1.本技术涉及无纺布制造技术领域,特别涉及一种阻菌透气面料生产装置。
背景技术:
2.闪蒸法聚乙烯非织造布材料具有极好的强度和抗撕裂、耐穿刺性能和微生物阻隔性能,是医用防护服面料的最佳选择。但是,现有闪蒸法非织造布的加固方法一般采用热压、热轧的方法,其制成的面料质地硬挺,不适合直接用于制作防护服,一般需要进行机械软化处理后才能用作防护服的面料。但是,机械软化的过程会损伤面料里面的纤维,最终会影响面料的机械强度,降低面料的使用性能。
3.例如公开号为cn110528216a,公开日为2019年12月03日的中国发明专利申请《一种闪蒸法高密度聚乙烯纸的柔化处理系统及处理工艺》中,公开了一种闪蒸法高密度聚乙烯纸的柔化处理系统,其包括带驱动装置的凸钮打手、制造横向褶皱的皱布装置、及消除褶皱伸长的拉伸装置等机械结构。该方案需要先制造闪蒸法高密度聚乙烯纸,再进行机械力作用软化布料,既无法做到一次成型,同时机械力软化会导致布料尺寸发生变化,会降低布料的机械强度,最终影响到布料的使用寿命。
4.另外,公开号为cn101137503a,公开日为2019年12月03日的中国发明专利申请《复合透气片材》,公开了一种透湿气性复合片材,为多层材料结构,其中吸收纤维无纺层为水刺的,并提到其制备方法是:通过挤出涂布在吸收无纺层的一面上形成无孔液体不渗透透湿气性薄膜层,然后将防护无纺层粘合剂层合到薄膜与吸收无纺层相对的那一面,粘合层位于防护无纺层和薄膜层之间。从其制作过程可知道,其制得的多层材料的每一层都是同个其单独工艺制成的,分别通过多种工艺制作成不同用途的材料,再进行多层复合,加工工序较多,无法做到一次成型。
技术实现要素:
5.为解决上述背景技术中提到的现有技术的问题:现有闪蒸法非织造布采用热压、热轧的方法制成的面料质地硬挺,后续需增加额外的设备进行机械软化工序处理才能用作防护服的面料,其工艺步骤复杂繁琐且影响面料的机械强度;或者制备具有良好的强度和抗撕裂、防水阻菌性以及穿着舒适性的成品面料,面料需要采用多种不同工艺的材料进行复合或粘合形成多层材料复合结构以获得所需性能,该制备过程加工设备和加工工序较多,无法做到一次成型。本技术提供一种阻菌透气面料生产装置,其包括依次连接的表面热轧单元以及水刺固结单元;
6.表面热轧单元包括传输带构件及旋转加热构件;传输带构件包括采用耐高温的柔性材料制成的柔性带;
7.柔性带的外表面部分与旋转加热构件外周接触,且旋转加热构件转动可带动柔性带随之运动,以使纤维网层引入柔性带外表面后,其下表面与柔性带接触,且其上表面被带入旋转加热构件外周进行加热轧处理;
8.水刺固结单元用于对热轧处理后的纤维网层的下表面进行水刺处理得到水刺后的无纺布。
9.在一实施例中,还包括用于制备纤维网层的闪蒸纺丝单元闪蒸纺丝单元包括移动网帘以及设置于移动网帘上方的冷压构件;移动网帘用于输送纤维网层,冷压构件用于对移动网帘上的纤维网层进行压紧处理。
10.在一实施例中,冷压构件为中间镂空的不锈钢辊。
11.在一实施例中,还包括烘干单元;烘干单元用于对水刺后的无纺布进行烘干处理,即得阻菌透气面料。
12.在一实施例中,传输带构件包括柔性带及至少两个支撑部件;支撑部件可旋转地支撑于柔性带内表面;柔性带的外表面与旋转加热构件外周接触,通过旋转加热构件转动以带动其于支撑部件外周运动。
13.在一实施例中,柔性带为闭合环状结构,通过旋转加热构件旋转带动柔性带于支撑部件外周做环状转动。
14.在一实施例中,传输带构件还包括用于调整柔性带张力的张力调节器。
15.在一实施例中,传输带构件包括第一支撑部件、第二支撑部件、第三支撑部件及第四支撑部件;第一支撑部件和第二支撑部件分别设置于旋转加热构件两侧,第三支撑部件和第四支撑部件设置于旋转加热构件下方。
16.在一实施例中,传输带构件还包括用于调整柔性带张力的张力调节器;张力调节器设于柔性带外侧,且位于第三支撑部件和第四支撑部件之间,以使柔性带呈“w”字形分布。
