1.本发明属于焊接技术领域,涉及一种钛合金的焊接监测保护装置。
背景技术:
2.目前,由于钛合金具有密度小、比强度高等特点,所以在国防制造领域中钛合金被大量使用。虽然钛合金的可焊接性较强,但需要很严格的焊接过程控制,如焊接过程中的钛合金防氧化保护、层间温度控制等,固需要一种集成化的钛合金焊接监测保护装置,实现焊缝的防氧化保护和温度实时监控功能。
技术实现要素:
3.本实用新型的目的是提供一种钛合金焊接监测保护装置,为一种集成化的钛合金焊接监测保护装置,能够实现焊缝的防氧化保护和温度实时监控功能,提升钛合金焊接质量、焊接效率。本实用新型具有结构简单、稳定性高的优点。
4.本实用新型的目的是通过下述技术方案实现的。
5.本实用新型公开的一种钛合金焊接监测保护装置,包括温度变送器、固定架、焊接零件、小车底座、轮轴、滑轮、铜网、铜管、罩体、气管、卡箍、焊枪。通过将手工焊枪与焊接保护拖罩集成联接,并搭配温控传感器,实现焊接过程对焊缝区的无氧化保护及温度监测,提升钛合金焊接质量、焊接效率。
6.所述温度变送器为红外温度变送器,测试范围0~300℃,测试精度
±
2℃。
7.所述固定架焊接于小车底座上,红外温度变送器安装于固定架上端,红外温度变送器1延长线指向小车底座凹槽边缘内。
8.所述轮轴、滑轮固定于小车底座下方,用于小车滑动,通过焊接小车带动拖罩减小操作者劳动强度,有效控制焊接过程中杂质气体的带入。
9.所述铜网均匀分布于罩体内,使喷出的保护气体气流均匀稳定。作为优选,所述铜网层数为3~5层。
10.所述铜管由一根竖直、一根横管焊接而成,其中横管开设一排朝上的均匀分布的小孔,所述均匀分布的小孔用于避免气体直接冲向铜网。
11.所述罩体,前端为便于观察的倾斜状。
12.所述进气管外接惰性气体,所述惰性气体包括氩气、氦气。
13.所述卡箍焊接于罩体上,工作时能够将焊枪固定于卡箍内。
14.作为优选,通过将手工钨极氩弧焊焊枪与焊接保护拖罩集成联接,并搭配温控传感器,实现焊接过程对焊缝区的无氧化保护及温度监测,提升钛合金焊接质量、焊接效率。
15.本实用新型公开的一种钛合金焊接监测保护装置的工作方法为:
16.将红外温度变送器接通电源,根据钛合金焊接要求设置报警温度;然后将气管通入惰性气体,气体流量为15~18l/min,待通气1~2min后,开始焊接;焊接时,操作者一手持焊枪,一手填丝,焊枪移动时通过卡箍带动小车整体移动,焊接后的焊缝即处于罩体的下方
保护范围内,由于罩体内有惰性气体的不断通入,使得罩体下方形成惰性气体保护区域,焊接完的焊缝得到保护,不会被空气中的杂质气体污染形成对应化合物;持续焊接待焊缝长度超过罩体后,会进入小车底座的凹槽内,此时温度变送器的监测器会立刻监测到刚刚露出罩体外的焊缝温度,由于焊接起初温度升高较慢,焊缝温度不会超过报警温度,此时能够继续焊接,待焊缝温度超过报警温度220℃时,红外变送器外接报警器开始报警,此时立刻停止焊接,待温度降至50~80℃时在重新施焊,如此反复操作直至完成钛合金焊接。
17.作为优选,所述报警温度为220℃。
18.有益效果:
19.1、本实用新型公开的一种钛合金焊接监测保护装置,通过焊接小车带动拖罩减小操作者劳动强度,有效控制焊接过程中杂质气体的带入,实施监测焊缝焊后温度,指导控制焊接速度,起到钛合金焊接过程关键点的控制作用。
20.2、本实用新型公开的一种钛合金焊接监测保护装置,焊接后的焊缝即处于罩体的下方保护范围内,由于罩体内有惰性气体的不断通入,使得罩体下方形成惰性气体保护区域,焊接完的焊缝得到保护,不会被空气中的杂质气体污染形成对应化合物。
