1.本发明涉及一种含有聚偏氟乙烯系树脂的树脂膜及其制造方法。尤其是,本发明涉及一种能适合用于与基材的层压的含有聚偏氟乙烯系树脂的树脂膜及其制造方法。
背景技术:
2.含有聚偏氟乙烯系树脂的树脂膜由于耐候性和耐化学品性优异,因此适合用于在汽车的内饰或者外饰、或电器部件等中使用的装饰膜的最外层。装饰膜通常经过对最外层的膜贴合装饰层的工序来制造。作为贴合方法,通常为使用粘接剂的层压和热层压。
3.近年来,以汽车内饰为首正在推进设计的多样化和复杂化,为了不损害颜色和手感,对装饰膜的最外层要求高透明性。因此,开发了用于提高含有聚偏氟乙烯系树脂的树脂膜的透明性的技术。
4.在专利文献1(国际公开第2011/142453号)中,为了提供具备高结晶性、透明性、以及表面平滑性的膜,提出了一种膜,其含有偏氟乙烯系树脂(a)和丙烯酸系树脂(b),至少一面的算术平均粗糙度为0.1~20nm,利用差示扫描量热仪测定的晶体熔化热为18~40j/g,以及雾度值为3.5以下。
5.在专利文献2(日本特开2012-187934号公报)中记载有通过使用含有(甲基)丙烯酸含氟烷基酯成分的氟系(甲基)丙烯酸树脂,成功制作出也能用于车辆内外饰部件用途,透明性、表面硬度、耐化学品性、耐污染性优异的、新型的氟树脂膜。并且,在该文献中具体地公开了一种氟树脂层叠丙烯酸系树脂膜,其为氟树脂膜层层叠于由丙烯酸系树脂(a)形成的膜层的至少一面而成的氟树脂层叠丙烯酸系树脂膜,所述氟树脂膜层为将包含氟系(甲基)丙烯酸树脂(b)的氟树脂(c)成型而成的,所述氟系(甲基)丙烯酸树脂(b)包含(甲基)丙烯酸含氟烷基酯聚合物成分。
6.此外,也已知通过控制偏氟乙烯系树脂的晶型来改善含有偏氟乙烯系树脂的树脂膜的特性的技术。
7.在专利文献3(国际公开第2019/107302号)中公开了一种偏氟乙烯系树脂多层膜,其为在背面层层叠有表面层的包含两层的偏氟乙烯系树脂多层膜,所述表面层含有80质量%以上的偏氟乙烯系树脂和20质量%以下的甲基丙烯酸酯系树脂,所述表面层的结晶度为45%以上,所述偏氟乙烯系树脂的α晶体占全部晶体成分的比率为60%以上,所述表面层的厚度为15μm以上,所述背面层含有90质量%以上的甲基丙烯酸酯系树脂。该膜能在高温、高湿环境下长期抑制由酸雨导致的膜的变色、和由装饰膜所含有的受阻胺系光稳定剂引起的多烯结构生成而导致的膜的变色。
8.现有技术文献
9.专利文献
10.专利文献1:国际公开第2011/142453号
11.专利文献2:日本特开2012-187934号公报
12.专利文献3:国际公开第2019/107302号
技术实现要素:
13.发明所要解决的问题
14.如上所述,装饰膜大多经过对最外层的膜通过热层压贴合装饰层的工序来制作。此外,作为利用装饰膜对汽车内饰用部件进行表面被覆的方法,有膜嵌件成型(film insert molding)、模内成型、真空层压成型等。其中,膜嵌件成型成为主流。膜嵌件成型由于将装饰膜加热来进行预成型,因此与模内成型和真空层压成型相比,具有装饰膜追随更复杂的形状的部件、能实现良好的表面被覆状态的优点。
15.但是,可知在将含有聚偏氟乙烯系树脂的树脂膜用于如热层压和膜嵌件成型这样的伴随加热和冷却的工艺的情况下,存在发生白化而外观变化的问题。在上述的现有技术中对白化的认知不足,从防止白化的观点考虑,含有聚偏氟乙烯系树脂的树脂膜尚有改善的余地。
16.因此,本发明的问题在于,在一个实施方式中提供一种透明性高、即使进行加热和冷却也不易白化的含有聚偏氟乙烯系树脂的树脂膜及其制造方法。
17.用于解决问题的方案
18.本发明人等为了解决上述问题而进行了各种研究,结果发现,控制含有聚偏氟乙烯系树脂的树脂组合物的结晶度和α型晶体的比率,在防止树脂膜的白化方面是有利的,从而完成了以下所举例示出的本发明。
19.[1]一种树脂膜,其由树脂组合物形成,所述树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量份的聚甲基丙烯酸酯系树脂,所述树脂组合物的结晶度为15%~35%,所述树脂组合物中的α型晶体相对于α型晶体和β型晶体的合计质量的比率为0~15质量%,树脂膜的平均厚度为5~200μm,树脂膜的基于jis k7136:2000测定的雾度为20%以下。
