一种快拆式自定位3d打印成型平台
技术领域
1.本发明涉及3d打印技术领域,尤其涉及一种快拆式自定位3d打印成型平台。
背景技术:
2.光固化3d打印技术是将经过调制的光投射到材料表面,逐层对液态光聚合物进行固化,即通过xy方向固化成面后,通过升降台在z轴方向移动,层层叠加完成三维零件加工的技术。
3.目前光固化3d打印材料主要有光敏树脂和陶瓷料浆等光聚合物材料,成型平台也多采用铝合金实体平面。但是受设备性能影响,如成型平台存在较大安装误差,固化后的工件难以牢固的粘连在成型平台上,若工件首层模型与成型平台粘连不牢固出现分离,则最终会导致打印失败。
4.现有技术中成型平台与料池通常通过螺栓或螺丝固定,不便拆卸,每次拆卸都需要消耗大量时间,导致打印效率低下。而且频繁拆卸会导致成型平台的精度很难保持,很容易出现错位、松动、不牢靠等问题,进而影响打印精度。虽然本领域技术人员提出一些利用弹簧等自动调平方式的3d打印成型平台,但这种3d打印成型平台成本高,可拆卸性差,不易于使用。
技术实现要素:
5.为解决上述技术问题,本发明提供一种快拆式自定位3d打印成型平台。为了对披露的实施例的一些方面有一个基本的理解,下面给出了简单的概括。该概括部分不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围。其唯一目的是用简单的形式呈现一些概念,以此作为后面的详细说明的序言。
6.本发明采用如下技术方案:
7.本发明提供一种快拆式自定位3d打印成型平台,包括:平板、料池、打印平台、升降架、第一快拆组件以及第二快拆组件;
8.所述料池包括:料池主体以及设置在所述料池主体顶部的料池法兰;
9.所述料池法兰通过所述第一快拆组件安装于所述平板上,所述料池主体上开设贯穿通道,所述升降架伸入所述贯穿通道内并与位于所述贯穿通道内的所述打印平台通过所述第二快拆组件连接。
10.进一步的,所述的一种快拆式自定位3d打印成型平台,还包括:过渡件,所述过渡件设置在所述升降架的顶部;所述过渡件通过所述第二快拆组件与所述打印平台连接。
11.进一步的,所述第一快拆组件包括:第一定位销钉、第一电磁铁以及第一导磁片;所述第一定位销钉设置在所述平板的上表面,所述料池法兰在对应所述第一定位销钉的位置处开设第一定位孔;所述第一电磁铁设置在所述平板的上表面,所述第一导磁片设置在所述料池法兰的下表面。
12.进一步的,所述第二快拆组件包括:第二定位销钉、第二电磁铁以及第二导磁片;
所述第二定位销钉设置在所述过渡件的上表面,所述打印平台在对应所述第二定位销钉的位置处开设第二定位孔;所述第二电磁铁设置在所述过渡件的上表面,所述第二导磁片设置在所述打印平台的下表面。
13.进一步的,所述过渡件的上表面开设下沉台面且在所述下沉台面两侧形成定位台面,所述第二定位销钉设置在所述定位台面上,所述第二电磁铁设置在所述下沉台面上。
14.进一步的,所述下沉台面上开设沉孔,所述过渡件通过紧固螺栓与所述升降架连接。
15.进一步的,所述的一种快拆式自定位3d打印成型平台,还包括:升降装置;所述升降装置包括:动力机构、支撑台以及所述升降架;所述升降架设置在所述支撑台上,所述支撑台与所述动力机构连接。
16.进一步的,所述料池法兰上开设与所述贯穿通道连通的镂空槽。
17.进一步的,所述料池还包括:设置在所述料池主体侧壁上的把手。
18.进一步的,所述打印平台的侧壁与所述料池上开设的所述贯穿通道的内壁之间的间隙为0.2mm。
