1.本技术涉及水过滤技术领域,特别涉及一种反渗透膜元件的白胶带段缠装置。
背景技术:
2.随着人们对于饮用水水质要求的提高,纯水系统正逐渐进入家家户户的饮水体系中。目前市场上的净水机一般都会采用反渗透膜元件,反渗透膜元件可以对原水中的有机物、胶体、细菌、病毒等杂质进行过滤,尤其对无机盐、重金属离子等杂质有着极高的过滤效率。
3.反渗透膜元件由反渗透膜、纯水导流网、原水导流网绕集水管卷制而成,外围缠防水胶带固定,形成一个圆柱状的膜元件,集水管上面设置小孔收集纯水后从出水口排出,其中,反渗透膜元件进水口端套设皮碗,皮碗通过缠绕白胶带固定在膜元件外围的防水胶带上,以进行密封、固定,使得原水只能从膜元件进水端的滤网膜夹层进入,经滤网膜过滤后,通过集水管收集纯水,并从集水管的出水口流出纯水,阻止原水从出水口处的滤网膜夹层进入形成逆流,现有的白胶带缠绕方式大多数为手工缠绕,即人们拿着组装好皮碗的膜元件进行手工缠绕白胶带,待白胶带缠绕指定的圈数后,再经人工裁断白胶带。
4.这样做,人工操作效率低下,且人力和工时需求较大,导致制造成本较高,提高了加工成本,此外,由于皮碗套设在膜元件外围,使得皮碗与膜元件接口处高低不平,在进行缠绕白胶带时,需要人为拉扯白胶带,使得白胶带更贴合地缠绕在两者接口处,受人工长期作业的疲劳因素影响,胶带缠绕的密封性、牢固性也易受影响,很难保障加工质量。
技术实现要素:
5.本技术的目的在于提供一种反渗透膜元件的白胶带段缠装置,以弥补上述现有技术的缺陷,实现无需人工操作、自动化直接完成白胶带段缠动作。
6.本技术的实施例可以通过以下技术方案实现:
7.一种反渗透膜元件的白胶带段缠装置,包括固定座及安装于所述固定座一侧的段缠组件、夹持组件,所述段缠组件包括供料部、送料台、输料机构、裁切支撑部,所述送料台沿z向滑动连接于所述固定座的一侧,所述供料部固定连接于所述送料台的起始端,所述输料机构沿y向滑动连接于所述送料台的顶部,所述裁切支撑部沿z向滑动连接于所述送料台的裁切端,所述输料机构沿y向从所述送料台的起始端位移至裁切端,所述输料机构与所述裁切支撑部相配合位移以完成白胶带的裁切;
8.所述夹持组件设置于所述段缠组件的裁切端。
9.进一步地,所述供料部包括自锁式供料盘,所述自锁式供料盘包括供料盘体、滑块、定位销、压盘及定位推台,所述滑块通过所述定位销滑动连接于所述供料盘体的外围槽内,所述压盘通过所述定位推台沿轴向连接于所述供料盘体的外侧;
10.在所述定位推台的作用下,所述压盘沿所述供料盘体的轴向平移运动,所述压盘通过平移运动带动所述滑块在所述供料盘体的外围槽内斜向滑动位移。
11.进一步地,所述供料盘体包括若干个滑块容置槽、避空槽、隔挡块及定位销安装孔,所述滑块容置槽为位于所述供料盘体圆周处的外围槽,若干个所述滑块容置槽、若干个所述避空槽沿所述供料盘体的圆周间隔排列设置,使得所述滑块容置槽与所述避空槽之间形成隔挡块,所述定位销安装孔位于所述隔挡块,且沿所述供料盘体径向贯穿于所述滑块容置槽,所述定位销连接于所述滑块容置槽两侧的定位销安装孔,并将所述滑块滑动连接在所述滑块容置槽内;
12.所述压盘的直径为r1,所述供料盘体的轴心至所述滑块容置槽底部的垂直距离为r2,r1>r2。
13.进一步地,所述滑块容置槽为具有三个槽壁的开口槽,所述滑块容置槽外侧、顶部为开口状,沿所述供料盘体的轴向,所述滑块容置槽的长度为a1,所述滑块的长度为a2,a1>a2;
14.所述滑块包括第一槽孔,所述第一槽孔为斜向设置于所述滑块侧壁的槽孔,沿所述自锁式供料盘的锁定方向,所述第一槽孔沿所述滑块的内顶面斜向外底面的对角线方向呈斜向设置。