21.3、本实用新型公开的一种钛合金焊接监测保护装置,罩体前端为便于观察的倾斜状,通过温度变送器的监测器,监测焊缝焊后温度,指导控制焊接速度,起到钛合金焊接过程关键点的控制。
22.4、本实用新型公开的一种钛合金焊接监测保护装置,通过实现焊缝的防氧化保护和温度实时监控功能集成化,布局合理,提高钛合金焊接操作性,提升焊接效率,减少人工成本,由原来的多人操作,变为1人操作。
附图说明
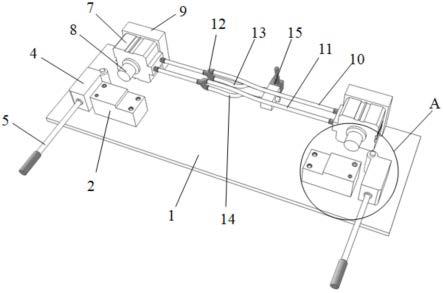
23.图1为本实用新型公开的一种钛合金焊接监测保护装置的示意图;
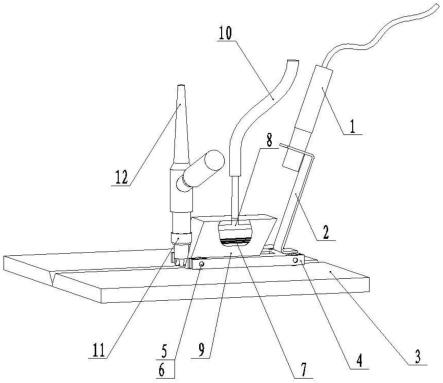
24.图2为本实用新型公开的一种钛合金焊接监测保护装置的主视图;
25.图3为本实用新型公开的一种钛合金焊接监测保护装置的俯视图;
26.图4为本实用新型公开的小车底座示意图;
27.图5为本实用新型公开的罩体示意图。
28.其中:1—温度变送器,2—固定架,3—焊接零件,4—小车底座,5—轮轴,6—滑轮,7—铜网,8—铜管,9—罩体,10—气管,11—卡箍,12—焊枪。
具体实施方式
29.为了更好的说明本实用新型的目的和优点,下面结合附图和实例对
技术实现要素:
做进一步说明。
30.实施例1:
31.如图1、2、3所示,本实施例公开的一种钛合金焊接监测保护装置,包括温度变送器1、固定架2、焊接零件3、小车底座4、轮轴5、滑轮6、铜网7、铜管8、罩体9、气管10、卡箍11、焊枪12。通过将手工钨极氩弧焊焊枪与焊接保护拖罩集成联接,并搭配温控传感器,实现焊接过程对焊缝区的无氧化保护及温度监测,提升钛合金焊接质量、焊接效率。
32.所述温度变送器1为红外温度变送器,测试范围0~300℃,测试精度
±
2℃。
33.所述固定架2焊接于小车底座4上,红外温度变送器1安装于固定架2上端,如图2、图4,红外温度变送器1延长线指向小车底座凹槽边缘内。
34.如图4所示,所述轮轴5、滑轮6固定于小车底座下方,用于小车滑动,通过焊接小车带动拖罩减小操作者劳动强度,有效控制焊接过程中杂质气体的带入。
35.所述铜网7均匀分布于9罩体内,使喷出的保护气体气流均匀稳定。所述铜网7层数为3~5层。
36.所述铜管8由一根竖直、一根横管焊接而成,其中横管开设一排朝上的均匀分布的小孔,所述均匀分布的小孔用于避免气体直接冲向铜网7。
37.如图5所示,所述罩体9,前端为便于观察的倾斜状。
38.所述进气管10外接惰性气体,所述惰性气体包括氩气、氦气。
39.所述卡箍11焊接于罩体上,工作时能够将焊枪固定于卡箍内。
40.本实用新型公开的一种钛合金焊接监测保护装置的工作方法为:
41.将红外温度变送器1接通电源,设置报警温度为220℃;然后将气管10通入惰性气体(纯氩气99.999%),气体流量为15~18l/min,待通气1~2min后,开始焊接;焊接时,操作者一手持焊枪12,一手填丝,焊枪移动时通过卡箍带动小车整体移动,焊接后的焊缝即处于罩体9的下方保护范围内,由于罩体9内有惰性气体的不断通入,使得罩体9下方形成惰性气体保护区域,焊接完的焊缝得到保护,不会被空气中的氮气、氧气、氢气等杂质气体污染形成对应化合物;持续焊接待焊缝长度超过罩体9后,会进入小车底座4的凹槽内,此时温度变送器1的监测器会立刻监测到刚刚露出罩体9外的焊缝温度,由于焊接起初温度升高较慢,焊缝温度不会超过报警温度,此时能够继续焊接,待焊缝温度超过报警温度220℃时,红外变送器外接报警器开始报警,此时立刻停止焊接,待温度降至50~80℃时在重新施焊,如此反复操作直至完成焊接。
42.以上所述的具体描述,对实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。