技术特征:
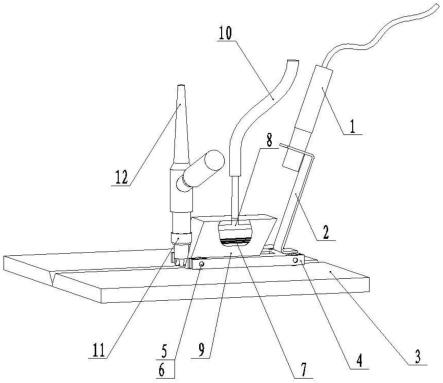
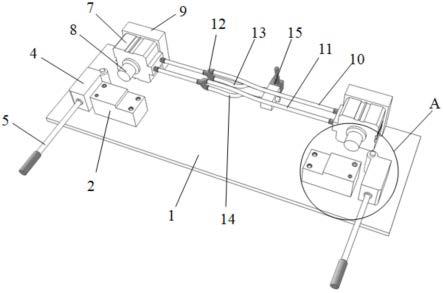
1.一种钛合金焊接监测保护装置,其特征在于:包括温度变送器(1)、固定架(2)、焊接零件(3)、小车底座(4)、轮轴(5)、滑轮(6)、铜网(7)、铜管(8)、罩体(9)、气管(10)、卡箍(11)、焊枪(12);通过将焊枪(12)与罩体(9)集成联接,并搭配温度变送器(1),实现焊接过程对焊缝区的无氧化保护及温度监测,提升钛合金焊接质量、焊接效率;所述温度变送器(1)为红外温度变送器,测试范围0~300℃,测试精度
±
2℃;所述固定架(2)焊接于小车底座(4)上,红外温度变送器(1)安装于固定架(2)上端,红外温度变送器(1)延长线指向小车底座(4)凹槽边缘内;所述轮轴(5)、滑轮(6)固定于小车底座(4)下方,用于小车滑动,通过小车带动罩体(9)减小操作者劳动强度,有效控制焊接过程中杂质气体的带入;所述铜网(7)均匀分布于罩体(9)内,使喷出的保护气体气流均匀稳定;所述铜管(8)由一根竖直管、一根横管焊接而成,其中横管开设一排朝上的均匀分布的小孔,所述均匀分布的小孔用于避免气体直接冲向铜网(7)。2.如权利要求1所述的一种钛合金焊接监测保护装置,其特征在于:所述罩体(9),前端为便于观察的倾斜状。3.如权利要求1所述的一种钛合金焊接监测保护装置,其特征在于:所述卡箍(11)焊接于罩体上,工作时能够将焊枪固定于卡箍内。4.如权利要求1所述的一种钛合金焊接监测保护装置,其特征在于:所述铜网(7)层数为3~5层。5.如权利要求1所述的一种钛合金焊接监测保护装置,其特征在于:所述气管(10)外接惰性气体,所述惰性气体包括氩气、氦气。6.如权利要求1、2、3、4或5所述的一种钛合金焊接监测保护装置,其特征在于:将红外温度变送器(1)接通电源,根据钛合金焊接要求设置报警温度;然后将气管(10)通入惰性气体,气体流量为15~18l/min,待通气1~2min后,开始焊接;焊接时,操作者一手持焊枪(12),一手填丝,焊枪移动时通过卡箍带动小车整体移动,焊接后的焊缝即处于罩体(9)的下方保护范围内,由于罩体(9)内有惰性气体的不断通入,使得罩体(9)下方形成惰性气体保护区域,焊接完的焊缝得到保护,不会被空气中的杂质气体污染形成对应化合物;持续焊接待焊缝长度超过罩体(9)后,会进入小车底座(4)的凹槽内,此时温度变送器(1)的监测器会立刻监测到刚刚露出罩体(9)外的焊缝温度,由于焊接起初温度升高较慢,焊缝温度不会超过报警温度,此时能够继续焊接,待焊缝温度超过报警温度220℃时,红外温度变送器外接报警器开始报警,此时立刻停止焊接,待温度降至50~80℃时再重新施焊,如此反复操作直至完成钛合金焊接。
技术总结
本实用新型公开的一种钛合金焊接监测保护装置,属于焊接技术领域。本实用新型为一种集成化的钛合金焊接监测保护装置,包括温度变送器、固定架、焊接零件、小车底座、轮轴、滑轮、铜网、铜管、罩体、气管、卡箍、焊枪。通过焊接小车带动拖罩减小操作者劳动强度,有效控制焊接过程中杂质气体的带入,实施监测焊缝焊后温度,指导控制焊接速度,起到钛合金焊接过程关键点的控制作用。罩体前端为便于观察的倾斜状,通过温度变送器的监测器,监测焊缝焊后温度,指导控制焊接速度,起到钛合金焊接过程关键点的控制。通过实现焊缝的防氧化保护和温度实时监控功能集成化,布局合理,提高钛合金焊接操作性,提升焊接效率,减少人工成本。减少人工成本。减少人工成本。
技术研发人员:郭俊文 李旭军 鲁飞 姜海龙 陈燕 张利军 王珍妮
受保护的技术使用者:山西北方机械制造有限责任公司
技术研发日:2021.11.29
技术公布日:2022/10/24
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。