19.本发明所带来的有益效果:
20.1.本发明相互独立的结构布置使得当工件打印完成后可快速拆下料池和打印平台,换上另外一组料池与打印平台继续打印即可,更换方便,减少设备空置时间,且工件打印完成后可移动至其他空旷位置进行清理,便于清理的同时也可节约清理时间,提升打印效率;
21.2.整体结构设计结合快拆组件配合使用,以电力控制各结构之间的连接与固定,不仅可实现同步解锁/锁定,且解锁/锁定方式快速,具有拆装方便的优势,连续打印时可以缩短拆装打印台面的时间,从而提升打印效率;
22.3.保证结构可靠性的同时还可保证重复定位精准度,因此可保证打印精度且稳定准确,成本较低。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
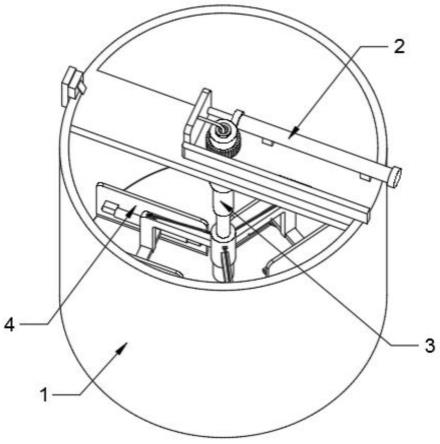
24.图1是本发明一种快拆式自定位3d打印成型平台的结构示意图;
25.图2是本发明平板与料池的配合安装示意图;
26.图3是本发明料池底部示意图;
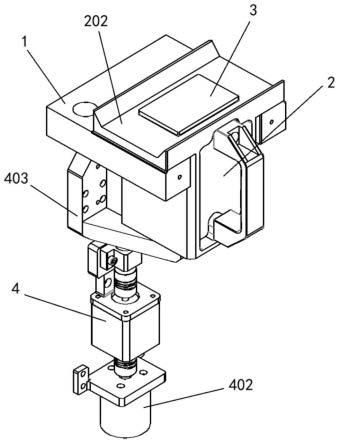
27.图4是本发明打印平台与升降装置的连接示意图;
28.图5是本发明打印平台的底部示意图。
具体实施方式
29.下面结合附图对本发明实施例进行详细描述。应当明确,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员
在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
30.如图1-5所示,本发明提供一种快拆式自定位3d打印成型平台,包括:平板1、料池2、打印平台3、升降装置4、过渡件5、第一快拆组件以及第二快拆组件。
31.其中,料池2与打印平台3的材料选用304不锈钢,硬度大且不易被腐蚀。
32.升降装置4包括:升降架401、动力机构402、支撑台403。升降架401设置在支撑台403上,支撑台403与动力机构402连接,具体是与动力机构402的动力输出端连接。其中,动力机构402用于驱动支撑台403进行上下移动,可选用现有任意可实现升降的升降机,例如伸缩油缸、伸缩气缸、由电机驱动的滚珠丝杆传动机构等。支撑台403上下移动时即可带动升降架401进行升降,进而带动打印平台3的升降。
33.料池2包括:料池主体201、料池法兰202、把手203。
34.把手203设置在料池主体201的侧壁上,便于将料池2放入平板或者自平板上取下。
35.平板1作为安装料池2时的基准平面,料池法兰202设置在料池主体201的顶部,料池法兰202通过第一快拆组件安装于平板1上。料池主体201上开设贯穿通道204,料池法兰202上开设与贯穿通道204连通的镂空槽205,打印时打印平台3位于贯穿通道204内,且打印初始时打印平台3位于镂空槽205内,随着打印的进行,打印平台3在贯穿通道204内逐渐下降。
36.升降架401伸入贯穿通道204内并通过过渡件5与打印平台3连接,过渡件5设置在升降架401的顶部,且打印平台3通过第二快拆组件安装在过渡件5的上表面。过渡件5的设计使得可在打印之前通过调整过渡件5进行位置校准,当过渡件5校准准确后,打印平台3通过第二快拆组件直接安装于过渡件5上即可投入使用,且更换打印平台3后无需再次校准。因此,本发明通过过渡件5实现的预先调整方式可节约打印过程中对打印平台3的调整时间,进而提升打印效率,减少设备空置时间。