17.在一实施例中,柔性带采用耐高温毛毯制成。
18.基于上述,与现有技术相比,本技术提供的一种阻菌透气面料生产装置,具有以下有益效果:
19.通过本技术提供的阻菌透气面料生产装置,可以实现阻菌透气面料成品一次性加工成型,成品无需采用多种不同工艺的材料进行复合,也无需增加设备,就能让无纺布成品具有两种特性:优异的防水阻菌性以及良好的穿着舒适性,同时保持良好的机械性能以提高其使用寿命和满足其使用要求。
20.本技术的其它特征和有益效果将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术而了解。本技术的目的和其他有益效果可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明
21.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;在下面描述中附图所述的位置关系,若无特别指明,皆是图示中组件绘示的方向为基准。
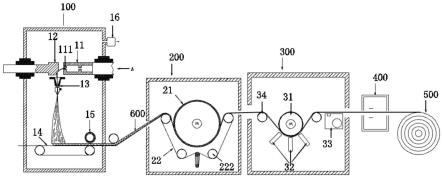
22.图1为本技术提供的阻菌透气面料生产装置的优选实施方案的结构示意图;
23.图2为本技术提供的阻菌透气面料生产装置的优选实施方案中表面热轧单元的结
构示意图;
24.图3为本技术提供的阻菌透气面料生产装置的优选实施方案中闪蒸纺丝单元的结构示意图;
25.图4为本技术提供的阻菌透气面料生产装置的优选实施方案中水刺固结单元的结构示意图。
26.附图标记:
27.100闪蒸纺丝单元
ꢀꢀꢀꢀꢀꢀꢀ
200表面热轧单元
ꢀꢀꢀꢀꢀ
300水刺固结单元
28.400烘干单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500收卷单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
600纤维网层
29.11喷头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12旋转分丝板
ꢀꢀꢀꢀꢀꢀꢀꢀ
13空气放大器
30.14移动网帘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15冷压构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16第一真空抽吸器
31.111喷丝板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21旋转加热构件
ꢀꢀꢀꢀꢀꢀ
22传输带构件
32.211热轧构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212传动装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221柔性带
33.222支撑部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
223张力调节器
ꢀꢀꢀꢀꢀꢀꢀ
2224第四支撑部件
34.2221第一支撑部件
ꢀꢀꢀꢀꢀꢀ
2222第二支撑部件
ꢀꢀꢀꢀ
2223第三支撑部件
35.31转鼓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32水刺头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33第二真空抽吸器
36.34导向辊
具体实施方式
37.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。下面所描述的本技术不同实施方式中所设计的技术特征只要彼此之间未构成冲突就可以相互结合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