15.进一步地,所述输料机构包括安装架和连接于所述安装架的走料组件、压料部和切刀部,所述安装架沿y向滑动连接于所述送料台的顶部,所述走料组件设置于所述安装架外侧的下部,所述压料部配合所述走料组件以定位,所述切刀部通过所述走料组件配合所述裁切支撑部以裁切。
16.进一步地,所述走料组件包括沿y向依次排列的走料辊、压料台、造型辊、裁切台,所述压料台位于所述压料部下方,所述压料部沿z向位移至配合所述压料台以压紧胶带,所述裁切台位于所述切刀部与所述裁切支撑部之间,所述切刀部、所述裁切支撑部位移至配合所述裁切台以裁切胶带,所述造型辊为阶梯形圆台。
17.进一步地,所述压料台包括走料槽,所述走料槽沿y向设置,所述走料槽内设置有压料槽,所述压料槽沿x向设置,所述压料槽与所述压料部的刀头形状相匹配。
18.进一步地,所述压料部通过第一气缸连接于所述安装架,所述压料部沿所述安装架的z向位移,以配合所述压料台;
19.所述切刀部通过第二气缸连接于第三气缸,所述第三气缸连接于所述安装架,在所述第二气缸、所述第三气缸的驱动作用下,所述切刀部沿所述安装架的z向、y向位移,以配合所述裁切台。
20.进一步地,所述夹持组件包括驱动轴、侧位板及连接于所述侧位板的顶尖部,所述驱动轴转动连接于所述固定座,所述顶尖部沿x向滑动连接于所述侧位板,并通过所述侧位板连接于所述固定座,使得所述顶尖部与所述驱动轴呈对向设置,所述驱动轴与所述顶尖部之间形成位移夹持中心。
21.进一步地,所述夹持组件还包括定位支撑部,所述定位支撑部设置于所述位移夹持中心下方,并通过所述第三安装板连接于所述侧位板。
22.本技术的实施例提供的一种反渗透膜元件的白胶带段缠装置至少具有以下有益效果:
23.本技术无需人工操作,可自动化直接完成白胶带缠绕工序,且可以在走料过程中对白胶带进行造型,将白胶带更贴合地缠绕在皮碗与膜元件接口处,避免了人工操作过程
中因为人工疲劳作业造成的失误,降低人工成本,提高了工作效率,具有工业集成度高,加工效率高和质量优等优势。
附图说明
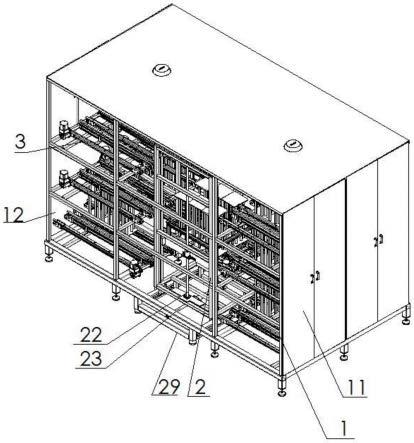
24.图1为本技术一种反渗透膜元件的白胶带段缠装置整体结构示意图;
25.图2为本技术一种反渗透膜元件的白胶带段缠装置无外框架的结构示意图;
26.图3为本技术中供料部的爆炸状态示意图;
27.图4为本技术中供料盘体的放大状态示意图;
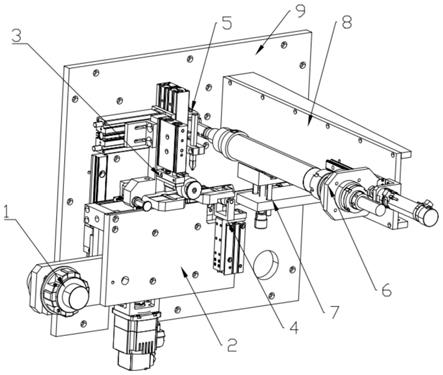
28.图5为本技术中输料机构的结构示意图;
29.图6为本技术中夹持组件的结构示意图。
30.图中标号
31.1-供料部;10-第一安装板;11-供料盘体;111-滑块容置槽;112-避空槽;113-隔挡块;114-定位销安装孔;115-推台连接槽;12-滑块;121-第一槽孔;13-定位销;14-压盘;15-定位推台;151-第一连接部;152-第一定位部;
32.2-送料台;
33.3-输料机构;30-安装架;31-走料辊;32-压料台;321-走料槽;322-压料槽;33-造型辊;34-裁切台;341-裁切口;342-导流孔;35-压料部;36-切刀部;37-第一气缸;38-第二气缸;39-第三气缸;
34.4-裁切支撑部;
35.5-驱动轴;
36.6-顶尖部;60-第二安装板;61-顶尖轴;62-顶尖气缸;63-位移驱动气缸;
37.7-定位支撑部;70-第三安装板;71-支撑块;72-调位杆;
38.8-侧位板;
39.9-固定座;
40.s-外框架。
具体实施方式
41.以下,基于优选的实施方式并参照附图对本技术进行进一步说明。
42.此外,为了方便理解,放大(厚)或者缩小(薄)了图纸上的各种构件,但这种做法不是为了限制本技术的保护范围。
43.单数形式的词汇也包括复数含义,反之亦然。