[0020]
[2]根据[1]所述的树脂膜,其中,至少一方的表面的基于jis b0601:2001测定的算术平均粗糙度ra为100nm以下。
[0021]
[3]根据[1]或[2]所述的树脂膜,其中,基于jis k7136:2000测定的雾度为5%以下。
[0022]
[4]根据[1]~[3]中任一项所述的树脂膜,其中,基于jis k7375:2008测定的总透光率为90%以上。
[0023]
[5]根据[1]~[4]中任一项所述的树脂膜,其中,以平均升温速度3.5℃/sec在空气中从25℃加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃后的、基于jis k7136:2000测定的雾度值的变化量δ雾度为5%以下。
[0024]
[6]一种树脂膜,其具备表面层和层叠于所述表面层的背面层,所述表面层由树脂组合物形成,该树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量份的聚甲基丙烯酸酯系树脂;所述背面层由树脂组合物形成,该树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有0~30质量份的聚偏氟乙烯系树脂和70~100质量份的聚甲基丙烯酸酯系树脂,构成表面层的树脂组合物的结晶度为15%~35%,构成表面层的树脂组合物中的α型晶体相对于α型晶体和β型晶体的合计质量的比率为0~15质量%,表面层的平均厚度为5~200μm,背面层的平均厚度为5~300μm,树脂膜的基于jis k7136:2000测定的
雾度为20%以下。
[0025]
[7]根据[6]所述的树脂膜,其中,表面层的外表面和背面层的外表面中的至少一方的基于jis b0601:2001测定的算术平均粗糙度ra为100nm以下。
[0026]
[8]根据[6]或[7]所述的树脂膜,其中,基于jis k7136:2000测定的雾度为5%以下。
[0027]
[9]根据[6]~[8]中任一项所述的树脂膜,其中,基于jis k7375:2008测定的总透光率为90%以上。
[0028]
[10]根据[6]~[9]中任一项所述的树脂膜,其中,以平均升温速度3.5℃/sec在空气中从25℃加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃的操作前后,基于jis k7136:2000测定的雾度值的变化量δ雾度为5%以下。
[0029]
[11]根据[6]~[10]中任一项所述的树脂膜,其中,构成背面层的树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有0.1~10质量份的紫外线吸收剂。
[0030]
[12]根据[11]所述的树脂膜,其中,紫外线吸收剂含有三嗪系化合物、苯并三唑系化合物或它们的混合物。
[0031]
[13]根据[6]~[12]中任一项所述的树脂膜,其中,构成背面层的树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有0.1~10质量份的交联(甲基)丙烯酸酯系树脂粒子。
[0032]
[14]根据[1]~[13]中任一项所述的树脂膜,其中,所述树脂膜用于与基材的层压。
[0033]
[15]根据[14]所述的树脂膜,其中,基材的与树脂膜的贴合面的、基于jis z8741:1997测定的60
°
镜面光泽度为100~600,基于jis z8781-4:2013的l*a*b*颜色空间中的受光角15
°
的l*为0~20。
[0034]
[16]根据[1]~[13]中任一项所述的树脂膜,其中,所述树脂膜用于加热成型。
[0035]
