1.本实用新型涉及装箱设备技术领域,尤其涉及一种罐装奶粉的装箱装置。
背景技术:
2.罐装奶粉生产完毕后需要进行装箱操作,以便于储藏和运输的操作。
3.现有技术中,奶粉罐装后,通常利用人工将罐装厚度额奶粉进行装箱及码放,但是,人工在对罐装奶粉进行装箱时,容易出现罐装奶粉掉落而导致奶粉罐形变的情况,奶粉罐发生形变无法进行销售,从而导致了生产成本的增加。
技术实现要素:
4.本实用新型的目的是提供一种罐装奶粉的装箱装置,以至少部分解决现有技术中,罐装奶粉装箱掉落导致奶粉罐发生形变的技术问题。该目的是通过以下技术方案实现的:
5.本实用新型提出了一种罐装奶粉的装箱装置,所述罐装奶粉的装箱装置包括:
6.移送机构,所述移送机构设于装箱工位;
7.取放机构,所述取放机构包括第一吸附件、第二吸附件以及具有收容槽的基板,所述基板安装在所述移送机构的移送端上,所述第一吸附件和所述第二吸附件分别安装在所述收容槽内,并且所述第二吸附件环设在所述第一吸附件的周向。
8.根据本实用新型的罐装奶粉的装箱装置,该装箱装置包括移送机构以及取放机构两个部分,并且取放机构通过移送机构固定在装箱工位上。当需要对罐装奶粉进行装箱操作时,移送机构驱动取放机构到达罐装奶粉的取放位置,利用第一吸附件和第二吸附件同时对奶粉罐进行吸附,使得奶粉罐的顶部吸附在收容槽内,再通过移送机构的运动,以将罐装奶粉移送至包装箱的位置且将罐装奶粉放置到包装箱内,再将第一吸附件和第二吸附件与奶粉罐分离即可。通过设置第一吸附件和第二吸附件,从而保证了罐装奶粉装箱过程中的保持力,进而防止罐装奶粉掉落导致奶粉罐发生形变的情况。
9.另外,根据本发明的水力平衡控制系统,还可具有如下附加的技术特征:
10.在本发明的一些实施例中,所述第一吸附件为真空吸盘。
11.在本发明的一些实施例中,所述第二吸附件为电磁铁。
12.在本发明的一些实施例中,所述第一吸附件的数量为多个,并且全部所述第一吸附件在所述收容槽内阵列设置。
13.在本发明的一些实施例中,所述第二吸附件的数量与所述第一吸附件的数量一致,并且每一个所述第一吸附件对应一个所述第二吸附件。
14.在本发明的一些实施例中,所述收容槽内设有多个隔板,所述多个隔板将所述收容槽分隔出多个槽部,每个槽部内对应设置一个所述第一吸附件以及一个所述第二吸附件。
15.在本发明的一些实施例中,所述移送机构包括:
16.底座,所述底座固定在所述装箱工位上;
17.第一电机,所述第一电机安装在所述底座上;
18.第一驱动臂,所述第一驱动臂的一端与所述第一电机传动连接,所述第一电机能够驱动所述第一驱动臂绕其自身的轴线转动;
19.第二电机,所述第二电机安装在所述第一驱动臂的另一端;
20.第二驱动臂,所述第二驱动臂的一端与所述第二电机传动连接,所述第二电机能够驱动所述第二驱动臂相对所述第一驱动臂摆动;
21.第三电机,所述第三电机安装在所述第二驱动臂的另一端;
22.第三驱动臂,所述第三驱动臂的一端与所述第三电机传动连接,所述取放机构安装在所述第三驱动臂的另一端,所述第三电机能够驱动所述第三驱动臂相对所述第二驱动臂摆动。
附图说明
23.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本实用新型的限制。而且在整个附图中,用相同的附图标记表示相同的部件。在附图中:
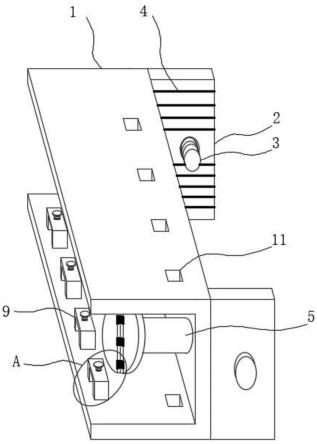
24.图1为本实用新型所提供的罐装奶粉的装箱装置的主视图;
25.图2为图1所示罐装奶粉的装箱装置的另一视角的结构示意图;
26.图3为图1所示罐装奶粉的装箱装置的局部结构示意图。
27.附图标记如下:
28.100-装箱装置
29.10为移送机构;
30.11为底座;
31.12为第一电机;
32.13为第一驱动臂;
33.14为第二电机;
34.15为第二驱动臂;
35.16为第三电机;
36.17为第三驱动臂;
37.20为取放机构;
38.21为基板;
39.211为收容槽;
40.22为第一吸附件;
41.23为第二吸附件。
具体实施方式
42.下面将参照附图更详细地描述本公开的示例性实施方式。虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公
开的范围完整的传达给本领域的技术人员。
