1.本实用新型涉及棒材轧制成型技术领域,尤其涉及一种连续式棒材轧制成型系统。
背景技术:
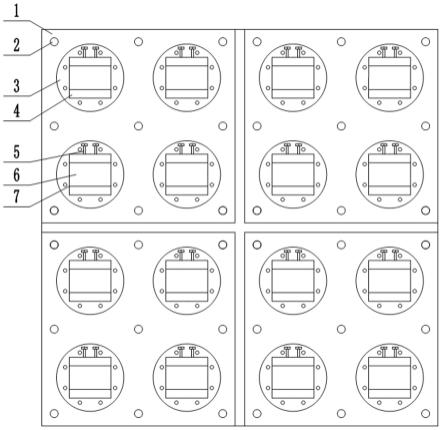
2.棒材轧制是通过轧制设备,对加热至高温状态的棒材进行外力挤压而成型直径较小且长度增加的细棒材产品。目前的轧制设备如说明书附图1-2所示,其具有依次连接的多个轧制辊,不同的轧制辊均具有大小不一的轧制槽,而在最左侧的轧制辊的外侧设置有驱动轴,而相接的轧制辊之间通过万向节连接传动,通过该驱动轴的驱动,使得同排的轧制辊同时被驱动旋转。而在轧制时,如说明书附图3所示,将棒材如箭头方向依次往复穿设,通过不同大小的轧制槽的轧制辊进行外力轧制后,最终形成直径较小的轧制成型棒材。
3.在目前上述轧制操作方式中,进行往复式的操作方式通常是在轧制辊的两侧站立多名操作人员,通过手持辅助工具,将从轧制槽中伸出的棒材进行悬空支撑,并通入下个轧制槽中实现的往复轧制,该操作方式的操作效率低下,高温棒材对操作人员较大的安全隐患,并且单侧的驱动轴能源消耗大、传动效率低,并且棒材在往复轧制的过程中以较长的时间外漏在外部环境中,造成较大的温度损失,最后续的连续轧制造成较大的成型影响。
技术实现要素:
4.针对上述存在的问题,本实用新型旨在提供一种连续式棒材轧制成型系统,解决了目前需要往复式的操作方式而存在操作效率低下,能源消耗大、传动效率低,以及存在较大的安全隐患的问题。同时在操作过程中对棒材进行有效的保温作用,避免棒材自身的温度损失,进而可以提高棒材最终的轧制成型质量。
5.为了实现上述目的,本实用新型所采用的技术方案如下:一种连续式棒材轧制成型系统,其特征在于:所述轧制系统包括依次相接的多个单轧制装置,且相邻所述单轧制装置轧制成型的棒材外径逐次减小,在相邻所述单轧制装置之间还设置有保温输送装置。
6.优选的,每个所述单轧制装置均包括上下对称设置的轧制辊,每个所述轧制辊上均开设有轧制槽,并且上下所述轧制辊的轧制槽对应并构成轧制腔,在所述轧制辊一侧设置有驱动轴,相邻所述单轧制装置的轧制辊的所述轧制槽内径逐级减小。
7.优选的,所述保温输送装置包括在相邻所述单轧制装置之间均设置的输送支架,所述输送支架上设置有保温输送筒,并在所述保温输送筒底部间距设置有伸入其内部的输送辊。
8.优选的,在每个所述保温输送筒靠近下级所述单轧制装置的端口处设置有伸出其端口外的检测探头,所述轧制成型系统还包括有控制器。
9.本实用新型的有益效果是:该轧制成型系统通过设置多个首尾相接的单轧制装置,将待轧制的棒材从首位的单轧制装置中穿入后,连续的通过多个单轧制装置而穿出,该操作方式使得粗棒材可连续的进行轧制减径操作,并能一次轧制加工成型,解决了目前需
要往复式的操作方式而存在操作效率低下,能源消耗大、传动效率低,以及存在较大的安全隐患的问题。
10.在相接的单轧制装置之间设置保温输送装置,对行进至相接的单轧制装置间隙中的棒材进行持续的保温处理,避免棒材在多个间隙中温度损失过快而影响后期的轧制成型操作,因而可以提高棒材最终的轧制成型质量。
附图说明
11.图1为本实用新型目前采用的轧制设备整体结构图。
12.图2为本实用新型图1俯视图。
13.图3为本实用新型图2往复式轧制过程示意图。
14.图4为本实用新型轧制成型系统轧制过程图。
15.图5为本实用新型单轧制装置侧视结构图。
16.图6为本实用新型保温输送装置设置位置示意图。
17.图7为本实用新型保温输送装置侧视结构图。
具体实施方式
18.为了使本领域的普通技术人员能更好的理解本实用新型的技术方案,下面结合附图和实施例对本实用新型的技术方案做进一步的描述。
