1.本技术涉及口罩机的领域,尤其是涉及一种自动口罩机送料装置及口罩机。
背景技术:
2.目前口罩机是将多层无纺布通过热压,然后将多层无纺布折叠成型再进行超声波焊接,然后将废料切除并将耳带鼻梁条焊接在布料上,最后通过传送带进行送料收集制造出的具有一定过滤性能的各种口罩的生产设备,市场上较为流行的口罩机有:杯型口罩机,无纺布平面口罩机,n95口罩机,3m9001/9002折叠型口罩机,鸭嘴型口罩机,立体防尘口罩机等。
3.相关技术中公开号为cn202122999202.x的中国专利,提出了一种方便调节高度的口罩机,其包括依次设置的上料机构、压印机构、折叠机构、压合机构、裁切机构、鼻梁条供应机构、送料机构以及分别用于安装上述机构的多个工作台,送料机构设置为传送带,当口罩机运转时,驱使无纺布依次通过上料机构、压印机构、折叠机构、压合机构、裁切机构、鼻梁条供应机构和送料机构,便可得到成品的口罩。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:口罩在制作过程中,不可避免的会有残次品的出现,故口罩在制作完毕并运输到传送带上后,会安排工作人员对残次品口罩进行剔除,工作人员长时间的观察并剔除残次品口罩的过程中,往往需要手动到传送带上将有缺陷的口罩取下,颇为不便。
技术实现要素:
5.为了改善工作人员手动剔除残次品口罩不方便的问题,本技术提供一种自动口罩机送料装置及口罩机。
6.第一方面,本技术提供一种自动口罩机送料装置,采用如下的技术方案:
7.一种自动口罩机送料装置,包括用于对口罩进行送料的传送带和用于安装所述传送带的工作台,包括设置在所述工作台上用于接收残次品口罩的收集箱,所述工作台上活动设置有用于推动残次品口罩的推板和用于驱动所述推板朝靠近或远离所述收集箱的方向运动的驱动件,所述工作台上还设置有用于供工作人员启动驱动件的控制按钮,所述控制按钮与所述驱动件电连接,所述工作台上于所述收集箱处设置有用于将所述推板推动的口罩导向到所述收集箱内的导向组件。
8.通过采用上述技术方案,当制作好的口罩进行送料时,口罩随着工作台上的传送带运动,当工作人员观察到有残次品口罩即将到达推板处时,按压控制按钮,控制按钮启动驱动件,驱动件带动推板朝靠近收集箱的方向运动,推板推动传送带上的残次品口罩运动到导向组件处,残次品口罩在导向组件的导向作用下掉落到收集箱中,从而完成残次品口罩的剔除过程,改善工作人员手动剔除残次品口罩不方便的问题。
9.可选的,所述导向组件包括朝向所述收集箱倾斜设置的底板和设置在所述底板沿所述传送带送料方向上的两侧的导向板,所述推板与所述导向板活动抵接。
10.通过采用上述技术方案,当残次品口罩被推动到导向组件处时,残次品口罩沿着倾斜的底板在两侧的导向板之间朝收集箱滑落,提高了次品口罩掉落到收集箱内的准确性。
11.可选的,所述推板沿所述传送带的送料方向的两端均设置有用于对口罩进行限位的限位板,所述限位板滑动连接在所述推板上,所述推板上设置有用于驱使所述限位板朝远离所述驱动件的方向运动的弹性件,所述限位板与所述导向板活动抵接。
12.通过采用上述技术方案,当推板朝残次品口罩运动时,残次品口罩位于两个限位板之间,推板继续推动被限制滑动方向的残次品口罩运动至限位板与导向板抵接,推板将残次品口罩推动到底板上,限位板对弹性件进行压缩,当推板在驱动件的驱动下复位时,弹性件驱使限位板朝远离驱动件的方向运动,使得限位板复位从而便于对下一个残次品口罩进行限位,在推板和限位板的共同作用下,限制了残次品口罩的运动方向,便于残次品口罩能准确落入收集箱中,改善了工作人员手动剔除残次品口罩不方便的问题。
13.可选的,所述限位板远离所述推板的端面朝靠近所述推板的方向倾斜设置,两个所述限位板远离所述推板的端面之间呈扩口设置。
14.通过采用上述技术方案,当限位板远离推板的端面与残次品口罩接触时,残次品沿着限位板的斜面滑入两个限位板之间,从而便于限位板对残次品口罩进行限位,提高了残次品口罩运动方向的稳定性。
