1.本实用新型涉及混凝土预制构件生产技术领域,尤其涉及一种混凝土预制构件生产线。
背景技术:
2.现有的混凝土预制构件生产线中主要采用提篮式码垛机将混凝土布料后的预制构件吊入养护库中等待混凝土养护凝固。提篮式码垛机需在生产线上挖设地坑以放置码垛机的提篮,待模台运行至提篮之上再起吊并送入位于码垛机两侧的养护库,这个时候整条生产线需停止工步前进,即处于码垛机前序其他工位的模台均需停止前进以等待码垛机的操作完成,待码垛机完成入库重新将提篮落入地坑后,前序模台才可继续前进完成后续工步。养护后预构件的出库亦然。可以说整条产线完全受制于码垛机的生产效率,而随着养护库内空位以及待出库位的位置不同,码垛机执行出入库的时长各不相同,严重打乱影响整条生产线的生产节奏,制约生产效率提升。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种码垛机不再扰乱生产节奏的混凝土预制构件生产线。
4.为了解决上述技术问题,本实用新型的技术方案是:
5.一种混凝土预制构件生产线,包括码垛机,在所述码垛机下方设置有凸出于地面的地轮,所述地轮至少为两列,在两列地轮上横担并运行有模台,所述码垛机为抓取式码垛机,所述抓取式码垛机包括插入模台与地面之间以及同列中两相邻地轮之间的抓取爪。
6.进一步的:所述地轮设置有两组,两组地轮并行排布,在两组地轮的头尾两端均设置有使模台在两组地轮之间换位的平移摆渡装置,所述地轮包括主动轮和被动轮,两组地轮中的主动轮转动方向相反,在两组地轮上横跨设置有同一台抓取式码垛机。
7.进一步的:抓取式码垛机设置在靠近两组地轮的头端。
8.进一步的:在抓取式码垛机的前后两侧设置有养护库,养护库的宽度为盛放两张模台的宽度,养护库的最底层为模台通道。
9.进一步的:还包括混凝土布料与震动装置,所述混凝土布料与震动装置设置在靠近两组地轮的尾端。
10.一种混凝土预制构件生产线布局,包括前述的混凝土预制构件生产线,所述混凝土预制构件生产线的数量为两条,两条所述混凝土预制构件生产线并行排布且两者之间设置有中间通道,两条所述混凝土预制构件生产线以中间通道为中心线镜像对称设置。
11.进一步的:混凝土布料与震动装置位于所述混凝土预制构件生产线远离中间通道的一侧。
12.通过采用上述技术方案,本实用新型的技术效果是,其码垛机在模台于生产线上运动流转之时,便可随时对其进行抓取提升以完成入库,模台无需等待码垛机提升部件下
降之后才能进行下一步的前进运动,整个生产线的行进节拍不再受码垛机的影响,使整条产线的生产节奏不脱节地保持在高效率上。
附图说明
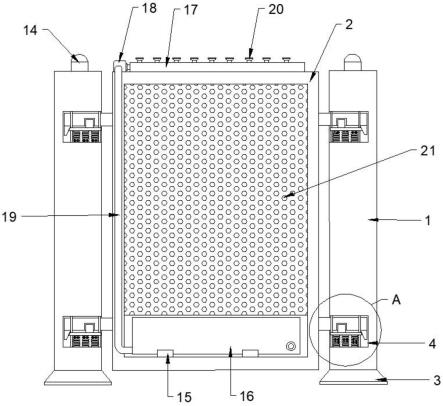
13.图1为本实用新型实施例1的结构示意俯视图;
14.图2为本实用新型实施例1的结构示意立体图;
15.图3为图2中a处的局部放大视图;
16.图4为图2中b处的局部放大视图;
17.图5为本实用新型的抓取式码垛机与模台的配合示意图;
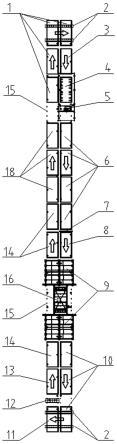
18.图6为本实用新型实施例2的结构示意立体图;
19.其中,1-安装预埋件工位、2-平移摆渡装置、3-检查工位、4-布料振动工位、5-混凝土布料与震动装置、6-静置工位、7-拉毛装置、8-拉毛工位、9-养护库、10-拆模工位、11-吊装工位、12-清扫机、13-模台清理工位、14-固定边模工位、15-地轮、16-抓取式码垛机、17-中间通道、18-安装钢筋桁架工位、19-模台、20-被动轮、21-主动轮、22-模台通道、23-抓取爪、24-地面。