[17]一种树脂膜的制造方法,其包括如下工序:在200℃~260℃的温度下,将树脂组合物从t模头熔融挤出成型为平均厚度为5~200μm的膜状的工序;以及在将树脂组合物从t模头的出口挤出后,在6秒钟以内使熔融挤出成型出的膜的至少一方的表面与温度调节为30~50℃的金属辊的表面接触来进行冷却的工序,所述树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量份的聚甲基丙烯酸酯系树脂。
[0036]
[18]一种树脂膜的制造方法,其包括如下工序:在200℃~260℃的温度下,以第一树脂组合物的平均厚度成为5~200μm、第二树脂组合物的平均厚度成为5~300μm的方式,将第一树脂组合物和第二树脂组合物从t模头熔融共挤出成型为膜状的工序;以及在将第一树脂组合物和第二树脂组合物从t模头的出口挤出后,在6秒钟以内使熔融共挤出成型出的膜的至少第一树脂组合物侧的表面与温度调节为30~50℃的金属辊的表面接触来进行冷却的工序,所述第一树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量份的聚甲基丙烯酸酯系树脂,所述第二树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有0~30质量份的聚偏氟乙烯系树脂和70~100质量份的聚甲基丙烯酸酯系树脂。
[0037]
[19]根据[17]或[18]所述的树脂膜的制造方法,其中,金属辊的表面的基于jis b0601:2001测定的算术平均粗糙度ra为100nm以下。
[0038]
发明效果
[0039]
根据本发明的一个实施方式,能得到透明性高、即使进行加热和冷却也不易白化的含有聚偏氟乙烯系树脂的树脂膜。因此,本发明的一个实施方式的树脂膜能适合用于如膜嵌件成型这样的伴随加热和冷却的工艺。该树脂膜可以贴附在基材上使用,例如可以用作装饰膜的最外层。
附图说明
[0040]
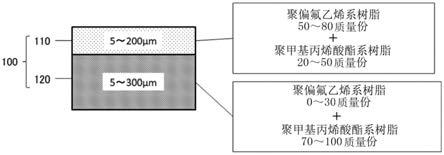
图1是表示本发明的第二实施方式的树脂膜的层叠结构的示意性剖视图。
具体实施方式
[0041]
以下,对本发明的实施方式进行说明。以下说明的实施方式示例性地示出本发明的代表实施方式,并不意图据此将本发明的技术范围解释得较窄。
[0042]
(1.第一实施方式)
[0043]
第一实施方式的树脂膜可以由树脂组合物形成,所述树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量份的聚甲基丙烯酸酯系树脂。
[0044]
该树脂组合物的结晶度在一个实施方式中可以设为15%~35%。通过结晶度的下限为15%以上,优选为20%以上,能示出优异的耐化学品性。此外,通过结晶度的上限为35%以下,优选为30%以下,能抑制α型晶体的总量,因此防止白化的效果变高。
[0045]
在本说明书中,就树脂组合物的结晶度而言,根据基于jis k 7121:2012测定出的光谱,根据熔化峰的积分值计算出晶体熔化焓(j/g),根据(结晶度(%))=(树脂组合物的每单位质量的晶体熔化焓(j/g))/(pvdf的晶体的每单位质量的晶体熔化焓(j/g))
×
100(%)的计算式计算出。其中,设为(pvdf的晶体的每单位质量的晶体熔化焓)=104.6j/g。
[0046]
从防止白化的观点考虑,理想的是,该树脂组合物中的α型晶体相对于α型晶体和β型晶体的合计质量的比率小。具体而言,该比率优选为0~15质量%,更优选为0~10质量%,更优选为0~8质量%,更进一步优选为0~5质量%。
[0047]
在本说明书中,就树脂组合物中的α型晶体相对于α型晶体和β型晶体的合计质量的比率而言,根据由反射法求出的树脂组合物的红外线吸收光谱分别测定α型晶体的特征吸收波数765cm-1
处的吸收强度(峰高度(α))、β型晶体的特征吸收波数840cm-1
处的吸收强度(峰高度(β)),由以下的计算式求出。
[0048]
α型晶体的比率(%)=(α)/((α) (β))
×
100(%)
[0049]