38.在本技术的描述中,需要说明的是,本技术所使用的所有术语(包括技术术语和科学术语)具有与本技术所属领域的普通技术人员通常所理解的含义相同的含义,不能理解为对本技术的限制。应进一步理解,本技术所使用的术语应被理解为具有与这些术语在本说明书的上下文和相关领域中的含义一致的含义,并且不应以理想化或过于正式的意义来理解,除本技术中明确如此定义之外。
39.如图1-4所示,本技术提供如下阻菌透气面料生产装置的优选实施方案:
40.该阻菌透气面料生产装置包括依次连接的表面热轧单元200以及水刺固结单元300。表面热轧单元200包括传输带构件22及旋转加热构件21。传输带构件22包括采用耐高温的柔性材料制成的柔性带221。柔性带221的外表面部分与旋转加热构件21外周接触,且旋转加热构件21转动可带动柔性带221随之运动,以使纤维网层600引入柔性带221外表面后,其下表面与柔性带221接触,且其上表面被带入旋转加热构件21外周进行加热轧处理。水刺固结单元300用于对热轧处理后的纤维网层600的下表面进行水刺处理得到水刺后的无纺布。
41.如图1-4所示,具体制备过程为:
42.旋转加热构件21旋转带动柔性带221随之运动,纤维网层600引入表面热轧单元
200后,纤维网层600的下表面与柔性带221接触,随着柔性带221的运动,纤维网层600的上表面被带入旋转加热构件21外周进行加热轧处理。接触旋转加热构件21表面的纤维网层600的上表面纤维被加热后熔融粘合加固,形成致密的纤维层。由于柔性带221采用耐高温的柔性材料制成(例如耐高温毛毯),柔性带221本身质地柔软,温度较低,不发生熔融粘合,能够让纤维网层600的下表面不发生熔融粘合,纤维仍维持蓬松状态。
43.热轧后的纤维网层600后续引入水刺固结单元300。纤维网层600进入水刺固结单元300后,水刺头32形成的高压水针作用于纤维网层600的下表面(即纤维较蓬松的一面),通过高压水针的作用,使蓬松的纤维互相缠结,纤维网层600就形成了一张致密、具有一定厚度的无纺布。
44.具体地,本技术提供的阻菌透气面料生产装置采用如上设计,包括至少以下设计原理和发明构思:
45.现有的水刺法加工属于柔性缠结,不影响纤维原有特征,不损伤纤维,用此方法加工而成的无纺布,既能保证其机械性能,而且其外观比其它非织造材料更接近传统纺织品,质地柔软,具有更佳的穿着舒适性。
46.但是,水刺法对被加工的材料有个要求,要求水刺加工前材料表面的纤维有一定的交联,纤维又要保持相对蓬松的状态,这样材料在进行水刺加工时,不会散架,同时又能让纤维在水针的作用下进行缠结,保证布料表面的水刺效果。
47.本技术的关键点在于只用一套设备,通过一次成型,让生产出来的面料的两个表面具有两种特性,即将上述水刺技术引入到闪蒸法非织造布的加工工艺中。要实现这个效果,在装置的设计上就要充分考虑两种技术的特性,即在对纤维网层600表面进行热粘结加固时,既要保证材料接触旋转加热构件21(热轧辊211)的那一面,其表面纤维充分加热并粘合固结,同时保证不接触旋转加热构件21(热轧辊211)的那一面表面纤维仍维持蓬松状态,使得纤维蓬松的一面在水刺加工时,表面纤维能够充分缠结,这样才能使制得的面料具有较好的透气性及柔软的穿着舒适性,且又能保持热粘合一面的防水阻菌性。
48.综上所述,可知:
49.本技术创新地将水刺技术应用于闪蒸法非织造布的生产工艺中,同时,为保证水刺效果,创新地应用了表面热轧技术:用耐高温的柔性材料制成的柔性带221传统不锈钢辊或橡胶辊,纤维网接触旋转加热构件21(热轧辊211)的一面被加热粘合形成致密的防水阻菌层。另一面的纤维接触的是耐高温的柔性材料制成的柔性带221,该面表面纤维仍能保持较蓬松状态,避免了传统辊轧法造成的两面纤维都变得致密,有利于后道水刺加工时用水针进行缠结。