具体实施方式
20.实施例1
21.如图1~5所示,本实施例的混凝土预制构件生产线,具体以楼承板生产线为例,其他混凝土预制构件可在无创造性劳动情况下以此类推。
22.本混凝土预制构件生产线具有现有产线的一般结构,其工作过程均是通过向模台19内的模具浇筑混凝土来实现相应预构件的生产。在生产线上,模台19依靠具有主动轮21和被动轮20的地轮15前行。为了模台19的流转循环,地轮15即可直接形成环线,也可通过平移摆渡装置2在并行两组或多组地轮15之间形成循环。
23.本实施例的混凝土预制构件生产线同样包括码垛机,其不同于现有产线在码垛机下方为盛放提篮的地坑,其特点在于:在所述码垛机下方设置有凸出于地面24的地轮15。所述地轮15至少为两列,以将模台19横担起来并运行走动。所述码垛机为抓取式码垛机16,所述抓取式码垛机16包括抓取爪23,在抓取式码垛机16将要提升模台19时,抓取爪23可从模台19两侧插入模台19与地面24之间以及同列中两相邻地轮15之间(如图5所示)。
24.这样设置后,码垛机在模台19于生产线上运动流转之时,便可随时对其进行抓取提升以完成入库,模台19无需等待码垛机提升部件下降之后才能进行下一步的前进运动,整个生产线的行进节拍不再受码垛机的影响,使整条产线的生产节奏不脱节地保持在高效率上。
25.此外,本实施例的所述地轮15设置有两组,两组地轮15并行排布,在两组地轮15的头尾两端均设置有使模台19在两组地轮15之间换位的平移摆渡装置2,两组地轮15中的主动轮21转动方向相反,从而完成生产线循环运作。需特别说明的是,本说明书所指两组地轮15的头尾端,是以模台19吊装卸货和清理后以重新投入生产的一端为头端,另一端为尾端。
26.而本实施例关键之处在于,在两组地轮15上横跨设置的是同一台抓取式码垛机16。
27.这样设置是因为,以目前的码垛机提升与输送技术而言,码垛机完全可以满足两库位(一库位也即一个模台19宽度下的产线位置,也即所述的一组地轮15所在之位)的运作,单一库位会造成码垛机不满负荷工作的效率浪费。此外本实施例之所以将同一台抓取式码垛机16设置在循环线上而非两条并列线上,这是因为生产过程之中常会遇到在模台19需要提升入库时,码垛机正在进行其他动作而无法及时赶到的情况,此时随着生产线流转,模台19将错过最佳提取位置,而处于循环线上的模台19将会随着产线行进将再次进入抓取式码垛机16的提升工位,这样可保证整条产线完全不停顿的进行生产,偶有疏漏未入库的模台19仅仅挤占了一个作业空位,但并不会造成整个产线的停顿而极大影响整体效率,之后随着产线流转便将该遗漏模台19再次进行提升入库操作即可。
28.因此,为了将偶有遗漏的模台19及时收回入库,而不长期占用有效作业位置,本实施例的抓取式码垛机16设置在靠近两组地轮15的头端。这一方面是因为,如果抓取式码垛机16设置在产线中部,则疏漏的模台19将环绕半个生产线后才能再次被提取,这样长时间占用了有效工位,故设在一端将大为减少这个挤占时间;而另一方面,养护后模台19上的预构件产品将要被吊离产线之外装车转移,需要码垛机将养护库9中的模台19重新放置于产线上以输送到吊装工位11,这段距离应尽量短,以增加效率和避免占用产线空间,故优选将码垛机置于两组地轮15的头端。