第一实施方式的树脂膜的厚度优选为5~200μm,更优选为5~100μm,更进一步优选为5~40μm,特别优选为10~20μm。当树脂膜为5μm以上时,制膜性提高,并且能提高用作表面层时的保护功能,通过制成200μm以下,白化变得不明显,并且能实现透明性的提高和成本削减。第一实施方式的树脂膜可以由单层形成,也可以由多层形成,理想的是合计平均厚度落入上述的厚度。
[0050]
从提高透明性的观点考虑,第一实施方式的树脂膜的基于jis k7136:2000测定的
雾度优选为20%以下,更优选为10%以下,更进一步优选为5%以下,最优选为2%以下,例如可以设为0.1%~20%的范围。
[0051]
第一实施方式的树脂膜可以具有加热前后的雾度变化小的特征。示例性地可以将以平均升温速度3.5℃/sec在空气中从25℃加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃后的、基于jis k7136:2000测定的雾度值的变化量δ雾度设为5%以下,优选可以设为3%以下,更优选可以设为1%以下,例如可以设为0.5%~5%。当将加热前的雾度值设为雾度b(%),将加热后的雾度值设为雾度a(%)时,δ雾度以δ雾度(%)=|雾度a-雾度b|表示。
[0052]
从提高透明性的观点考虑,第一实施方式的树脂膜的基于jis k7375:2008测定的总透光率优选为80%以上,更优选为85%以上,更进一步优选为90%以上,例如可以设为80%~95%。
[0053]
从提高透明性的观点考虑,第一实施方式的树脂膜的至少一方的表面、优选两面的基于jis b0601:2001测定的算术平均粗糙度ra优选为100nm以下,更优选为90nm以下,例如可以设为70~100nm。
[0054]
就构成第一实施方式的树脂膜的树脂组合物中的聚偏氟乙烯系树脂与聚甲基丙烯酸酯系树脂的混合比而言,相对于两者的合计100质量份,优选为聚偏氟乙烯系树脂:聚甲基丙烯酸酯系树脂=50~80质量份:20~50质量份,更优选为60~75质量份:25~40质量份。当聚偏氟乙烯系树脂相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份为50质量份以上时,能提高耐化学品性、耐候性以及耐污染性等特性。此外,通过在树脂膜中少量含有聚甲基丙烯酸酯系树脂,能防止α型晶体的比率变大,并且在将第一实施方式的树脂膜作为表面层而层叠于后述的背面层来使用时,能提高粘接性和密合性。
[0055]
构成第一实施方式的树脂膜的树脂组合物除了含有聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂以外,也可以在不损害本发明的目的的范围内,适当含有其他树脂、增塑剂、热稳定剂、抗氧化剂、光稳定剂、结晶成核剂、防粘连剂、密封性改良剂、脱模剂、着色剂、颜料、发泡剂、阻燃剂等。然而,构成树脂膜的树脂组合物中的聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计含量通常为80质量%以上,典型为90质量%以上,更典型为95质量%以上,也可以设为100质量%。也可以在构成第一实施方式的树脂膜的树脂组合物中含有紫外线吸收剂,但从成本、渗出(bleed out)的观点考虑,优选不含有紫外线吸收剂。
[0056]
在本说明书中,聚偏氟乙烯系树脂除了指偏氟乙烯的均聚物以外,还指偏氟乙烯和能与偏氟乙烯共聚的单体的共聚物。作为能与偏氟乙烯共聚的单体,例如存在氟乙烯、四氟乙烯、六氟丙烯、六氟异丁烯、三氟氯乙烯、各种氟代烷基乙烯基醚、进而苯乙烯、乙烯、丁二烯、以及丙烯等公知的乙烯基单体等,可以将它们单独或组合两种以上使用。其中,优选选自氟乙烯、四氟乙烯、六氟丙烯以及三氟氯乙烯中的至少一种,更优选六氟丙烯。
[0057]
作为用于得到聚偏氟乙烯系树脂的聚合反应,可列举出自由基聚合、阴离子聚合等公知的聚合反应。此外,作为聚合方法,可列举出悬浮聚合、乳液聚合等公知的聚合方法。根据聚合反应和/或聚合方法,所得到的树脂的结晶度、力学性质等发生变化。
[0058]
聚偏氟乙烯系树脂的熔点的下限优选为150℃以上,更优选为160℃以上。聚偏氟乙烯系树脂的熔点的上限优选为与聚偏氟乙烯(pvdf)的熔点相等的170℃以下。