50.并且,通过表面热轧技术和水刺法加工结合以一次性制得所需成品,无需再进行传统的机械软化,以使通过本技术制得的成品面料具有较好的透气性和柔软的穿着舒适性,且保持热粘合一面的防水阻菌性,同时仍保持良好机械性能。
51.对于闪蒸纺丝单元100:
52.优选地,阻菌透气面料生产装置还包括用于制备纤维网层600的闪蒸纺丝单元100,闪蒸纺丝单元100与表面热轧单元200的输入端连接,以使闪蒸纺丝单元100制得的纤维网层600引入表面热轧单元200进行热轧处理。
53.优选地,如图3所示,本技术优选实施方案中,闪蒸纺丝单元100的部件包括喷头
11、旋转分丝板12、空气放大器13、移动网帘14。其具体工作原理和工作过程为:
54.聚合物通过溶体计量装置、配套的溶剂通过溶剂计量装置按预设好的比例,一起加入到高压反应釜中,将高压反应釜升温升压至预设的反应温度和压力状态,并在搅拌器的搅拌作用下,聚合物和溶剂充分溶解形成均匀的溶液(即纺丝溶液)。均匀溶液通过高压输送管道输送至喷头11,均匀溶液经喷头11的喷丝孔喷出,溶液中的溶剂从高温高压的液体迅速蒸发变成气态,聚合物被吸热后迅速冷却同时被闪蒸的溶剂气体快速拉伸,形成一条含有很多超细纤维的纤维束,纤维束经过旋转分丝板12折射发散并经空气放大器13的放大作用,形成一个呈网片状结构的纤维网片,持续形成的纤维网片铺叠在移动网帘14,移动网帘14的前进方向与纤维网片的下落方向垂直,纤维网片就在移动网帘14上形成连续的具有一定克重和宽度的纤维网层600,且纤维网层600由移动网帘14传送输出。
55.需要说明的是,上述喷头11、旋转分丝板12、空气放大器13和移动网帘14均为闪蒸纺丝单元100的现有部件,其构造和连接关系也为现有技术,此处不再累述。
56.优选地,如图3所示,闪蒸纺丝单元100包括移动网帘14以及设置于移动网帘14上方的冷压构件15。移动网帘14用于输送纤维网层600,冷压构件15用于对移动网帘14上的纤维网层600进行压紧处理。
57.使用时,纤维网层600制备得到后,在进入表面热轧单元200前,冷压构件15将移动网帘14上的纤维网层600稍稍压紧,让纤维网层600具有一定的拉伸力,便于纤维网层600传送至下一工序。进一步优选地,冷压构件15采用冷压辊。进一步优选地,冷压辊为中间镂空的不锈钢辊。如此设置,较轻的冷压构件15重量保证纤维网层600不会被压得过于密实,有利于纤维网层600在表面热轧单元200处理后,形成分明的纤维熔融粘合的上表面和纤维蓬松不粘合的下表面,保证纤维网可以顺利传送,且便于后续的水刺加工。
58.优选地,如图3所示,闪蒸纺丝单元100还设置有用于抽吸溶剂的第一真空抽吸器16。使用过程中,溶液经喷头11的喷丝孔喷出,溶液中的溶剂变成气态,溶剂气体则通过上方的第一真空抽吸器16进行回收,回收气体经冷凝形成液态溶剂后再循环利用。
59.需要说明的是,根据本技术设计构思,本技术还可以采用其他构造的现有的用于制备纤维网层600的闪蒸纺丝单元100,包括但不限于上述优先方案所提供的闪蒸纺丝单元100方案。
60.对于表面热轧单元200:
61.优选地,传输带构件22包括柔性带221及至少两个支撑部件222。支撑部件222可旋转地支撑于柔性带221内表面。柔性带221的外表面与旋转加热构件21外周接触,通过旋转加热构件21转动以带动其于支撑部件222外周运动。在上述基础上,优选地,柔性带221为闭合环状结构,柔性带221的外表面与旋转加热构件21外周接触,通过旋转加热构件21旋转带动柔性带221于支撑部件222外周做环状转动。进一步优选地,支撑部件222采用导向支撑辊。如图1-4所示,使用时,由于环形柔性带221与旋转加热构件21外周接触,旋转加热构件21旋转会带动柔性带221移动,因此柔性带221在支撑部件222外周做闭合回路转动,且纤维网层600通过支撑部件222(导向支撑辊)引入柔性带221并随着柔性带221运动。通过支撑部件222和环形柔性带221二者配合,不仅节省柔性带221的使用量,且环状设计的柔性带221转动方便便捷。