43.应理解的是,文中使用的术语仅出于描述特定示例实施方式的目的,而无意于进行限制。除非上下文另外明确地指出,否则如文中使用的单数形式“一”、“一个”以及“所述”也可以表示包括复数形式。术语“包括”、“包含”、“含有”以及“具有”是包含性的,并且因此指明所陈述的特征、步骤、操作、元件和/或部件的存在,但并不排除存在或者添加一个或多个其它特征、步骤、操作、元件、部件、和 /或它们的组合。文中描述的方法步骤、过程、以及操作不解释为必须要求它们以所描述或说明的特定顺序执行,除非明确指出执行顺序。还应当理解,可以使用另外或者替代的步骤。
44.尽管可以在文中使用术语第一、第二、第三等来描述多个元件、部件、区域、层和/或部段,但是,这些元件、部件、区域、层和/ 或部段不应被这些术语所限制。这些术语可以仅用来将一个元件、部件、区域、层或部段与另一区域、层或部段区分开。除非上下文明确地指出,否则诸如“第一”、“第二”之类的术语以及其它数字术语在文中使用时并不暗示顺序或者次序。因此,以下讨论的第一元件、部件、区域、层或部段在不脱离示例实施方式的教导的情况下可以被称作第二元件、部件、区域、层或部段。
45.为了便于描述,可以在文中使用空间相对关系术语来描述如图中示出的一个元件或者特征相对于另一元件或者特征的关系,这些相对关系术语例如为“内部”、“外部”、“内侧”、“外侧”、“下面”、“下方”、“上面”、“上方”等。这种空间相对关系术语意于包括除图中描绘的方位之外的在使用或者操作中装置的不同方位。例如,如果在图中的装置翻转,那么描述为“在其它元件或者特征下面”或者“在其它元件或者特征下方”的元件将随后定向为“在其它元件或者特征上面”或者“在其它元件或者特征上方”。因此,示例术语“在
……
下方”可以包括在上和在下的方位。装置可以另外定向(旋转90度或者在其它方向)并且文中使用的空间相对关系描述符相应地进行解释。
46.如图1至图3所示,在一种具体实施方式中,本实用新型所提供的罐装奶粉的装箱装置100,罐装奶粉的装箱装置100包括移送机构 10和取放机构20,移送机构10设于装箱工位,取放机构20包括第一吸附件22、第二吸附件23以及具有收容槽211的基板21,基板21 安装在移送机构10的移送端上,第一吸附件22和第二吸附件23分别安装在收容槽211内,并且第二吸附件23环设在第一吸附件22的周向。
47.具体地,该装箱装置100包括移送机构10以及取放机构20两个部分,并且取放机构20通过移送机构10固定在装箱工位上。当需要对罐装奶粉进行装箱操作时,移送机构10驱动取放机构20到达罐装奶粉的取放位置,利用第一吸附件22和第二吸附件23同时对罐装奶粉的奶粉罐进行吸附,使得奶粉罐的顶部吸附在收容槽211内,再通过移送机构10的运动,以将罐装奶粉移送至包装箱的位置且将罐装奶粉放置到包装箱内,再将第一吸附件22和第二吸附件23与奶粉罐分离即可。通过设置第一吸附件22和第二吸附件23,从而保证了罐装奶粉装箱过程中的保持力,进而防止罐装奶粉掉落导致奶粉罐发生形变的情况。
48.需要理解的是,利用罐装奶粉的装箱装置100对罐装奶粉进行装箱的过程中,无需工人手工装箱操作,从而提高了装箱的效率,使得生产的效率得到了提高,进而降低了生产的成本。
49.另外,当对罐装奶粉的奶粉罐进行吸附时,第一吸附件22与奶粉罐的顶部进行吸附,并且第一吸附件22与奶粉罐同轴设置,通过将第二吸附件23环设在第一吸附件22的周
向,能够利用第二吸附件 23对奶粉罐进行辅助吸附,从而提高了对奶粉罐的吸附力以及吸附稳定性,进而提高了灌装奶粉装箱过程中的保持力,以避免出现罐装奶粉掉落的情况发生。
50.此外,当第一吸附件22和第二吸附件23对罐装奶粉的奶粉罐进行吸附时,奶粉罐的顶部结构进入到收容槽211内,利用收容槽211 能够对吸附位置形成防护,从而避免外部冲击导致罐装奶粉脱落的情况发生。
51.需要指出的是,该装箱装置100设置在生产线的末端,即奶粉灌装完毕后形成罐装奶粉且经输送机构(输送带等)输送至装箱工位,当罐装奶粉到达装箱工位时,装箱装置100启动且将装箱工位上的罐装奶粉装至包装箱内,以实现对罐装奶粉的打包操作。
52.进一步理解的是,第一吸附件22为真空吸盘。具体地,真空吸盘安装在收容槽211的底面上(收容槽211面向奶粉罐的侧面),并且真空吸盘通过管路连通真空泵,当对罐装奶粉进行装箱时,移送机构10的驱动下,真空吸盘抵靠在奶粉罐的顶部,真空泵进行吸真空操作,使得真空吸盘与奶粉罐之间形成负压,从而使得奶粉罐被吸附在真空吸盘上,当奶粉罐到达包装箱内后,真空泵停止运行,真空吸盘与奶粉罐之间负压消失(真空吸盘与奶粉罐之间的间隙进行泄压,也可以在管路上设置泄压阀等),从而解除第一吸附件22与奶粉罐之间的吸附。