29.此外,本实施例在抓取式码垛机16的前后两侧设置有养护库9,以便在码垛机提取模台19后及时将其输送入库。为不影响模台19在产线上流转,如图4所示,养护库9的最底层为模台通道22,即也可以说养护库9是设置在地轮15上方的。而本实施例的养护库9的宽度为可盛放两张模台19的宽度,以便有效占用两组地轮15上方的空间,增加库容,且因为抓取式码垛机16不仅抓取位于前序的模台19,有时也会在后续工位上抓取遗漏的模台19,双列宽度的养护库9有时可存在正好位于相应工位上的空位,这样抓取式码垛机16提升模台19后便无需横向移动,可快速入库提升作业效率。
30.本实施例还包括现有生产线均具有的混凝土布料与震动装置5,其特点在于所述混凝土布料与震动装置5设置在靠近两组地轮15的尾端。这样便可在码垛机与混凝土布料与震动装置5之间设置足够的静置工位6,让混凝土表面初步凝固,以保证在设有拉毛装置7的拉毛工位8上对预制件表面进行有效的拉毛处理,此外也可留出足够空间设置预埋件和钢筋桁架安装工位。
31.最终本实施例的工位安排如图1所示,从地轮15的头端(即图1下端)安排有吊装工位11,之后为设有清扫机的模台清理工位13,后为一个固定边模工位14,之后便为前侧的养护库9(具有模台通道22)、抓取式码垛机16和后侧的养护库9,随后再安排两个固定边模工位14,之后是三个安装钢筋桁架工位18,再后安排四个安装预埋件工位1,其中最后两个安装预埋件工位1通过平移摆渡装置2进行换列换向,之后再为检查工位3,以在布料前对各预埋部件的检查,随后进入设有混凝土布料与震动装置5的布料振动工位4,之后在设置四个静置工位6,再进入拉毛工位8,其后循环至后侧的养护库9、抓取式码垛机16和前侧的养护库9,出来后再经三个拆模工位10重回地轮15的头端,在最后一个拆模工位10与吊装工位11设置平移摆渡装置2进行换列换向。该生产线布局合理、结构紧凑,可保持在较高生产效率上稳定生产。
32.实施例2
33.如图6所示,展示了本实用新型的一种混凝土预制构件生产线布局,包括实施例1的混凝土预制构件生产线,所述混凝土预制构件生产线的数量为两条,两条所述混凝土预制构件生产线并行排布且两者之间设置有中间通道17,两条所述混凝土预制构件生产线以中间通道17为中心线镜像对称设置。混凝土布料与震动装置5位于所述混凝土预制构件生产线远离中间通道17的一侧。
34.这样布局的生产线有如下几个优点:
35.1.极大提高厂房利用率,在单位面积上增加了有效产出。因为一般预制件生产厂房为24米一跨,传统产线布局时,因为考虑到现有的码垛机效率可满足两库位有余的作业需求,因而会在单一产线内设置三库位进行生产流动,而为了模台19的回流,又必须设置一个库位宽度的回流通道以完成产线循环,故24米的跨度内设置有4库位的设备形成一个产线。但毕竟码垛机难以完全满足三库位的生产总负荷,故常出现生产卡顿的现象,也即在4库位的一跨厂房内,以码垛机最大产能算其有效和所占用库位之比为2.x/4。而本实施例布局的生产线,在4库位厂房之内可安排下两条生产线,每个库位都可全负荷运行,单位厂房面积内可极大提高生产效率,增加有效产出。
36.2.镜像对称设置的两条产线可方便相同设备管线的排布走线,且位于中间通道17内的工人可兼顾两侧相同工序的作业。此外混凝土布料与震动装置5位于相对外侧,则方便混凝土料斗或输送管线的布置,避免其被设置在内侧时既挤占工人行走通道,又不便于混凝土的输送,且随后的诸多静置工位6也靠外侧,无需什么人工,而需较多人工的装模置架布筋的工位都集中在内侧,所以工人主要集中在中间通道17内可兼顾两侧进行作业,降低了人工成本。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。