1.本发明涉及造纸技术领域,特别涉及一种高平整度灰板纸及其制备方法。
背景技术:
2.灰板纸是一种工业厚纸板。单灰主要定量有280g/m2、300g/m2、350g/m2、400g/m2、450g/m2、500g/m2、550g/m2,最注重指标为定量、厚度及纸面的平整度,要求定量、厚度均一且严格控制偏差范围,以满足客户制成品包装印刷规格、尺寸一致。此外,挂面层色相均一、纸面平整度好、纸面细腻程度好、不翘曲、不分层也是灰板板重要质量标准。目前,造纸工业中,提高纸面平整度,一般是在纸面进行施胶,但该工序需要大量的蒸汽以及淀粉粘合剂。授权专利号zl201610614831.7《一种高灰分高厚度灰板纸的生产方法》采用了对木屑浆料进行微生物培养,从而对木屑浆的表面化学性质和孔隙结构进行改性,提高木屑浆吸附剂的化学吸附性能和物理吸附性能,有效改善灰板纸的表面平整度。但微生物培养的经济以及时间成本较高,如何降低时间和经济成本是灰板纸生产企业面临和迫切需求解决的问题。
技术实现要素:
3.鉴于上述问题,本技术提供了一种采用回收污泥和浆渣,简单易行、低成本的高平整度灰板纸的制备方法,包括以下步骤:
4.备浆:
5.使用国废occ为原料,经过制浆occ线碎解、高浓除渣、粗筛、低浓除渣后,分筛级分选为短纤、长纤;所述长纤经精筛、多盘浓缩后,进行盘磨,得到occ长纤浆;所述短纤经过轻质除渣、多盘浓缩后得到occ短纤浆;
6.使用国废二白为原料,经过碎解、清洗、粗筛、高浓除渣、精筛、重质除渣、浓缩、热分散后得到二白浆;
7.使用枝桠材木片和木料精片为原料,经投料、木片热磨、精浆、筛选、浓缩后制得木屑浆混合料,
8.使用造纸浆渣为原料,经盘磨、低浓除渣、精筛、浓缩、盘磨得到回用浆渣;
9.配浆:
10.用损纸浆0~5%,occ长纤浆60~70%,木屑浆混合料30~40%,回用污泥0~3%作为灰板纸面层浆;
11.用木屑浆混合料25~30%,occ长纤浆10~15%,回用渣浆30~35%,垫层浆10~15%,损纸回收浆5~10%,回用污泥8~12%作为灰板纸第一芯层浆;
12.用木屑浆混合料25~30%,occ长纤浆10~15%,回用渣浆30~35%,垫层浆10~15%,损纸回收浆5~10%,回用污泥8~12%作为灰板纸第二芯层浆;
13.用二白浆60%,occ短纤浆40%作为灰板纸底层浆;
14.抄造:
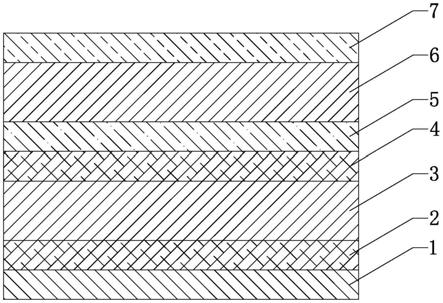
15.上述浆料经网部脱水成形、面衬芯底复合、压部压榨脱水、干燥部干燥后抄造出成纸。
16.区别于现有技术,上述技术方案提供了一种采用回收污泥和浆渣,采用回收污泥和浆渣的细小纤维填补浆料层的间隙,通过多道压榨,使得纸幅更加平整均一,得到高平整度灰板纸。
17.在一些实施例中,所述occ长纤浆的浓度为4.0~6.0%,叩解度18~28
°
sr。
18.在一些实施例中,所述occ短纤浆的浓度为4.0~7.0%,叩解度18~33
°
sr。
19.在一些实施例中,所述二白浆的浓度为4.0~5.0%,叩解度35~40
°
sr。
20.在一些实施例中,所述灰板纸底层浆的浓度为3.0~6.0%,叩解度40~60
°
sr。
21.在一些实施例中,所述精片与枝桠材木屑的投料比为75~85:15~25,所述精片为含水量40~50%的木片。
22.在一些实施例中,所述渣浆采用造纸尾渣多盘浓缩后得到。
23.在一些实施例中,所述压榨部压榨步骤,包括一道-65~-70kpa的真空压榨程序。
24.本技术还提供了一种高平整度灰板纸,所述高平整度灰板纸采用以上任一所述的方法进行制备。
25.在一些实施例中,所述高平整度灰板纸为定量为280~550g/m2的a2级高平整度灰板纸。