44.在本技术实施例中的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是本技术实施例的产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,本技术的描述中,为了区分不同的单元,本说明书上用了第一、第二等词汇,但这些不会受到制造的顺序限制,也不能理解为指示或暗示相对重要性,其在本技术的详细说明与权利要求书上,其名称可能会不同。
45.本说明书中词汇是为了说明本技术的实施例而使用的,但不是试图要限制本申
请。还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的技术人员而言,可以具体理解上述术语在本技术中的具体含义。
46.本技术中所述的上下左右之方向,均以对应附图中所示的角度为准,为便于描述,将本技术的一种反渗透膜元件的白胶带段缠装置的空间位置方向设为x、y、z三个方向进行描述,请参考图1。
47.图1为一种反渗透膜元件的白胶带段缠装置整体结构示意图,如图1所示,本技术的一种反渗透膜元件的白胶带段缠装置,外部设置有用于固定其各部分结构的外框架s。
48.图2为申请一种反渗透膜元件的白胶带段缠装置无外框架s的结构示意图,如图2所示,一种反渗透膜元件的白胶带段缠装置,包括固定座9及安装于所述固定座9一侧的段缠组件、夹持组件,所述夹持组件设置于所述段缠组件的裁切端。
49.所述段缠组件包括供料部1、送料台2、输料机构3、裁切支撑部4,所述送料台2沿z向滑动连接于所述固定座9的一侧,所述供料部1固定连接于所述送料台2的起始端,用于夹持并固定白胶带,所述输料机构3沿y向滑动连接于所述送料台2的顶部,所述裁切支撑部4沿z向滑动连接于所述送料台2的裁切端,所述输料机构3沿y向从所述送料台2的起始端位移至裁切端,所述输料机构3与所述裁切支撑部4相配合位移以完成白胶带的裁切。
50.在一些优选的实施例中,所述送料台2与所述固定座9通过互相配合的丝杠与轴承螺纹连接,所述丝杠与电机连接,在电机的驱动作用,所述送料台2沿所述固定座9的z向滑动位移,进而带动所述段缠组件沿所述固定座9的z向滑动位移。
51.所述夹持组件包括驱动轴5、侧位板8及连接于所述侧位板8的顶尖部6、定位支撑部7,所述驱动轴5转动连接于所述固定座9,所述顶尖部6沿x向滑动连接于所述侧位板8,并通过所述侧位板8连接于所述固定座9,使得所述顶尖部6与所述驱动轴5呈对向设置,所述驱动轴5与所述顶尖部6之间形成位移夹持中心,用于夹持反渗透膜元件,所述定位支撑部7设置于所述位移夹持中心下方,用于支撑反渗透膜元件。
52.具体的,图3为本技术中供料部1的爆炸状态示意图,如图3所示,所述供料部1包括第一安装板10和自锁式供料盘,所述自锁式供料盘与张紧器连接,所述自锁式供料盘通过所述第一安装板10固定在所述送料台2的起始端。
53.本实施例中,安装白胶带时,白胶带自外向内(即图3所示方向的自右向左)安装于所述供料盘体11上,为便于描述,设定所述自锁式供料盘的锁定方向与所述白胶带的安装方向为同向设置,所述自锁式供料盘的调动方向与所述白胶带的安装方向为反向设置。
54.所述自锁式供料盘包括供料盘体11、滑块12、定位销13、压盘14及定位推台15,所述滑块12通过所述定位销13滑动连接于所述供料盘体11的外围槽内,所述压盘14通过所述定位推台15沿轴向连接于所述供料盘体11的外侧,在所述定位推台15的作用下,所述压盘14沿所述供料盘体11的轴向平移运动,所述压盘14通过平移运动带动所述滑块12在所述供料盘体11的外围槽内斜向滑动位移,以适应放置不同内径尺寸的卷制白胶带,并实现自锁式固定白胶带作用。
55.具体的,图4为本技术中供料盘体11的放大状态示意图,如图4所示,所述供料盘体11包括若干个滑块容置槽111、避空槽112、隔挡块113及定位销安装孔114,所述滑块容置槽
