冷却,但对于成卷的冷轧产品而言,由于卷厚截面尺寸是线材产品截面的数十甚至数百倍,同时板面与板面紧密压实,从钢卷外侧到钢卷芯部传热速度慢,采用该方法无法实现钢卷整体快速升温和冷却。在专利申请号为202110546721.2文件中,公布了一种铁铬铝冷轧卷连续退火酸洗的生产方法,产品的延伸率达到了31%,但该方法只针对1cr13al4一种牌号,同时需要在连续退火酸洗线上实施,设备投资大,废酸处理困难,容易污染环境。
技术实现要素:
4.本发明针对现有工艺生产的铬含量≤16%的铁铬铝冷轧带材存在成品延伸率低、成型性差的问题,本发明提供了一种提高铁铬铝冷轧带材延伸率的方法。本发明的技术方案如下:
5.一种提高铁铬铝冷轧带材延伸率的方法,步骤如下:
6.(1)冷轧变形:对热轧卷进行冷轧,冷轧总变形量δ≥50%,获得厚度 h=0.01mm~3mm的待光亮退火处理的冷轧带材;
7.(2)光亮退火处理:将待处理的冷轧带材进行光亮退火处理,其中热处理温度(℃)与带材化学元素cr、al百分含量和冷轧变形量δ有关,m
cr
和 m
al
分别表示化学元素cr和al的百分含量;
8.具体为热处理温度(℃)=780 9m
cr
6m
al-0.7(δ-0.5);当热处理温度确定后,热处理时间(min)与带材的厚度h(mm)有关,具体为热处理时间(min) =1.48h 0.12h
0.6
;
9.保温结束后以≥30℃/s平均冷速冷却至室温;光亮退火处理的保护气体是体积纯度≥99%的氮气、氩气、氦气等惰性气体中的至少一种气体;
10.所述铁铬铝冷轧带材的成分为:0<c≤0.12%、0<si:≤1.0%、0<n≤0.70%、 p:≤0.045%、s:≤0.03%、12.00%≤cr≤16.00%、2.5%≤al≤6.0%。
11.冷轧后的带材为长条纤维状组织,含有大量的位错缺陷纠缠在一起,使得材料的塑性变形能力极差。由材料学原理可知,这种状态的材料可通过热处理,将含有高密度位错的长条纤维状组织转变为低密度位错且具有良好变形协调能力的细晶组织,来改善材料的塑性。在一般工程上,晶粒越细小,越能显著改善材料的塑性。对于冷轧钢带而言,冷轧变形量以及随后的退火温度和保温时间等显著影响产品的最终晶粒尺寸。冷轧变形量越大,材料的畸变能越高,退火时越容易快速发生回复、再结晶,越有利于获得细小的晶粒,从而改善材料的塑性。对于铬含量≤16%的铁铬铝合金,发明人通过深入研究发现,只有当总冷变形量≥50%时,退火后才能获得理想的细晶组织。考虑到冷轧生产难度以及保证成品整个厚度截面具有均匀的细晶组织,要求冷轧后的带材厚度h为0.1mm~3mm。
12.退火温度越高,保温时间越长,越有利于晶粒发生再结晶,消除轧制变形组织,从而提高延伸率,但过高的温度和过长的保温时间会使晶粒粗化,不但增加能耗和降低生产效率,而且不利于延伸率的提高。
13.通过发明人深入研究发现,对于铬含量≤16%的铁铬铝合金冷轧带材,要想通过晶粒细化改善塑性,光亮退火时的温度与合金的铬含量和铝含量以及总的冷轧变形量有关。在热处理过程中,组织转变需要通过元素扩展来完成,其中作为主要合金元素的铬和铝含量越高,发生回复、再结晶的阻力越大,需要的温度驱动力越大;此外冷轧变形量越大,将越有利于回复、再结晶,对应需要的温度驱动力变小。通过大量的试验摸索和对试验数据回归分析,发现当热处理温度(℃)与材料的铬(cr)含量、铝(al)含量和冷轧变形量(δ)满足热处理温度(℃)=780 9m