26.区别于现有技术,上述技术方案提供了一种采用回收污泥和浆渣,采用回收污泥和浆渣的细小纤维填补浆料层的间隙,通过多道压榨,使得纸幅更加平整均一,得到高平整度灰板纸。
27.上述发明内容相关记载仅是本技术技术方案的概述,为了让本领域普通技术人员能够更清楚地了解本技术的技术方案,进而可以依据说明书的文字记载的内容予以实施,并且为了让本技术的上述目的及其它目的、特征和优点能够更易于理解,以下结合本技术的具体实施方式进行说明。
具体实施方式
28.为详细说明技术方案的技术内容、构造特征、所实现目的及效果,以下结合具体实施例详予说明。
29.为详细说明本技术可能的应用场景,技术原理,可实施的具体方案,能实现目的与效果等,以下结合所列举的具体实施例详予说明。本文所记载的实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
30.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中各个位置出现的“实施例”一词并不一定指代相同的实施例,亦不特别限定其与其它实施例之间的独立性或关联性。原则上,在本技术中,只要不存在技术矛盾或冲突,各实施例中所提到的各项技术特征均可以以任意方式进行组合,以形成相应的可实施的技术方案。
31.除非另有定义,本文所使用的技术术语的含义与本技术所属技术领域的技术人员通常理解的含义相同;本文中对相关术语的使用只是为了描述具体的实施例,而不是旨在限制本技术。
32.在本技术的描述中,用语“和/或”是一种用于描述对象之间逻辑关系的表述,表示可以存在三种关系,例如a和/或b,表示:存在a,存在b,以及同时存在a和b这三种情况。另外,本文中字符“/”一般表示前后关联对象是一种“或”的逻辑关系。
33.在本技术中,诸如“第一”和“第二”之类的用语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何实际的数量、主次或顺序等关系。
34.在没有更多限制的情况下,在本技术中,语句中所使用的“包括”、“包含”、“具有”或者其他类似的表述,意在涵盖非排他性的包含,这些表述并不排除在包括所述要素的过程、方法或者产品中还可以存在另外的要素,从而使得包括一系列要素的过程、方法或者产品中不仅可以包括那些限定的要素,而且还可以包括没有明确列出的其他要素,或者还包括为这种过程、方法或者产品所固有的要素。
35.与《审查指南》中的理解相同,在本技术中,“大于”、“小于”、“超过”等表述理解为不包括本数;“以上”、“以下”、“以内”等表述理解为包括本数。此外,在本技术实施例的描述中“多个”的含义是两个以上(包括两个),与之类似的与“多”相关的表述亦做此类理解,例如“多组”、“多次”等,除非另有明确具体的限定。
36.本技术所述叩解度(beating degree)即打浆度。反应浆料经磨浆机后,纤维被切断、分裂、润胀、和水化等磨浆作用的效果。打浆就是利用磨片齿纹机械作用方法处理纸浆中的纤维,使其疏解、适度切断和分丝帚化;更重要的是纤维在打浆时吸水润胀,使之具有较高的弹性和塑性,满足造纸机生产的要求,以使生产的纸张能达到预期的质量指标。打浆度表示纸浆的滤水性能。以2克绝干浆,稀释至1000毫升,在20℃条件下,通过80目网,从肖氏打浆度仪侧管排出的水量,即为测定的结果。打浆度是表示纸料性质的一项指标,根据纸料打浆度就可能掌握纸料将来在纸机铜网上的滤水速度,同时也可能概括预知将来生产纸张的机械强度、紧度和可整理性等,所以掌握纸料的打浆度是生产中一种重要的技术控制办法。
37.本技术所述occ——old corrugated container,为废箱板纸。