62.优选地,传输带构件22还包括用于调整柔性带221张力的张力调节器223。使用时,
通过张力调节器223可以调整柔性带221的张力,以调节柔性带221的外表面与旋转加热构件21外周的相互作用力,通过合适的张力能让接触旋转加热构件21表面的纤维网层600上表面纤维被加热后熔融粘合加固,形成致密的纤维层。
63.进一步,优选地,传输带构件22包括第一支撑部件2221、第二支撑部件2222、第三支撑部件2223及第四支撑部件2224。第一支撑部件2221和第二支撑部件2222分别设置于旋转加热构件21两侧,第三支撑部件2223和第四支撑部件2224设置于旋转加热构件21下方。旋转加热构件21旋转加热构件21旋转加热构件21进一步优选地,传输带构件22还包括用于调整柔性带221张力的张力调节器223。张力调节器223设于柔性带221外侧,且位于第三支撑部件2223和第四支撑部件2224之间,以使柔性带221呈“w”字形分布。如此设置,使得柔性带221与旋转加热构件21外周的接触面积增大,从而增大旋转加热构件21对纤维网层600上表面熔融粘合处理的作业面积,提高生产效率。同时,二者接触面积增大,有利于旋转加热构件21更好地带动柔性带221运动。并且,将张力调节器223设于第三支撑部件2223和第四支撑部件2224之间,通过其与第一支撑部件2221、第二支撑部件2222、第三支撑部件2223及第四支撑部件2224配合,便于对闭合环状结构的柔性带221张力进行调节。
64.优选地,柔性带221采用耐高温毛毯制成。该柔性带221采用耐高温毛毯材料,不仅原料易得,且耐高温毛毯材料的质地柔软、耐高温性能,可以满足使用要求。
65.需要说明的是,根据上述设计构思,柔性带221还可采用其他耐高温的柔性材料,该材料具有一定挠度且质地柔软,且耐高温,其可耐温温度大于旋转加热构件21的加热温度以上。
66.优选地,旋转加热构件21包括热轧辊211以及用于驱动热轧辊211转动的传动装置212。
67.对于水刺固结单元300:
68.优选地,如图4所示,本技术优选实施方案中,水刺固结单元300的部件包括转鼓31、水刺头32、第二真空抽吸器33、导向辊34。
69.其具体工作原理和工作过程为:经表面热轧单元200处理后的纤维网层600进入水刺固结单元300后,纤维网层600的上表面(即已被热轧固结的一面)贴着转鼓31,水刺头32形成的高压水针作用于纤维网层600的下表面(即纤维较蓬松的一面),通过高压水针的作用,使蓬松的纤维互相缠结,纤维网层600就形成了一张致密、具有一定厚度的无纺布,制得的无纺布通过第二真空抽吸器33除去表面多余的水分,而后由导向辊34输出。
70.需要说明的是,上述转鼓31、水刺头32、第二真空抽吸器33、导向辊34均为水刺固结单元300的现有部件,其构造和连接关系也为现有技术,此处不再累述。根据本技术设计构思,本技术还可以采用其他构造的现有的水刺固结单元300,包括但不限于上述优先方案所提供的水刺固结单元300方案。
71.对于烘干单元400:
72.优选地,如图1所示,本技术提供的该阻菌透气面料生产装置还包括烘干单元400。烘干单元400用于对水刺后的无纺布进行烘干处理,即得阻菌透气面料。
73.水刺后的无纺布进入烘干单元400,完全去除无纺布表面的水分,同时由于聚合物原料属于热塑性材料,加热到一定温度后纤维会软化,再冷却后,水刺缠结的纤维就牢牢的抱合在一起。且烘干单元400烘干温度没有超过聚合物的熔点,纤维不会发生熔融,面料不
会发生硬化,因此,烘干后的无纺布仍能保持水刺无纺布的柔软的特性。
74.需要说明的是:烘干单元400可以选用现有的烘干设备,例如可以选用转鼓31烘干机,也可以选用夹持式烘干机等,本技术说明书不再做特别描述。
75.对于收卷单元500:
76.优选地,如图1所示,本技术提供的该阻菌透气面料生产装置还包括收卷单元500,收卷单元500用于收卷烘干后的无纺布(即阻菌透气面料)。