15.可选的,所述推板靠近所述传送带的侧面上设置有用于对口罩进行刮动的柔性刮件,所述柔性刮件与所述传送带抵接。
16.通过采用上述技术方案,当需要推板对口罩进行推动时,柔性刮件抵接在传送带上并对残次品口罩进行推动,提高了推板对残次品口罩的推动效果,改善了工作人员手动剔除残次品口罩不方便的问题。
17.可选的,所述驱动件的输出端上设置有用于对所述推板进行升降的升降组件。
18.通过采用上述技术方案,由于口罩的种类繁多,不同类型的口罩的重量和形状不同,同时考虑到推板与传送带之间的摩擦对传送带、推板以及柔性刮件均有损坏,故通过升降组件调节推板以及推板上的柔性刮件与传送带的抵紧程度,从而便于推板和柔性刮件对残次品口罩进行剔除,改善了工作人员手动剔除残次品口罩不方便的问题。
19.可选的,所述升降组件包括设置在所述驱动件的输出端上的升降筒、滑移设置在所述升降筒内的升降杆和用于将所述升降杆锁止在所述升降筒内的锁止结构,所述升降筒的长度方向与所述工作台台面相交设置,所述升降杆远离所述升降筒的一端与所述推板固定连接。
20.通过采用上述技术方案,当需要对推板的高度进行调节时,驱使升降杆在升降筒内滑移,当推板和柔性刮件与传送带的抵紧程度调整到合适时,驱使锁止结构将升降杆锁止在升降筒上,从而便捷的对推板和柔性刮件进行升降。
21.可选的,所述收集箱可拆设置在所述工作台上。
22.通过采用上述技术方案,当需要清空收集箱内的残次品口罩时,将收集箱从工作台上拆下,然后将残次品口罩清理出收集箱,最后将空的收集箱重新安装到工作台上,便捷的完成了收集箱内残次品口罩的清理过程。
23.第二方面,本技术提供一种口罩机,采用如下的技术方案:
24.一种口罩机,包括依次设置的上料机构、压印机构、折叠机构、压合机构、裁切机构、鼻梁条供应机构,还包括如上述所述的自动口罩机送料装置。
25.通过采用上述技术方案,当口罩机运转时,驱使多层无纺布依次通过上料机构、压印机构、折叠机构、压合机构、裁切机构、鼻梁条供应机构得到口罩,然后将口罩输送到自动口罩机送料装置上,工作人员在口罩的送料过程中对残次品口罩进行剔除,从而提高了口罩机送料送出的口罩的质量。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.当制作好的口罩进行送料时,口罩随着工作台上的传送带运动,当工作人员观察到有残次品口罩即将到达推板处时,按压控制按钮,控制按钮启动驱动件,驱动件带动推板朝靠近收集箱的方向运动,推板推动传送带上的残次品口罩运动到导向组件处,残次品口罩在导向组件的导向作用下掉落到收集箱中,从而完成残次品口罩的剔除过程,改善工作人员手动剔除残次品口罩不方便的问题;
28.2.当需要推板对口罩进行推动时,柔性刮件抵接在传送带上并对残次品口罩进行推动,提高了推板对残次品口罩的推动效果,改善了工作人员手动剔除残次品口罩不方便的问题;
29.3.当需要对推板的高度进行调节时,驱使升降杆在升降筒内滑移,当推板和柔性刮件与传送带的抵紧程度调整到合适时,驱使锁止结构将升降杆锁止在升降筒上,从而便捷的对推板和柔性刮件进行升降。
附图说明
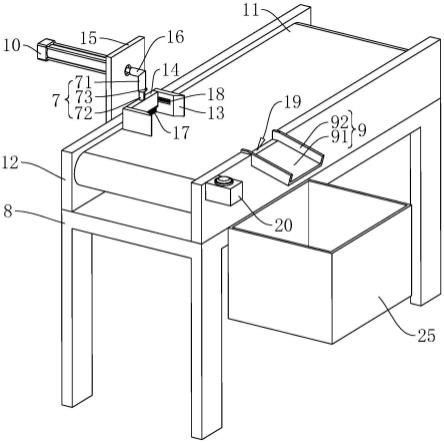
30.图1是口罩机的整体结构示意图。
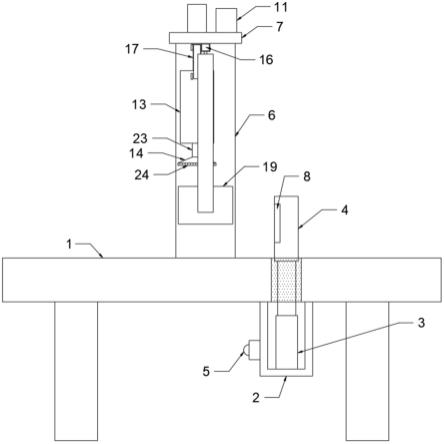
31.图2是用于展示自动口罩机送料装置的结构示意图。
32.图3是本技术实施例中用于展示收集箱、工作台和安装块的结构示意图。
33.图4是本技术实施例中用于展示驱动件、推板、刷毛、升降组件、限位板和弹性件的结构示意图。