19.参照附图1~7所示的一种连续式棒材轧制成型系统,所述轧制系统包括依次相接的多个单轧制装置1,且相邻所述单轧制装置1轧制成型的棒材外径逐次减小。在对加热至高温状态的粗棒材进行轧制的过程中,将粗棒材(图中100所示)从首位的单轧制装置1的一端插入,在其驱动轧制作用下,粗棒材从该单轧制装置1的另一端伸出,并实现其外径减小的轧制过程,伸出后的棒材从相接的单轧制装置1的一端插入,并从另一端伸出,再次实现减径操作,如此循环,使得棒材在通过多个单轧制装置1后成型直径较小且伸长的轧制成型棒材。该操作方式使得粗棒材可连续的进行轧制减径操作,并能一次轧制加工成型,解决了目前需要往复式的操作方式而存在操作效率低下,能源消耗大、传动效率低,以及存在较大的安全隐患的问题。
20.由于每个单轧制装置1对当前的棒材轧制后,棒材在外径减小的状态下其长度具有不同的伸长尺寸,连续进入相接的单轧制装置1中会造成轧制速度不同而存在对棒材的拉长或挤压问题,因此棒材在通过单轧制装置1轧制完成后,待棒材尾端全部脱离后,再次进入到下个单轧制装置1中进行轧制,而为了减少在棒材在相邻的单轧制装置1中间的间隙中存在的温度损失,如图6所示,在相邻所述单轧制装置1之间还设置有保温输送装置2。通过该保温输送装置2将从上游的单轧制装置1中轧制的棒材进行包裹输送,对行进至间隙中的棒材进行持续的保温处理,避免棒材在多个间隙中温度损失过快而影响后期的轧制成型操作,因而可以提高棒材最终的轧制成型质量。
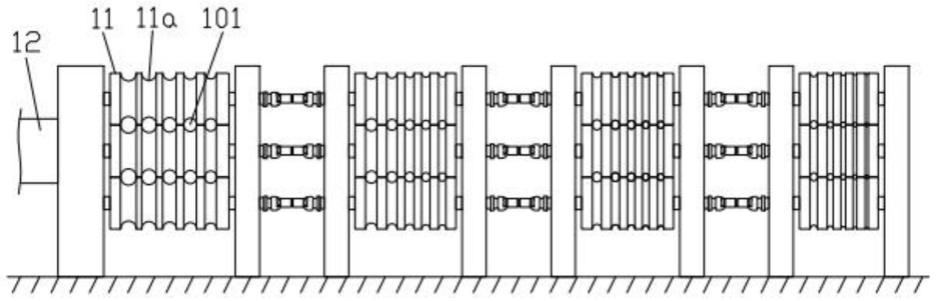
21.具体的,如图5所示,每个所述单轧制装置1均包括上下对称设置的轧制辊11,每个所述轧制辊11上均开设有轧制槽11a,并且上下所述轧制辊11的轧制槽11a对应并构成轧制腔101,在所述轧制辊11一侧设置有驱动轴12。操作时,通过驱动所述驱动轴12旋转,进而带动上下对应的轧制辊11同步旋转,将棒材的端部从轧制腔101的一端伸入,轧制辊11的旋转
驱动棒材行进,并在轧制腔101的外力挤压下实现单级减径轧制。
22.而相邻所述单轧制装置1的轧制辊11的所述轧制槽11a内径逐级减小,使得棒材在逐次通过多个单轧制装置1的轧制腔101后,其外径逐级减小到所需外径。
23.具体的,如图7所示,所述保温输送装置2包括在相邻所述单轧制装置1之间均设置的输送支架21,所述输送支架21上设置有保温输送筒22(优选的其内壁可设置保温材料),并在所述保温输送筒22底部间距设置有伸入其内部的输送辊23。棒材从相应的轧制腔101输出后,其端部进入到保温输送筒22中并通过输送辊23支撑,在轧制辊11的驱动及棒材的惯性作用下,棒材在输送辊23上移动,并进入到下个单轧制装置1的轧制腔101中实现连续轧制操作。
24.为了减少整个轧制过程中的能源损耗,在每个所述保温输送筒22靠近下级所述单轧制装置1的端口处设置有伸出其端口外的检测探头2a,所述轧制成型系统还包括有控制器(图中未示出)。当棒材从上游的轧制腔101伸出后,端部从保温输送筒22的一端穿入,而当棒材从另一端穿出后,检测探头2a检测到棒材的伸出,并反馈至控制器,而控制器则停止上侧的单轧制装置1的驱动轴12停止驱动,同时启动下侧的单轧制装置1的驱动轴12开始驱动,进而根据棒材的行进位置准确的开启相应的驱动轴12的驱动作用,相较于目前采用单组驱动机构而极大的节约了工作能耗,并具有较高的传动效率,同时还能有效降低设备运转噪音。
25.本实用新型的原理是:将加热至轧制温度的粗棒材从首位的单轧制装置1的轧制腔101一端插入,通过驱动所述驱动轴12旋转,进而带动上下对应的轧制辊11同步旋转,在轧制腔101的外力挤压下,棒材从另一侧伸出,其端部进入到保温输送筒22中并通过输送辊23支撑,在轧制辊11的驱动及棒材的惯性作用下,棒材在输送辊23上移动,而当棒材从另一端穿出后,检测探头2a检测到棒材的伸出,并反馈至控制器,而控制器则停止上侧的单轧制装置1的驱动轴12停止驱动,同时启动下侧的单轧制装置1的驱动轴12开始驱动,进而根据棒材的行进位置准确的开启相应的驱动轴12的驱动作用,相较于目前采用单组驱动机构而极大的节约了工作能耗。
26.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。