38.本技术所述的二白为废纸的统称,包括小花,大花,书页纸等各类废纸。
39.本技术所述的枝桠材木片,是指树木除主干之外的枝干、枝桠所切割而成的木片,这些材料由于径级、结构的原因,一般不能剖切成实木板材使用,而用于中密度纤维板、刨花板等人造板的原料。
40.本技术所述的回用污泥是对废纸制造纸的过程中产生的污泥进行压滤、发酵除臭、白水调浓等一系列处理后,让其具有活性,更好的吸附在纤维上,再回用到废纸浆料中的一种污泥。
41.损纸和垫层的回收浆是造纸中产生的半中间产品,经过回收、制浆后,重新用于配浆中。其中,损纸是指浆料在上网抄造生产过程中产生的湿损纸和干损纸。湿损纸指纸机网部切边纸;干损纸包括母卷复卷切边纸、母卷残余辊底纸、断纸产生的废纸、不合格品回抄纸。将湿损纸、干损纸重新散浆后,即可得到损纸回收浆,用于芯层和底层的配浆回用。垫层回收浆是指纸机抄造过程产生的多余白水,使用白水回收多圆盘机处理得到的回收浆。垫层回收浆的具体处理过程包括:将部分occ浆(通常是occ长纤浆以提高滤水性能)加入白水,在多盘扇片上形成垫层滤饼,在白水回收多圆盘机真空水腿产生的真空作用下,水通过
滤饼脱除,大部分白水中的细小纤维被滤饼截留而得到回收,滤饼用剥浆喷淋水剥落得到的浆即垫层回收浆。
42.本技术提供了一种采用回收污泥和浆渣,简单易行、低成本的高平整度灰板纸的制备方法,包括以下步骤:
43.备浆:
44.使用国废occ为原料,经过制浆occ线碎解、高浓除渣、粗筛、低浓除渣后,分筛级分选为短纤、长纤;所述长纤经精筛、多盘浓缩后,进行盘磨,得到occ长纤浆;所述短纤经过轻质除渣、多盘浓缩后得到occ短纤浆;
45.使用国废二白为原料,经过碎解、清洗、粗筛、高浓除渣、精筛、重质除渣、浓缩、热分散后得到二白浆;
46.使用枝桠材木片和木料精片为原料,经投料、木片热磨、精浆、筛选、浓缩后制得木屑浆混合料;
47.使用造纸浆渣为原料,经盘磨、低浓除渣、精筛、浓缩、盘磨得到回用浆渣;
48.配浆:
49.用损纸浆0~5%,occ长纤浆60~70%,木屑浆混合料30~40%,回用污泥0~3%作为灰板纸面层浆;
50.用木屑浆混合料25~30%,occ长纤浆10~15%,回用渣浆30~35%,垫层浆10~15%,损纸回收浆5~10%,回用污泥8~12%作为灰板纸第一芯层浆;
51.用木屑浆混合料25~30%,occ长纤浆10~15%,回用渣浆30~35%,垫层浆10~15%,损纸回收浆5~10%,回用污泥8~12%作为灰板纸第二芯层浆;
52.用二白浆60%,occ短纤浆40%作为灰板纸底层浆;
53.抄造:
54.上述浆料经网部脱水成形、面衬芯底复合、压部压榨脱水、干燥部干燥后抄造出成纸。
55.区别于现有技术,上述技术方案提供了一种采用回收污泥和浆渣,采用回收污泥和浆渣的细小纤维填补浆料层的间隙,通过多道压榨,使得纸幅更加平整均一,得到高平整度灰板纸。
56.在一些实施例中,所述occ长纤浆的浓度为4.0~6.0%,叩解度18~28
°
sr。
57.在一些实施例中,所述occ短纤浆的浓度为4.0~7.0%,叩解度18~33
°
sr。
58.在一些实施例中,所述二白浆的浓度为4.0~5.0%,叩解度35~40
°
sr。
59.在一些实施例中,所述灰板纸底层浆的浓度为3.0~6.0%,叩解度40~60
°
sr。
60.在一些实施例中,所述精片与枝桠材木屑的投料比为75~85:15~25,所述精片为含水量40~50%的木片,尺寸为50mm
×
25mm
×
6mm。
61.在一些实施例中,所述回用渣浆采用造纸尾渣多盘浓缩后得到。
62.在一些实施例中,所述压榨部压榨步骤,包括一道-65~-70kpa的真空压榨程序。