34.附图标记:1、上料机构;2、压印机构;3、折叠机构;4、压合机构;5、裁切机构;6、鼻梁条供应机构;7、升降组件;71、升降筒;72、升降杆;73、锁止结构;8、工作台;9、导向组件;91、底板;92、导向板;10、驱动件;11、传送带;12、架板;13、限位板;14、推板;15、安装板;16、过渡杆;17、柔性刮件;18、弹性件;19、收集槽;20、控制按钮;21、安装槽;22、安装块;23、滑移槽;24、t形滑块;25、收集箱;26、限转槽。
具体实施方式
35.以下结合附图1-4对本技术作进一步详细说明。
36.本技术实施例公开一种自动口罩机送料装置。
37.参照图1和图2,用于制作口罩的口罩机,包括依次设置的上料机构1、压印机构2、折叠机构3、压合机构4、裁切机构5、鼻梁条供应机构6和自动口罩机送料装置。通过上料机构1将多层无纺布输送至压印机构2对多层无纺布进行热压,热压的多层无纺布经过折叠机构3折叠后输送到压合机构4上进行压合,压合后的多层无纺布再裁切机构5处进行裁切,裁切后的多层无纺布再鼻梁条供应机构6进行鼻梁条和耳带的安装,最后制造好的口罩通过
动口罩机送料装置进行送料打包。当口罩通过动口罩机送料装置时,工作人员对制造的口罩中的残次品进行剔除。
38.参照图2和图3,自动口罩机送料装置包括用于对口罩进行送料的传送带11和用于安装传送带11的工作台8,工作台8台面上固定连接有长度方向与传送带11的送料方向一致的两个架板12,传送带11架设在两个架板12之间。工作台8台面的侧面可拆设置有用于接收残次品口罩的收集箱25,具体的,工作台8台面的一侧上开设有两个安装槽21,两个安装槽21垂直于工作台8的侧面开设,收集箱25上设置有两个与安装槽21插接适配的安装块22,两个安装块22的间距与两个安装槽21的间距一致,收集箱25顶部开口设置、且两个安装块22分别活动插接在两个安装槽21内。
39.参照图2和图3,工作台8上活动设置有用于推动残次品口罩的推板14和用于驱动推板14朝靠近或远离收集箱25的方向运动的驱动件10,工作台8台面远离收集箱25的一侧固定连接有安装板15,安装板15垂直于工作台8台面设置。驱动件10可以为微型气缸或液压缸,在本技术实施例中,驱动件10优选为微型气缸,微型气缸的缸体固定连接在安装板15上,推板14设置在微型气缸的活塞杆上,工作台8上靠近收集箱25的一侧还设置有用于供工作人员启动驱动件10的控制按钮20,控制按钮20与驱动件10电连接。工作台8上靠近收集箱25的架板12上开设有收集槽19,收集槽19沿垂直于工作台8台面的方向开设、且两侧开口设置,工作台8上于收集槽19处设置有用于将推板14推动的口罩导向到收集箱25内的导向组件9。
40.参照图2和图3,导向组件9包括朝向收集箱25倾斜设置的底板91和设置在底板91沿传送带11送料方向上的两侧的导向板92,底板91一端固定连接在架板12远离另一架板12的一侧、且与收集槽19的底壁平齐,底板91远离架板12的一端指向收集箱25的开口处。导向板92垂直固定在底板91远离收集箱25的一侧、且延伸至收集槽19内,导向板92位于收集槽19内的端面与架板12靠近另一架板12的侧面平齐。当残次品口罩被推动到导向组件9处时,残次品口罩沿着倾斜的底板91在两侧的导向板92之间朝收集箱25滑落。
41.为便于推板14对残次品口罩进行推动,参照图4,推板14靠近传送带11的侧面上设置有用于对口罩进行刮动的柔性刮件17,柔性刮件17可以设置为橡胶片或刷毛,在本技术实施例中,柔性刮件17优选为刷毛,刷毛设置有多个,多个刷毛均匀布设在推板14上,且刷毛的一端与推板14固定连接、另一端与传送带11抵接。
42.为便于限制口罩在被推动的过程中发生偏转,参照图3和图4,推板14沿传送带11的送料方向的两端均设置有用于对口罩进行限位的限位板13。具体的,两个限位板13相互靠近的侧面上均开设有滑移槽23,滑移槽23沿平行于工作台8台面的方向开设,滑移槽23的长度方向与限位板13的长度方向一致,推板14靠近两侧限位板13的两端均固定连接有与滑移槽23滑移适配的t形滑块24,限位板13通过t形滑块24和滑移槽23滑动连接在推板14上。推板14上设置有用于驱使限位板13朝远离驱动件10的方向运动的弹性件18,弹性件18可以为弹簧或弹性伸缩筒,在本技术实施例中弹性件18设置为弹簧,弹簧设置在滑移槽23内,弹簧的一端与滑移槽23的端壁固定连接、另一端与t形滑块24固定连接。