77.需要说明的是:收卷单元500可以选用现有的收卷机,本技术说明书不再做特别描述。
78.本技术还提供如下实施例和对比例:
79.为了显示本技术的阻菌透气面料生产装置制备得到的无纺布(即阻菌透气面料)的效果。特设置以下实施例和对比例,通过制得的产品相关性能参数的测试对比,来体现本技术提供的阻菌透气面料生产装置的优势。
80.实施例1:
81.采用如图1-4所示的阻菌透气面料生产装置进行制备:
82.(1)通过闪蒸喷丝法形成纤维网层600:
83.高聚物为原料制备纺丝溶液:将质量浓度为15%的聚乙烯切片与质量浓度为85%的溶剂(15%的二氟一氯甲烷(r22)和85%的四氟二氯乙烷(r114)的混合物),同时加入高压反应釜中,升温至180℃。待升温完成后,通入氮气加压至12mpa,同时升温至230℃,搅拌2h,搅拌转速为100r/min。待温度稳定后,高压反应釜内已形成均匀的纺丝溶液。
84.采用如图1-4所示的阻菌透气面料生产装置的优选实施方案对纺丝溶液进行加工,即纺丝溶液经闪蒸纺丝单元100闪蒸喷丝形成65克的纤维网层600。其中,将纺丝溶液从喷头11喷出,喷出气流的速度为12000m/min,纺丝原液迅速挥发,聚合物冷却固化,形成纤维束,纤维束沉降在铺网移动网帘14上,纤维凝聚成网(即纤维网层600),其中,移动网帘14的速度为50m/min,而后纤维网层600经过冷压构件15(冷压辊)压紧,其中,冷压辊的压力为1.5mpa,其温度为20℃。
85.(2)制备得到的纤维网层600引入表面热轧单元200进行加工,纤维网层600先进行表面热轧处理,让其中一面(上表面)的纤维热熔固结形成致密纤维层。
86.其中,旋转加热构件21中热轧辊211的温度为140℃,旋转加热构件21旋转速度为52m/min。柔性带221采用耐高温毛毯。柔性带221的张力控制在1.65
±
0.15mpa之间。
87.(3)将热轧处理的纤维网层600引入水刺固结单元300,用水刺固结单元300加工另外一面(即下表面),形成两面特征不一样的致密材料,即制得水刺后的无纺布。
88.其中,预湿作用的水刺头32的水刺压力为25bar,主水刺头32的水刺压力为80bar,表面整理作用的水刺头32的水刺压力为52bar,水刺转鼓31速度为55m/min。
89.(4)水刺后的无纺布引入烘干单元400进行脱水、低温烘干,得到阻菌透气面料。
90.其中,烘干单元400中烘干温度为105℃,烘干单元400的车数为56m/min,烘干单元400的排气功率设置95%,水刺后的无纺布在烘干单元400停留时间为50秒。
91.对比例1:
92.(1)采用与实施例1相同的纺丝溶液,经闪蒸喷丝形成65克的纤维网层600。其纤维网层600的制备过程和工艺与实施例1一致。
93.(2)制备的得到的纤维网层600用传统的闪蒸纸后处理加工技术:纤维网层600直接经不锈钢辊热轧,形成两面都是纤维热熔粘结的致密的硬挺的类似纸张的无纺布。
94.其中,不锈钢辊热轧工艺为:不锈钢辊的热轧温度为150℃,加压压力为3.0mpa,转速为55m/min。
95.(3)再用专利cn110528216a《一种闪蒸法高密度聚乙烯纸的柔化处理系统及处理工艺》提到的工艺对热轧后进行纤维网层600处理,得到一种柔软的材料。
96.实施例2:
97.采用如图1-4所示的阻菌透气面料生产装置进行制备:
98.(1)通过闪蒸喷丝法形成纤维网层600:
99.高聚物为原料制备纺丝溶液:将质量浓度为18%的聚丙烯切片与质量浓度为82%的溶剂(75%的二氟甲烷(r32)和25%的二氟一氯甲烷(r22)的混合物),同时加入高压反应釜中,升温至200℃。待升温完成后,通入氮气加压至10mpa,同时升温至250℃,搅拌1.5h,搅拌转速为90r/min。待温度稳定后,高压反应釜内已形成均匀的纺丝溶液。