cr
6m
al-0.7(δ-0.5)时可获得良好的热处理效果。
14.此外还发现,当热处理温度确定后,热处理时间主要取决于冷轧带材的厚度(h),厚度尺寸越大越,需要的热处理时间(min)越长,并且当热处理时间(min)=1.48h 0.12h
0.6
时可获得良好的热处理效果。
15.保温结束后,需要对钢带进行快速冷却,否则不但表面容易发生氧化,降低外观质量,同时还有可能析出脆性相降低材料塑性。通过深入研究发现,对于铬含量≤16%的铁铬铝合金冷轧带材在光亮热处理保温结束后以≥30℃/s 平均冷速冷却至室温可避免表面氧化和脆性相析出的问题。
16.按照常规生产方式,为了获得良好的表面质量,铁铬铝冷轧带材是在氢气氛下进行光亮退火处理,但通过深入研究,发明人发现对于铬含量≤16%的铁铬铝冷轧带材,光亮处理气氛选择至关重要,当采用氢气氛处理时,材料将发生“氢脆”效应,热处理后的塑性普遍偏低,平均延伸率≤20%,无法满足高成型性要求。因此在本发明中,采用体积纯度≥99%的氮气、氩气、氦气等惰性气体中的一种或它们的混合气体,同时要求气体中的氢气、水蒸气、甲烷等含氢元素的杂质气体总量≤1%,有效解决了铬含量≤16%的铁铬铝冷轧带材氢气氛光亮退火塑性偏低的问题。
17.在本发明中,术语“冷轧带材”系指以热轧卷为原料,在室温下进行轧制而成的钢带。
18.在本发明中,术语“光亮退火”系指在保护气氛中对冷轧钢带进行退火处理,在表面无氧化的前提下实现组织调控和性能改善。
19.在本发明中,术语“延伸率”系指金属试样拉伸断裂后标距段的总变形δl 与原标距长度l之比的百分数:δl/l
×
100%,这里的原始标距l=50mm。
20.在本发明中,术语“平均冷却速率”系指带材从光亮炉高温段出来后,冷却至100℃时的平均冷却速率。
21.在本发明中,术语“体积纯度”系指用体积百分数表示的纯度。
22.本发明与现有技术相比具有以下优点:
23.本发明可使铬含量≤16%的铁铬铝冷轧带材延伸率提高至28%及以上,满足了冲压、膨胀成型等复杂变形场合的使用要求,拓展了产品的应用范围;同时本发明将热处理温度、保温时间等关键工艺参数与产品的成分、规格和冷轧变形量等信息相关联,将有利于生产的实施,具有操作简单,适用性更强,更有利于工业化推广;此外本发明采用氮气、氩气、氦气等惰性气体中的至少一种气体作为保护气体,不存在爆炸风险,与氢气保护气体相比,生产安全性高。
附图说明
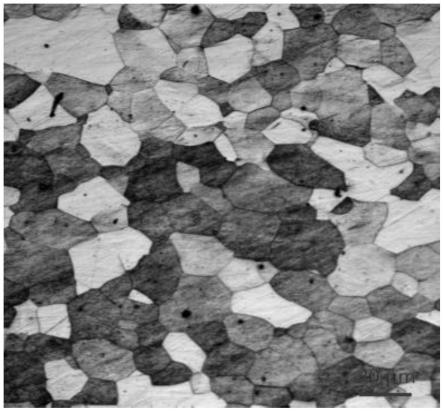
图1为实施例1获得的铁铬铝冷轧带材晶粒组织图;图2为实施例2获得的铁铬铝冷轧带材晶粒组织图;图3为实施例3获得的铁铬铝冷轧带材晶粒组织图;图4为实施例4获得的铁铬铝冷轧带材晶粒组织图。
具体实施方式
24.下面结合具体实施例来进一步描述本发明,本发明的优点和特点将会随着描述而更为清楚。但实施例仅是范例性的,并不对本发明的范围构成任何限制。本领域技术人员应该理解的是,在不偏离本发明的精神和范围下可以对本发明技术方案的细节和形式进行修改或替换,但这些修改和替换均落入本发明的保护范围内。
25.实施例1:一种提高铁铬铝冷轧带材延伸率的方法
