1.本发明涉及机械设计技术领域,具体涉及一种用于升降平台的焊接工装。
背景技术:
2.工装,即工艺装备,指制造过程中所用的各种工具的总称。工装包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。其中,焊接工装是一套柔性的焊接固定、压紧、定位的夹具,主要用于焊接各种可焊接材料的焊接,大、中、小型材料的焊接。
3.原有焊接工装只能对单个焊接件进行焊接,然后再利用焊接成的焊接件进一步组装焊接,组装成较大的焊接件,焊接过程中,需要3-4套工装,或者需要3-4个工位单独进行焊接定位,然后再进行组装。焊接效率低,焊接过程中无法对焊接产品进行调整,亟待研发一种新型的焊接工装。
技术实现要素:
4.为此,本发明提供一种用于升降平台上架的焊接工装。
5.为了实现上述目的,本发明提供如下技术方案:
6.本实用新型提供一种用于升降平台上架的焊接工装,所述焊接工装包括焊接平台、定位柱和紧固顶丝;
7.所述定位柱间隔一定距离固定于所述焊接平台上;
8.所述定位柱包括第一层定位柱、第二层定位柱和第三层定位柱,所述第三层定位柱的高度大于第二层定位柱高度,所述第二层定位柱的高度大于第一层定位柱的高度;
9.所述紧固顶丝与所述定位柱配合将焊接件固定于所述焊接平台上。
10.本实用新型的一个实施例中,所述紧固顶丝固定于所述焊接平台上并与设置在所述焊接平台靠近边沿的定位柱配合固定焊接件。
11.本实用新型的一个实施例中,所述第一层定位柱的高度为100-150mm;
12.所述第二层定位柱的高度为300-350mm;
13.所述第三层定位柱的高度为400-500mm。
14.本实用新型的一个实施例中,所述第一层定位柱的数量为8个;
15.所述第二层定位柱的数量为4个;
16.所述第三层定位柱的数量为14个。
17.本实用新型的一个实施例中,所述紧固顶丝的数量为14个,每个所述紧固顶丝与每根所述第三层定位柱配合。
18.本实用新型的一个实施例中,所述定位柱的横截面为长方形或正方形。
19.本实用新型的一个实施例中,所述第三层定位柱设置在所述焊接平台的靠近边沿侧。
20.本实用新型的一个实施例中,所述第二层定位柱设置于所述焊接平台的中间,且4根所述第二层定位柱中,其中一根定位柱与其他三根定位柱不在同一直线上,使得焊接件
可卡设于所述第二层定位柱内。
21.本实用新型的一个实施例中,所述第一层定位柱位于所述第二层定位柱和第三层定位柱之间。
22.本实用新型的一个实施例中,所述紧固螺钉位于所述第三层定位柱的外侧或者内侧。
23.本发明具有如下优点:
24.本实用新型的用于升降平台上架的焊接工装使用顶丝结构,方便灵活。在焊接定位完成后,可以将紧固顶丝退回,使得焊接件空间变大,同时使用对向紧固顶丝顶向焊接件,顶出卡死的焊接件,即可快速、简便地取出焊接件。本实用新型的焊接工装为一体化设计,通过使用该焊接工装,可以快速定位焊接件位置,保证尺寸,有效控制焊接变形,安全作业,快速换模等作用。
附图说明
25.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
26.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
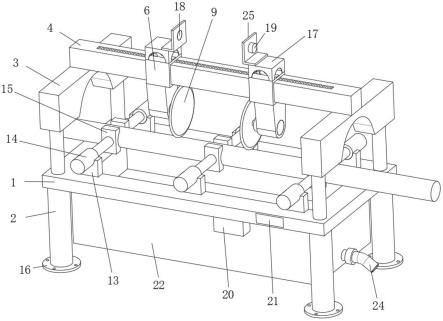
27.图1为本发明实施例提供的用于升降平台上架的焊接工装的结构示意图;
28.图2为本发明实施例提供的用于升降平台上架的焊接工装的结构另一角度的结构示意图;
29.图中:100-焊接平台;200-焊接件;310-第一层定位柱;320-第二层定位柱;330-第三层定位柱;400-紧固顶丝。
具体实施方式