111为位于所述供料盘体11圆周处的外围槽,用于容置所述滑块12,所述避空槽112为位于所述供料盘体11圆周处的避让结构,若干个所述滑块容置槽111、若干个所述避空槽112沿所述供料盘体11圆周间隔排列设置,使得所述滑块容置槽111与所述避空槽112之间形成隔挡块113,所述隔挡块113设置有沿所述滑块容置槽111径向贯穿的定位销安装孔114,每一个所述滑块容置槽111两侧的定位销安装孔114相配合,用于安装所述定位销13,使得所述定位销13贯穿连接于所述滑块容置槽111两侧的定位销安装孔114,并将所述滑块12滑动连接在所述滑块容置槽111内。
56.进一步地,所述滑块容置槽111为具有三个槽壁的开口槽,所述滑块容置槽111外侧、顶部为开口状,沿所述供料盘体11的轴向,所述滑块容置槽111的长度为a1,所述滑块12为容置于所述滑块容置槽111内的滑块,所述滑块12的长度为a2,a1>a2,用于实现所述滑块12沿所述滑块容置槽111位移的距离;
57.所述滑块12包括第一槽孔121,所述第一槽孔121为斜向设置于所述滑块12侧壁的槽孔,所述第一槽孔121与所述定位销13相配合,将所述滑块12滑动连接于所述滑块容置槽111内,使得沿所述供料盘体11的轴向推动所述滑块12位移时,所述定位销13在所述第一槽孔121内斜向位移,进而实现所述滑块12沿所述滑块容置槽111斜向滑动位移。
58.具体的,沿所述自锁式供料盘的锁定方向,所述第一槽孔121位于所述滑块12侧壁,并沿所述滑块12的内顶面斜向外底面的对角线方向呈斜向设置,使得所述自锁式供料盘在锁定过程中,所述滑块12沿所述供料盘体11的轴向在所述滑块容置槽111内向内位移的同时,所述滑块12沿所述供料盘体11的径向朝向其顶面滑动位移,直到所述滑块12的顶面高于所述滑块容置槽111圆周处的顶面,并将白胶带固定。
59.需要注意的是,所述滑块12的内顶面指两个面,分别为所述滑块12背向所述压盘14的内端面、所述滑块12背向滑块容置槽111槽底的顶面;相应地,所述滑块12的外底面指两个面,分别为所述滑块12背向所述第一安装板10的外端面、所述12朝向所述滑块容置槽111槽底的底面。
60.所述供料盘体11还包括推台连接槽115,所述定位推台15包括第一连接部151和第一定位部152,所述第一连接部151穿过所述压盘14的中心孔连接于所述推台连接槽115,所述推台连接槽115与所述第一连接部151螺纹连接,所述第一定位部152位于所述压盘14外侧进行限位。
61.所述压盘14的直径为r1,所述供料盘体11的轴心到所述滑块容置槽111底部的垂直距离为r2,r1>r2,使得所述定位推台15推动所述压盘14位移时,所述压盘14能够带动所述滑块12在所述滑块容置槽111内位移,并进行定位。
62.所述输料机构3包括安装架30和连接于所述安装架30的走料组件、压料部35和切刀部36,所述安装架30沿y向滑动连接于所述送料台2的顶部,所述走料组件设置于所述安装架30外侧的下部,所述压料部35配合所述走料组件以定位,所述切刀部36通过所述走料组件配合所述裁切支撑部4以裁切,用于实现压紧白胶带,并裁断白胶带。
63.在一些优选的实施例中,所述安装架30通过圆筒气缸连接于所述送料台2的顶部,所述圆筒气缸安装于所述送料台2内部的中空结构,在所述圆筒气缸的驱动作用下,所述安装架30沿所述送料台2的y向滑动位移。
64.图5为本技术中输料机构的结构示意图,如图5所示,所述走料组件包括沿y向依次