100.采用如图1-4所示的阻菌透气面料生产装置的优选实施方案对纺丝溶液进行加工,即纺丝溶液经闪蒸纺丝单元100闪蒸喷丝形成65克的纤维网层600。其中,将纺丝溶液从喷头11喷出,喷出气流的速度为12000m/min,纺丝原液迅速挥发,聚合物冷却固化,形成纤维束,纤维束沉降在铺网移动网帘14上,纤维凝聚成网(即纤维网层600),其中,移动网帘14的速度为50m/min,而后纤维网层600经过冷压构件15(冷压辊)压紧,其中,冷压辊的压力为1.5mpa,其温度为20℃。
101.(2)制备得到的纤维网层600引入表面热轧单元200进行加工,纤维网层600先进行表面热轧处理,让其中一面(上表面)的纤维热熔固结形成致密纤维层。
102.其中,旋转加热构件21中热轧辊211的温度为175℃,旋转加热构件21旋转速度为52m/min。柔性带221采用耐高温毛毯。柔性带221的张力控制在1.6
±
0.2之间。
103.(3)将热轧处理的纤维网层600引入水刺固结单元300,用水刺固结单元300加工另外一面(即下表面),形成两面特征不一样的致密材料,即制得水刺后的无纺布。
104.其中,预湿作用的水刺头32的水刺压力为25bar,主水刺头32的水刺压力为80bar,表面整理作用的水刺头32的水刺压力为52bar,水刺转鼓31速度为55m/min。
105.(4)水刺后的无纺布引入烘干单元400进行脱水、低温烘干,得到阻菌透气面料。
106.其中,烘干单元400中烘干温度为125℃,烘干单元400的车数为56m/min,烘干单元400的排气功率设置95%,水刺后的无纺布在烘干单元400停留时间为50秒。
107.对比例2:
108.(1)采用与实施例2相同的纺丝溶液,经闪蒸喷丝形成65克的纤维网层600。其纤维网层600的制备过程和工艺与实施例2一致。
109.(2)制备的得到的纤维网层600用传统的闪蒸纸后处理加工技术:纤维网层600直接经不锈钢辊热轧,形成两面都是纤维热熔粘结的致密的硬挺的类似纸张的无纺布。
110.其中,不锈钢辊热轧工艺为:热轧温度为175℃,加压压力为3.5mpa,转速为55m/min。
111.(3)再用专利cn110528216a《一种闪蒸法高密度聚乙烯纸的柔化处理系统及处理工艺》提到的工艺对热轧后进行纤维网层600处理,得到一种柔软的材料。
112.需要说明的是:实施例采用如图1-4所示的优选实施方案所示的阻菌透气面料生产装置制备,具体来说:实施例中的阻菌透气面料生产装置采用一组闪蒸纺丝单元100,一组表面热轧单元200,一组水刺固结单元300,且水刺固结单元300中采用一个转鼓31配三个水刺头32的组合。其中,顺沿纤维网层600移动方向,三个水刺头32依次为预湿作用的水刺头32、主水刺头32和表面整理作用的水刺头32。
113.取实施例和对比例制备得到成品来进行相关性能指标测试,测试结果如下表1所示:
114.表1
[0115][0116]
表1中,悬垂程度:指织物在自重作用下,其自由边界下垂的程度。用悬垂系数f表示,即试样下垂部分的投影面积与其原面积之比的百分率。悬垂系数f百分比越小,说明织物的悬垂程度越好,织物的柔软性也就越好。
[0117]
抗合成血液穿透性的等级为越大越好。
[0118]
表1中,各项性能的测试标准或测试方法为:克重测试参照国标gb/t24218.1-2009。厚度测试参照国标gb/t24218.2-2009。透气率测试参照国标gb/t5453-1997。透湿量测试参照国标gb/t12704-1991。断裂强力测试参照国标gb/t24218.3-2010。撕裂强力测试参照国标gb/t3917.3-2009。剥离强力测试参考标准astm d2724。抗静水压测试参照国标gb/t4744-1997。抗合成血液穿透性测试参照国标gb19082-2009。
[0119]
分析实施例和对比例的结果:
[0120]