30.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.如图1和图2所示,本实用新型提供一种用于升降平台上架的焊接工装,焊接工装包括焊接平台100、定位柱和紧固顶丝400;定位柱间隔一定距离固定于焊接平台100上;定位柱包括第一层定位柱310、第二层定位柱320和第三层定位柱330,第三层定位柱330的高度大于第二层定位柱320高度,第二层定位柱320的高度大于第一层定位柱310的高度,较佳的,定位柱的横截面为长方形或正方形。紧固顶丝400与定位柱配合将焊接件100固定于焊接平台100上。焊接平台100的厚度不小于20mm。由于焊接平台100上设有第一层定位柱310、第二层定位柱320以及第三层定位柱330,由于不同层定位柱的高度不同,其可焊接多层的
升降平台的上架。第一层定位柱310实现单层定位,双向定位尺寸精确。第二层定位柱320实现多层定位,双向定位尺寸精确。第三层定位柱330实现多层定位,双向定位尺寸精确。本实用新型的焊接工装为一体化装备核心部件,结构受力大,焊接件100种类多,焊接作业多。
32.其中,紧固顶丝400固定于焊接平台100上并与设置在焊接平台100靠近边沿的定位柱配合固定焊接件100。第一层定位柱310的高度为100-150mm;第二层定位柱320的高度为300-350mm;第三层定位柱330的高度为400-500mm。第一层定位柱310的数量为8个,第二层定位柱320的数量为4个,第三层定位柱330的数量为14个。
33.第三层定位柱设置在焊接平台100的靠近边沿侧,具体的,在焊接平台100的第一长度方向外侧设有6根第三层定位柱330,在第一宽度外侧设有2根第三层定位柱330;在第二长度方向内侧设有4根第三层定位柱330,在第二宽度方向内侧设有2根第三层定位柱330。本实用新型中,所谓内侧和外侧是相对于焊接件100的相对位置而言,定位柱位于焊接件100外侧或定位柱位于焊接件100的内侧。将不同高度的第一层定位块、第二层定位块以及第三层定位块进行有规律配合固定在焊接平台100上,可以对不同高度的焊接件100进行牢固固定,方便焊接。
34.紧固顶丝400的数量为14个,每个紧固顶丝400与每根第三层定位柱330配合。紧固螺钉位于第三层定位柱的外侧或者内侧,在顶丝和第三层定位柱之间固定有焊接件100。具体的,在第一长度方向对应于其中4根第三层定位柱330,分别配合设有4根紧固顶丝400在第二长度方向上,4根第三层定位柱330配合设有4根紧固顶丝400,一根定位柱配合一个紧固顶丝400。本实用新型使用顶丝,方便灵活,在焊接定位完成后,可以将紧固顶丝400退回,使得焊接件100空间变大,同时使用对向顶丝顶向零件,顶出卡死的焊接件100,即可快速、简便地取出焊接件100。
35.本实用新型的第二层定位柱320设置于焊接平台100的中间,且4根第二层定位柱320中,其中一根定位柱与其他三根定位柱不在同一直线上,使得焊接件100可卡设于第二层定位柱320内。第一层定位柱310位于第二层定位柱320和第三层定位柱330之间,即在4根第二层定位柱320的一侧设有4根第一层定位柱310,在4根第二层定位柱320的另一侧设有4根第一层定位柱310。同样4根第一层定位柱310中,其中1根第一层定位柱310与其他3根第一层定位柱310不在同一直线上,这样可使得焊接件100位于1根第一层定位柱310和其他3根第一层定位柱310之间,可更好地固定焊接件100。
36.本实用新型的用于升降平台上架的焊接工装为一体化设计,即通过使用该焊接工装,可以实现较大尺寸,复杂多层焊接零件一次定位成型,且定型时间短,操作简便,尺寸精度高,产品合格率100%。
37.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。