37.第一快拆组件用于实现平板1与料池2之间的定位安装以及锁定/解锁,具体包括:第一定位销钉601、第一电磁铁602以及第一导磁片603。
38.平板1上表面开设有两个销钉孔用于安装第一定位销钉601,料池法兰202在对应第一定位销钉601的位置处开设两个第一定位孔,用于与第一定位销钉601配合使用。安装时,两个第一定位销钉601分别伸入两个第一定位孔内。由于实际加工中,孔会有一定的误差,如果开设完全相同的第一定位孔容易出现安装时打不进去的情况,因此本发明将两个第一定位孔中的其中一个作为料池销钉孔604实现定位,另外一个作为料池长圆孔605实现限位,保证定位精度的同时还具有安装方便的优点。
39.平板1的上表面开设有四个圆孔用于安装第一电磁铁602,在料池法兰202的下表面镶嵌材料为2cr13的第一导磁片603,与平板1上的第一电磁铁602进行吸附锁紧。料池法兰202下表面与平板1上表面紧密贴合,实现一面两孔定位并通过第一电磁铁602与第一导磁片603实现锁定/解锁。
40.第二快拆组件用于实现打印平台3与过渡件5之间的定位安装以及锁定/解锁,具体包括:第二定位销钉701、第二电磁铁702以及第二导磁片703。
41.过渡件5的上表面开设下沉台面501且在下沉台面501两侧形成定位台面502,定位台面502上表面开设有两个销钉孔用于安装第二定位销钉701,打印平台3在对应第二定位销钉701的位置处开设两个第二定位孔,用于与第二定位销钉701配合使用。安装时,两个第
二定位销钉701分别伸入两个第二定位孔内。由于实际加工中,孔会有一定的误差,如果开设完全相同的第二定位孔容易出现安装时打不进去的情况,因此本发明将两个第二定位孔中的其中一个作为打印平台销钉孔704实现定位,另外一个作为打印平台长圆孔705实现限位,保证定位精度的同时还具有安装方便的优点。
42.下沉台面501的上表面开有一个圆孔用于安装第二电磁铁702,在打印平台3的下表面镶嵌材料为2cr13的第二导磁片703,与下沉台面501上的第二电磁铁702进行吸附锁紧。料池法兰202下表面与平板1上表面紧密贴合,实现一面两孔定位并通过第二电磁铁702与第二导磁片703实现锁定/解锁。
43.借此,实现了料池2与打印平台3各自定位,各自锁定的功能。因为磁力吸附的是料池2与打印平台3上镶嵌的导磁片,重复拆装不会对料池2与打印平台3造成细微变形,因此可保证打印精度且稳定准确,成本较低。
44.本实例的料池2与打印平台3进行固定所使用的电磁铁为通电失磁型电磁铁,所有的电磁铁进行并联统一控制,可以实现电磁式同步解锁/锁定,结合本发明的结构设计实现同步快速拆卸和安装;同时料池2与打印平台3全部采用销钉进行定位,定位精准。综上,本发明通过电磁的作用,解决了固定牢靠问题,通过销定位,解决了安装时快速定位问题。
45.下沉台面501上开设沉孔503,安装时紧固螺栓落入沉孔503内,过渡件5通过紧固螺栓与升降架401连接。
46.本发明实施时可在过渡件5与升降架401之间垫铜片,对整个打印平台系统做装配闭环,保证打印平台3的平行度,进一步可保证打印精度。
47.打印平台3的侧壁与料池上开设的贯穿通道204的内壁之间的间隙为0.2mm,间隙为0.2mm时可实现漏料最小,同时还不影响打印平台3的上下移动。
48.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。