63.本技术还提供了一种高平整度灰板纸,所述高平整度灰板纸为定量为280~550g/m2的a2级高平整度灰板纸,所述高平整度灰板纸采用以上任一所述的方法进行制备。
64.区别于现有技术,上述技术方案提供了一种采用回收污泥和浆渣,采用回收污泥和浆渣的细小纤维填补浆料层的间隙,通过多道压榨,使得纸幅更加平整均一,得到高平整
度灰板纸。
65.实施例
66.为了进一步清楚地阐释和说明本技术的技术方案,本技术还提供以下的非限制性实施例,以供参考。
67.本实施方式中,纸机参数如下:纸机宽度,网宽:6450mm、唇板宽:6200mm、卷取宽度:6020mm、最大净纸宽度:5880mm;纸机车速:设计车速400m/min、平衡车速600m/min、工作车速max 350m/min。纸机参数设置如下:
68.纸机流送部
69.1、面衬底混和池液位设定50~60%,混和泵出口浓度设定3.0~3.8%
70.2、芯混和池液位设定50~60%,混和泵出口浓度设定3.8~4.0%
71.3、面层网前筛
72.一段压力筛:进浆浓度:0.5~1.0%最大工作压力500kpa,压差<50kpa,排渣率8%
73.4、芯1层网前筛
74.一段网前筛进浆浓度1.05~2.0%,最大工作压力500kpa,压差<50kpa,排渣率8%;二段压力筛进浆浓度0.6~0.85%,最大工作压力500kpa,压差<50kpa,排渣率10%;三段压力筛进浆浓度0.6~0.85%,最大工作压力250kpa,压差<50kpa,排渣率13%
75.5、芯2层网前筛
76.一段网前筛进浆浓度1.05~2.0%,最大工作压力500kpa,压差<50kpa,排渣率8%
77.6、底层网前筛
78.一段网前筛进浆浓度:1.1~1.3%最大工作压力500kpa,压差<50kpa,排渣率8%
79.面、底层二段网前筛进浆浓度0.9~1.1%,最大工作压力500kpa,压差<50kpa,排渣率10%
80.7、芯层稀释水筛:
81.白水浓度0.2~0.45%,最大工作压力500kpa,压差<50kpa,排渣率10%稀释水比例12%~15%
82.8、白水多盘回收机:盘片直径5200mm,转速0.8rpm;垫层浆浓度3.5~4.0%,垫层浆比例设定:0.25~0.35,多盘进口浓度:0.6~1.2%。
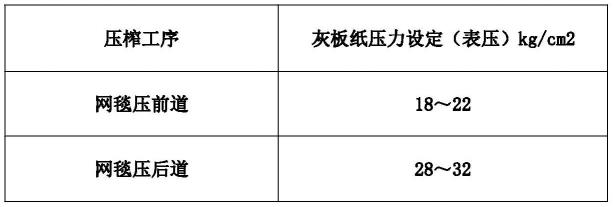
83.压榨部:压榨部在二压采用-65~-70kpa的真空压榨,三压为带盲孔的大辊压,四、五压是大辊径压榨,光压为两个大辊压,而半干压是带毛布的一道压,增加纸面的平整。最后一道压光为压光机进行压光。
84.其中,光压和压光就两个光辊压,其他道压是辊上带有毛布,毛布运行张力:3.5~4kn/m。
85.压榨部工作压力设定(表压)
[0086][0087][0088]
干燥部
[0089]
1、烘缸参数
[0090]
压榨后干度47~49%、半干压干度75~80%、卷纸机处干度92%、烘缸直径1830mm、半干压前烘缸数量pcs61、半干压后烘缸数量pcs14、蒸汽最大压力5bar
[0091]
2、烘缸蒸汽
[0092]
cylno.1—2缸3—5缸6—11缸2组3组蒸汽kpa8152035~5065~90压差kpa 15152025cylno.4~5组下排4~5组上排半干压6组下排6组上排蒸汽kpa120~280120~280200150~500150~500压差kpa2525253535
[0093]
本实施方式中,occ浆:二白浆:回用渣浆:回用污泥:木屑浆混合料=9:2:6:1:6比例。
[0094]
实施例1:occ浆制备
[0095]