排列的走料辊31、压料台32、造型辊33、裁切台34,所述压料台32位于所述压料部35下方,所述压料部35沿z向位移至配合所述压料台32以压紧胶带,所述裁切台34位于所述切刀部36与所述裁切支撑部4之间,所述切刀部36、所述裁切支撑部4位移至配合所述裁切台34以裁切胶带,所述造型辊33为阶梯形圆台,用于缠绕白胶带时,在力的作用下,通过所述造型辊33将白胶带拉扯变形,以适应缠绕套设在膜元件外的皮碗,使得白胶带的密封效果更好。
65.在一些优选的实施例中,所述压料台32包括走料槽321,所述走料槽321沿y向设置,用于容置白胶带通过。
66.在一些优选的实施例中,所述走料槽321内设置有压料槽322,所述压料槽322沿x向设置,所述压料槽322与所述压料部35的刀头形状相匹配,用于将白胶带更稳定地压紧在槽内,避免白胶带在力的作用下偏移。
67.所述裁切台34包括裁切口341,所述裁切支撑部4与气缸连接,在气缸的驱动作用下,所述裁切支撑部4沿z向位移至所述裁切口341的下方,使得所述切刀部36、所述裁切支撑部4可以通过所述裁切口341相配合以裁切胶带。
68.在一些优选的实施例中,所述裁切台34还包括若干个导流孔342,所述裁切支撑部4与真空发生器连接,使得在所述真空发生器的作用下,气流通过所述导流孔342,并在所述裁切台34下部形成负压,用于将白胶带更贴合地贴附在所述裁切台34上表面,便于裁切。
69.所述压料部35通过第一气缸37连接于所述安装架30,在所述第一气缸37的驱动作用下,所述压料部35沿所述安装架30的z向位移,以配合所述压料台32。
70.在一些优选的实施例中,所述切刀部36通过第二气缸38连接于第三气缸39,所述第三气缸39连接于所述安装架30,在第二气缸38的驱动作用下,所述切刀部36沿所述安装架30的z向位移,在第三气缸39的驱动作用下,所述第二气缸38带动所述切刀部36沿所述安装架30的y向位移,所述切刀部36沿所述安装架30的z向、y向位移,用于配合所述裁切台34,并实现空间上的避让,避免所述切刀部36与所述夹持组件在位移时发生碰撞,实现结构的优化设计。
71.图6为本技术中夹持组件的结构示意图,如图6所示,在缠绕胶带时,所述供料部1处的胶带通过所述输料机构3至所述夹持组件上夹持的膜元件表面,且在所述驱动轴5的驱动作用下,随膜元件同步转动来实现胶带缠绕。
72.具体的,所述驱动轴5通过主轴电机连接于所述固定座9的一侧,用于带动膜元件转动。
73.所述顶尖部6通过位移驱动气缸63连接于所述侧位板8,在所述位移驱动气缸63的驱动作用下,所述顶尖部6沿所述侧位板8的x向滑动位移。
74.所述顶尖部6包括第二安装板60、顶尖轴61及顶尖气缸62,所述顶尖轴61与所述顶尖气缸62连接,所述顶尖轴61与所述顶尖气缸62分别设置于所述第二安装板60两侧,其中,所述顶尖轴61与所述驱动轴5呈对向设置,所述顶尖轴61在所述顶尖气缸62的驱动作用下伸缩,所述顶尖轴61与所述驱动轴5相配合形成位移夹持中心,用于实现夹持或松开膜元件。
75.所述定位支撑部7包括第三安装板70、支撑块71,所述定位支撑部7位于所述位移夹持中心下方,并通过所述第三安装板70连接于所述侧位板8,所述支撑块71位于所述第三安装板70上方,所述支撑块71用于承托膜元件。
76.在一些优选的实施例中,所述定位支撑部7还包括调位杆72,所述调位杆72为螺纹杆,通过所述第三安装板70与所述支撑块71连接,所述调位杆72与所述第三安装板70螺旋连接,通过旋拧所述调位杆72可以调节所述支撑块71的高度,用于适配不同型号的膜元件。
77.以上对本技术的具体实施方式作了详细介绍,对于本技术领域的技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也属于本技术权利要求的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。