26.通过冶炼-凝固-热轧-冷轧获得待处理铁铬铝冷轧带材,其中带材质量百分比成分为:c:0.12%、si:0.89%、mn:0.70%、p:0.04%、s:0.02%、cr:12.1%、 al:6.0%;冷轧总变形量δ=90%,厚度h=0.3mm。
27.将待处理带材通过氮气氛光亮退火炉进行退火处理,其中退火温度
28.=780 9cr 6al-0.7(δ-0.5)=780 9*12.1 6*6.0-0.7*(0.9-0.5)=897(℃);保温时间=1.48h 0.12h
0.6
=1.48*0.3 0.12*0.3
0.6
=0.69(min);氮气体积纯度为 99.9%,氢气、水蒸气、甲烷等杂质气体总量≤0.1%;保温结束后以30℃/s平均冷速冷却至室温。最终带材的延伸率为35%,肉眼观察表面质量良好,且具有细小的晶粒组织(见图1)。
29.实施例2:一种提高铁铬铝冷轧带材延伸率的方法
30.通过冶炼-凝固-热轧-冷轧获得待处理铁铬铝冷轧带材,其中带材质量百分比成分为:c:0.031%、si:0.48%、mn:0.30%、p:0.020%、s:0.02%、cr:14.0%、 al:4.8%;冷轧总变形量δ=70%,厚度h=1.5mm。
31.将待处理带材通过氩气氛光亮退火炉进行退火处理,其中退火温度为
32.=780 9cr 6al-0.7(δ-0.5)=780 9*14.0 6*4.8-0.7*(0.7-0.5)=921(℃);保
温时间=1.48h 0.12h
0.6
=1.48*1.5 0.12*0.5
0.6
=1.54(min);氩气体积纯度为 99.2%,氢气、水蒸气、甲烷等杂质气体总量≤0.8%;保温结束后以40℃/s平均冷速冷却至室温。最终带材的延伸率为33%,肉眼观察表面质量良好,且具有细小的晶粒组织(见图2)。
33.实施例3:一种提高铁铬铝冷轧带材延伸率的方法
34.通过冶炼-凝固-热轧-冷轧获得待处理铁铬铝冷轧带材,其中带材质量百分比成分为:c:0.01%、si:0.25%、mn:0.21%、p:0.02%、s:0.01%、cr:16.0%、 al:2.7%;冷轧总变形量50%,厚度h=3.0mm。
35.将待处理带材通过氦气氛光亮退火炉进行退火处理,其中退火温度为
36.=780 9cr 6al-0.7(δ-0.5)=780 9*16.0 6*2.7-0.7*(0.5-0.5)=940(℃);保温时间=1.48h 0.12h
0.6
=1.48*3.0 0.12*3.0
0.6
=4.5(min);氦气体积纯度为99.1%,氢气、水蒸气、甲烷等杂质气体总量≤0.9%;保温结束后以50℃/s平均冷速冷却至室温。最终带材的延伸率为30%,肉眼观察表面质量良好,且具有细小的晶粒组织(见图3)。
37.实施例4:一种提高铁铬铝冷轧带材延伸率的方法
38.通过冶炼-凝固-热轧-冷轧获得待处理铁铬铝冷轧带材,其中带材化学成分,冷轧总变形量δ,厚度h为以及光亮退火的温度,保温时间,保温结束后平均冷却速率等参数同实施例3,所不同的是保护气氛为氮气、氩气和氦气的混合气体,它们的体积比分别为80%、10%和10%,它们的体积纯度分别为99.2%、99.5%和99.9%,混合气体中的氢气、水蒸气、甲烷等杂质气体总量≤0.7%。最终带材的延伸率为31%,肉眼观察表面质量良好,且具有细小的晶粒组织(见图4)。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