53.需要指出的是,真空吸盘为柔性材质件,可以橡胶件或硅胶件等。
54.进一步地,第二吸附件23为电磁铁。具体地,电磁铁为圆环结构,圆环结构的电磁铁环绕为真空吸盘的第一吸附件22设置(如图3 所示),并且两者之间具有一定的间隔距离,当对奶粉罐进行吸附时,真空吸盘吸附奶粉罐的顶部的中部区域,而电磁铁则负责吸附中部区域之外的区域,当奶粉罐到达包装箱内部后,真空吸盘泄压,电磁铁断电,以实现以奶粉罐的分离操作。利用第一吸附件22和第二吸附件23同时对奶粉罐的吸附作用,从而提高了对灌装奶粉装箱过程中的吸附力,进而防止了灌装奶粉装箱过程中发生的掉落情况。
55.需要指出的是,灌装奶粉的奶粉罐为铁制件,能够被通电的电磁铁磁吸。
56.进一步地,如图3所示,第一吸附件22的数量为多个,并且全部第一吸附件22在收容槽211内阵列设置。通过设置多个第一吸附件 22,可以实现一次性对多个灌装奶粉进行装箱操作,进一步提高了生产的效率,使得生产的成本得到了进一步地降低。
57.需要理解的是,将多个第一吸附件22在收容槽211内阵列设置,以便于装箱操作(灌装奶粉在包装箱内也为阵列的方式进行放置),进一步提高了装箱的效率。
58.进一步地,如图3所示,第二吸附件23的数量与第一吸附件22 的数量一致,并且每一个第一吸附件22对应一个第二吸附件23。通过将第二吸附件23设置成与第一吸附件22的数量一致,并且将第二吸附件23与第一吸附件22一一对应设置,利用一个第一吸附件22 和一个第二吸附件23形成一个吸附单元,一个吸附单元对一个罐装奶粉进行吸附,以实现对多个罐装奶粉进行装箱时,每个罐装奶粉都能够具有足够的保持力,进一步避免了罐装奶粉掉落的情况。
59.进一步地,如图3所示,收容槽211内设有多个隔板,多个隔板将收容槽211分隔出多个槽部,每个槽部内对应设置一个第一吸附件 22以及一个第二吸附件23。具体地,利用多个隔板将收容槽211内分隔成相邻设置的多个槽部,每个槽部内设置一个第一吸附件22和一个第二吸附件23,当对罐装奶粉进行装箱时,每个槽部的第一眼吸附件和第二吸附件
23对一个罐装奶粉进行吸附,以便于对多个罐装奶粉进行同时装箱。通过设置隔板,以将多个罐装奶粉进行隔离开,防止装箱过程中彼此之间发生碰撞导致掉落的情况。
60.在本发明的一些实施例中,如图1和图2所示,移送机构10包括底座11、第一电机12、第一驱动臂13、第二电机14、第二驱动臂 15、第三电机16和第三驱动臂17,底座11固定在装箱工位上,第一电机12安装在底座11上,第一驱动臂13的一端与第一电机12传动连接,第一电机12能够驱动第一驱动臂13绕其自身的轴线转动,第二电机14安装在第一驱动臂13的另一端,第二驱动臂15的一端与第二电机14传动连接,第二电机14能够驱动第二驱动臂15相对第一驱动臂13摆动,第三电机16安装在第二驱动臂15的另一端,第三驱动臂17的一端与第三电机16传动连接,取放机构20安装在第三驱动臂17的另一端,第三电机16能够驱动第三驱动臂17相对第二驱动臂15摆动。
61.具体地,底座11固定在装箱工位上,第一电机12固定安装在底座11上,第一驱动臂13与第一电机12的转轴同轴连接,第二电机 14固定在第一驱动臂13的另一端,并且第二电机14的转轴与第一驱动臂13垂直设置,第二驱动臂15与第二电机14的转轴垂直连接,第二驱动臂15与第一驱动臂13平行设置,第三电机16安装在第二驱动臂15上,并且第三电机16的转轴与第二驱动臂15垂直,第三驱动臂17垂直连接在第三电机16的转轴上,并且第三驱动臂17与第二驱动臂15平行设置,取放机构20安装在第三驱动臂17的端部 (远离第三电机16的端部)。
62.第一驱动臂13在第一电机12的驱动下能够相对底座11转动,第二驱动臂15在第二电机14的驱动下能够相对第一驱动臂13摆动 (折叠或展开),第三驱动臂17在第三电机16的驱动下能够相对第二驱动臂15摆动(折叠或展开),利用各个驱动臂、以及各个电机的驱动,从而使得移送机构10具有了多个自由度,进而满足了取放机构20进行位置变换的需求,以满足对罐装奶粉的装箱操作。
63.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。