occ浆流程:使用国废occ为原料,经过制浆occ线碎解、清渣、鼓筛筛选、高浓除砂器除砂、2段粗筛、浮选清渣机清渣、杂质分离机进行杂质分离、低浓除渣后,分筛级分选为短纤、长纤;
[0096]
所述短纤经过轻质除渣器轻质除渣、多盘浓缩后得到occ短纤浆;得到occ短纤浆浓度为4.0~7.0%,叩解度18~33
°
sr。
[0097]
所述长纤经三段精筛(棒缝0.25mm)、多盘浓缩后,进行盘磨,得到occ长纤浆;所述
occ长纤浆的浓度为4.0~6.0%,叩解度18~28
°
sr。
[0098]
其中:
[0099]
2段粗筛包括:
[0100]
一段粗筛:筛缝f=0.6mm,进浆浓度2.0~3.0%,良浆浓度:2.0%~3.0%,最小进浆压力207kpa,压差:34~50kpa,稀释水压力300~350kpa,排渣率30%。
[0101]
二段粗筛:筛孔1.6mm,进浆浓度2.0~3.0%,良浆浓度:1.5%~2.0%,最小进浆压力207kpa,压差34~50kpa,稀释水压力300~350kpa,排渣率30%。
[0102]
浮选清渣机清渣:筛孔φ5.0mm、进浆浓度1.8~2.2%进口压力》240kpa、压降40~80kpa、良浆浓度1.70~2.0%、轻渣浓度2.0~2.5%、排渣浓度1.8~2.51%、排渣率30%。
[0103]
杂质分离机进行杂质分离:筛孔φ3.0mm、进浆浓度1.0~1.7%、喷淋水压力500~600kpa、回收浆浓度0.3~0.7%、转子与筛板间隙2.0~2.5mm。
[0104]
五段的低浓重质除渣包括:
[0105]
一段低浓:压力降138kpa、进浆浓度0.8~1.5%良浆浓度0.8~1.2%排渣浓度2.0~2.5%、压力降110~130kpa、排渣压力10~50kpa、排渣率15~25%;
[0106]
二段低浓:压力降138kpa、进浆浓度0.7~1.2%、良浆浓度0.8~1.0%、排渣浓度2.0~3.0%、压力降110~130kpa、排渣压力10~50kpa、排渣率20~28%;
[0107]
三段低浓:压力降138kpa、进浆浓度0.5~0.9%良浆浓度0.4~0.8%、排渣浓度2.0~3.0%、压力降110~130kpa、排渣压力10~50kpa、排渣率20~28%;
[0108]
四段低浓:压力降138kpa、进浆浓度0.5~0.9%、良浆浓度0.4~0.8%、排渣浓度2.0~3.0%、压力降110~130kpa排渣压力10~50kpa、排渣率20~28%;
[0109]
五段低浓:压力降138kpa、进浆浓度0.5~0.9%良浆浓度0.4~0.8%排渣浓度2.0~3.0%、压力降110~130kpa、排渣压力10~50kpa、排渣率20~28%。
[0110]
分级筛段:设定的比例为短纤:长纤=55:45
[0111]
分级筛:筛缝宽度0.20mm进口压力≥207kpa压差10~70kpa、进浆浓度1.8~2.2%、良浆浓度1.2%~1.6%、尾浆浓度2.2%~3.0%、稀释水压力300kpa、密封水压力400kpa。
[0112]
实施例2:二白浆制备
[0113]
二白浆使用国废二白为原料,经过高浓水力碎浆机进行碎解、间歇式清洗机清洗、圆筒筛粗筛、高浓除渣、三段精筛、重质除渣、盘式浓缩机浓缩、盘式热分散机热分散后得到二白浆;所述二白浆的浓度为4.0~5.0%,叩解度35~40
°
sr。
[0114]
具体参数如下:
[0115]
圆筒筛的筛板¢6mm
[0116]
高浓除渣器为二段式:一段高浓,良浆能力286.3td,进浆浓度3.09%,进浆压力0.2~0.5mpa,排渣率20%;二段高浓,良浆能力:56.3td,进浆浓度2.55%,进浆压力0.2~0.5mpa,排渣率20%。
[0117]