43.为便于残次品口罩移动到两端限位板13之间,参照图4,限位板13远离推板14的端面朝靠近推板14的方向倾斜设置,两个限位板13远离推板14的端面之间呈扩口设置。具体的,两个限位板13远离推板14的端面均设置为斜面,两个限位板13上的两个斜面的夹角呈
钝角设置。
44.当驱动推板14推动残次品口罩时,残次品沿着限位板13的斜面滑入两个限位板13之间,推板14上的刷毛继续推动被限制滑动方向的残次品口罩运动至限位板13与导向板92抵接,刷毛将残次品口罩推动到底板91上,限位板13对弹簧进行压缩,当推板14在微型气缸的驱动下复位时,弹簧驱使限位板13朝远离驱动件10的方向运动,使得限位板13复位从而便于对下一个残次品口罩进行限位,在推板14、刷毛和限位板13的共同作用下,残次品口罩能准确落入收集箱25中。
45.由于口罩的种类繁多,不同类型的口罩的重量和形状不同,同时考虑到刷毛与传送带11之间的摩擦对传送带11和刷毛均有损坏,参照图3和图4,微型气缸的输出端上设置有用于对推板14进行升降的升降组件7,具体的,微型气缸的活塞杆上固定连接有过渡杆16,过渡杆16的长度方向沿活塞杆的长度方向设置。升降组件7包括固定连接在过渡杆16上的升降筒71、滑移设置在升降筒71内的升降杆72和用于将升降杆72锁止在升降筒71内的锁止结构73,升降筒71的长度方向垂直于过渡杆16的长度方向、且远离过渡杆16的一端朝向传送带11设置,升降杆72远离升降筒71的一端与推板14固定连接。
46.参照图4,在本技术实施例中,升降筒71和升降杆72均设置为圆柱状,升降杆72上设置有限转槽26,限转槽26的长度方向平行于升降杆72的长度方向设置,锁止结构73设置为螺纹穿设升降筒71与限转槽26的内底壁活动抵接的锁止螺栓。当需要将升降杆72固定在升降筒71内时,驱使锁止螺栓的螺柱端运动至限转槽26内,继续驱动锁止螺栓与限转槽26的内底壁抵紧,从而将升降杆72锁止在升降筒71上。
47.在其他实施例中,升降筒71和升降杆72均设置为方形,升降筒71上设置有锁止孔,锁止孔的长度方向与升降筒71的长度方向一致,锁止结构73设置为穿设锁止孔螺纹连接在升降杆72上的固定螺栓,固定螺栓的螺杆端滑移设置在锁止孔内,固定螺栓的螺头端与升降筒71的外侧壁活动抵接。当需要将升降杆72固定在升降筒71内时,驱使固定螺栓朝靠近升降的方向运动,直到固定螺栓的螺头端与升降筒71的外侧壁抵紧,从而将升降杆72锁止在升降筒71上。
48.本技术实施例一种自动口罩机送料装置的实施原理为:首先根据制作的口罩的类型,对刷毛和传送带11的抵紧程度进行调节,驱使升降杆72在升降筒71内滑动,当推板14和刷毛调节到合适的位置时,驱使锁止螺栓将升降杆72抵紧在升降筒71内,完成调节过程。
49.当口罩机运转时,驱使多层无纺布依次通过上料机构1、压印机构2、折叠机构3、压合机构4、裁切机构5、鼻梁条供应机构6得到口罩,然后将口罩输送到自动口罩机送料装置上,工作人员在口罩的送料过程中对残次品口罩进行剔除。
50.当工作人员观察到有残次品口罩即将到达推板14处时,按压控制按钮20,控制按钮20启动驱动件10,驱动件10带动推板14朝靠近收集箱25的方向运动,推板14上的刷毛推动传送带11上的残次品口罩运动到导向组件9处,残次品口罩在导向组件9的导向作用下掉落到收集箱25中。
51.当需要清空收集箱25时,将收集箱25通过安装块22从工作台8上抽出,并对收集箱25进行清理,然后将安装块22插入安装槽21中,完成收集箱25的安装过程。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。