实施例1-2中,制备得到的阻菌透气面料,其具有良好机械强度,且悬垂程度好柔软性好,透气性佳,表明其具有良好的穿着舒适性,且其又能保持热粘合一面的防水阻菌性,其满足面料的使用需求。综上,其具有两种特性:所制得的成品既有闪蒸法非织造布的
高强度、高阻水阻菌性,又有优异的穿着舒适性。
[0121]
并且,通过本技术的装置可以实现无纺布成品的一次性加工成型,无需采用多种不同工艺的材料进行复合,也无需增加设备,就能让成品具有两种特性:成品具有柔软的穿着舒适性和优异的防水阻菌性,同时材料的机械强度保持良好,可提高材料的使用寿命。
[0122]
对比例1-2分别与实施例1-2相比,其不仅柔软性有所下降,且其透气率、机械强度以及阻水性能明显下降,难以同本技术制得成品一样同时具有穿着舒适性和优异的防水阻菌性。并且对比例1-2中,面料成品的加工过程中步骤多且工艺复杂。
[0123]
需要说明的是:
[0124]
本文中“克重”指的是:单位面积(m2)材料的重量。
[0125]
本技术制得的成品本身是由闪蒸纺丝直接喷丝形成的,并不是复合而成,表1中的a面和b面,只是为了表示材料两面具有不同的特征。其中a面为阻菌面(即上文上表面),b面为水刺面层,即在使用时接触身体皮肤的一面。
[0126]
除上述图1-4所示的阻菌透气面料生产装置的优选实施方案外,阻菌透气面料生产装置的各组单元的数量可以一个,也可以多个,根据实际生产产线的产量、产品的类型而定。即可以是一个闪蒸纺丝单元100,也可以是多个闪蒸纺丝单元100结合,形成多个纤维网层600的叠合。表面热轧单元200可以一组,也可以多组,多组表面热轧单元200作用于同一纤维表面,以达到不同的表面效果。水刺固结单元300中由于水刺头32和转鼓31配置的灵活性,可以选用一个转鼓31,也可以选用多个转鼓31,每个转鼓31上可以配置一个水刺头32,也可以配置多个水刺头32,水刺头32形成的水针作用于同一纤维表面(即未被表面热轧的一面),以形成最佳的水刺效果。
[0127]
实施例和对比例中纺丝溶液中采用的聚合物溶质为聚乙烯。根据上述设计构思,聚合物可采用现有的一种现有的聚烯烃或多种现有的聚烯烃的组合物,例如线性高密度聚乙烯、线性聚乙烯、低密度聚乙烯、聚丙烯等常规的用于制备闪蒸纺丝的聚合物,包括但不限于实施例提供的聚乙烯。
[0128]
另外,本领域技术人员应当理解,尽管现有技术中存在许多问题,但是,本技术的每个实施例或技术方案可以仅在一个或几个方面进行改进,而不必同时解决现有技术中或者背景技术中列出的全部技术问题。本领域技术人员应当理解,对于一个权利要求中没有提到的内容不应当作为对于该权利要求的限制。
[0129]
尽管本文中较多的使用了诸如闪蒸纺丝单元、表面热轧单元、水刺固结单元等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本技术的本质。把它们解释成任何一种附加的限制都是与本技术精神相违背的。本技术实施例的说明书和权利要求书及上述附图中的术语“第一”、“第二”、等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
[0130]
最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制。尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换。而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
[0131]
另外,本领域技术人员应当理解,尽管现有技术中存在许多问题,但是,本技术的
每个实施例或技术方案可以仅在一个或几个方面进行改进,而不必同时解决现有技术中或者背景技术中列出的全部技术问题。本领域技术人员应当理解,对于一个权利要求中没有提到的内容不应当作为对于该权利要求的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。