三段精筛:棒缝:0.15mm/0.15mm/0.15mm、进浆浓度2.85%,进浆压力0.15~0.3mpa、一段良浆浓度2.5%、二段良浆浓度2.0%、三段良浆浓度1.5%、排渣浓度1.0%。
[0118]
实施例3:木屑浆混合料制备
[0119]
使用枝桠材木片和木料精片为原料,经投料、木片热磨、精浆、筛选、浓缩后制得木
屑浆混合料,具体为:
[0120]
木片输送:将20%枝桠材木片和80%含水40~50%的桉木料精片从料仓通过双螺旋输送机、经皮带运输机送至摆动筛;
[0121]
粉碎除杂:木片经过摆动筛筛选,去除掉树皮和大的木块,筛选好的木片经过鼓式再碎机进行粉碎后,通过斗式提升机和皮带输送机送往木片蒸煮系统;
[0122]
蒸汽蒸煮:高压蒸汽蒸煮木片,增加木料水分,再次软化木片;
[0123]
木片热磨:木片经蒸煮仓蒸煮后通过喂料螺旋送进热磨机,热磨机将木片磨解成单根纤维;
[0124]
热磨浆稀释:热磨后的木屑浆混合料经稀释螺旋调整浓度,送往消潜池;
[0125]
热磨浆消潜:木屑浆于消潜后,经调浓送盘磨机进行精浆;
[0126]
盘磨精浆:使用双盘磨对热磨浆进行精浆,切断和解离纤维以达到成浆要求;
[0127]
精筛筛选:双盘磨出口浆料经稀释调浓,送木屑浆精筛进行筛选制得木屑浆料。
[0128]
实施例4回用浆渣的制备
[0129]
使用造纸浆渣为原料,经盘磨、低浓除渣、精筛、浓缩、盘磨得到回用浆渣;
[0130]
其中低浓除渣器为三段式,参数如下:
[0131]
项目/段数一段10支二段8支三段3支进口浓度(%)1.20.860.65进浆压力(kpa)200~500200~500200~500出口压力(kpa)1007575压差(kpa)220145125排渣率(%)25~3025~3025~30
[0132]
精筛为二段式:
[0133]
一段精筛:棒缝:0.27mm,进浆浓度:1.09%,进浆压力0.15-0.3mpa,排渣率24~28%;
[0134]
二段精筛:棒缝0.27mm,进浆浓度:1.08%,进浆压力0.15-0.3mpa,排渣率24~28%
[0135]
实施例5一种灰板纸制备
[0136]
用损纸浆0~5%,occ长纤浆60~70%,木屑浆混合料30~40%,回用污泥0~3%作为灰板纸面层浆;
[0137]
用木屑浆混合料25~30%,occ长纤浆10~15%,回用渣浆30~35%,垫层浆10~15%,损纸回收浆5~10%,回用污泥8~12%作为灰板纸第一芯层浆;
[0138]
用木屑浆混合料25~30%,occ长纤浆10~15%,回用渣浆30~35%,垫层浆10~15%,损纸回收浆5~10%,回用污泥8~12%作为灰板纸第二芯层浆;
[0139]
用二白浆60%,occ短纤浆40%作为灰板纸底层浆;
[0140]
抄造:
[0141]
上述浆料经网部脱水成形、面衬芯底复合、压部压榨脱水、干燥部干燥后抄造出高平整度灰板纸。
[0142]
抄造:
[0143]
上述浆料经网部脱水成形、面衬芯底复合、压部压榨脱水、干燥部干燥后抄造出成
纸。
[0144]
本工艺使用灰板纸使用回用污泥、浆渣、木屑浆替代部分occ废纸浆吨纸节约废纸成本63元,按年产量16万吨计,节约生产成本1008万元。
[0145]
最后需要说明的是,尽管在本技术的说明书文字中已经对上述各实施例进行了描述,但并不能因此限制本技术的专利保护范围。凡是基于本技术的实质理念,利用本技术说明书文字记载的内容所作的等效结构或等效流程替换或修改产生的技术方案,以及直接或间接地将以上实施例的技术方案实施于其他相关的技术领域等,均包括在本技术的专利保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。