[0059]
聚甲基丙烯酸酯系树脂的玻璃化转变温度(tg)的下限优选为70℃以上,更优选为
80℃以上。聚甲基丙烯酸酯系树脂的tg的上限优选为120℃以下。
[0060]
聚偏氟乙烯系树脂的熔点和聚甲基丙烯酸酯系树脂的tg可以通过热通量差示扫描量热法(热通量dsc)测定。例如,可以使用bruker axs社制差示扫描量热装置dsc3100sa,根据以样品质量1.5mg,升温速度10℃/分钟从室温加热至200℃时得到的dsc曲线(first run)求出。
[0061]
在本说明书中,聚甲基丙烯酸酯系树脂是指,甲基丙烯酸甲酯等甲基丙烯酸酯的均聚物、甲基丙烯酸酯和能与甲基丙烯酸酯共聚的单体的共聚物,在树脂膜中粒径小于1μm的树脂粒子(包括微细至无法特定粒径的程度的树脂粒子和形成基质相的树脂粒子)。反言之,在树脂膜中粒径为1μm以上的树脂粒子不包含于本说明书中的聚甲基丙烯酸酯系树脂中。树脂粒子的粒径是指,将树脂膜夹持于小型的金属制台钳而固定,使用单刃刀切割成树脂膜的截面变得平滑,在将树脂膜夹持于台钳的状态下,使用共聚焦式激光显微镜(例:keyence社制vk-x110)以放大倍率2000倍观察树脂膜截面时,能包围该树脂粒子的最小圆的直径。
[0062]
作为能与甲基丙烯酸酯共聚的单体,存在丙烯酸丁酯、甲基丙烯酸丁酯、丙烯酸乙酯、甲基丙烯酸乙酯等(甲基)丙烯酸酯类;苯乙烯、α-甲基苯乙烯、对甲基苯乙烯、邻甲基苯乙烯、叔丁基苯乙烯、二乙烯基苯、三苯乙烯等芳香族乙烯基单体;丙烯腈、甲基丙烯腈等氰化乙烯基单体;(甲基)丙烯酸缩水甘油酯等含缩水甘油基的单体;乙酸乙烯酯、丁酸乙烯酯等羧酸乙烯酯系单体;乙烯、丙烯、异丁烯等烯烃系单体;1,3-丁二烯、异戊二烯等二烯系单体;马来酸、马来酸酐、(甲基)丙烯酸等不饱和羧酸系单体;乙烯基甲基酮等烯酮系单体等,可以将它们单独或组合两种以上使用。其中,基于与聚偏氟乙烯系树脂的相容性、膜的强度、以及与背面层的粘接性、密合性的理由,优选甲基丙烯酸甲酯的均聚物、或使以(甲基)丙烯酸甲酯为主体的单体与以甲基丙烯酸丁酯为主体的丙烯酸系橡胶共聚而成的丙烯酸系橡胶改性丙烯酸系共聚物。
[0063]
作为共聚物,可列举出:无规共聚物、接枝共聚物、嵌段共聚物(例如二嵌段共聚物、三嵌段共聚物、梯度共聚物等线性类型;通过先臂后核法或先核后臂法聚合的星型共聚物等)、通过使用了作为具有能聚合的官能团的高分子化合物的大分子单体的聚合而得到的共聚物(大分子单体共聚物)、以及它们的混合物等。其中,从树脂的生产率的观点考虑,优选接枝共聚物和嵌段共聚物。
[0064]
作为用于得到聚甲基丙烯酸酯系树脂的聚合反应,可列举出:自由基聚合、活性自由基聚合、活性阴离子聚合、活性阳离子聚合等公知的聚合反应。此外,作为聚合方法,可列举出:本体聚合、悬浮聚合、乳液聚合、溶液聚合等公知的聚合方法。根据聚合反应和聚合方法,所得到的树脂的力学性质发生变化。
[0065]
第一实施方式的树脂膜示例性地可以通过实施以下的工序来制造。
[0066]
工序1:在200℃~260℃的温度下,将树脂组合物从t模头熔融挤出成型为平均厚度为5~200μm的膜状的工序,所述树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量份的聚甲基丙烯酸酯系树脂。
[0067]
工序2:在将树脂组合物从t模头的出口挤出后,在6秒钟以内使熔融挤出成型出的膜的至少一方的表面与温度调节为30~50℃的金属辊的表面接触来进行冷却的工序。
[0068]
从将树脂组合物中的结晶度控制为适当的范围并且减小α型晶体的比率的观点考虑,理想的是,对在200℃~260℃的温度下从t模头挤出的熔融状态的树脂组合物进行骤冷。具体而言,理想的是,在树脂组合物从t模头的出口挤出为膜状后,在6秒钟以内、优选在4秒钟以内与温度调节为30~50℃、优选温度调节为40~45℃的金属辊的表面接触。α型晶体在140℃附近容易生成和生长,其结果是,通过在该条件下进行骤冷能快速通过140℃附近,因此能有效地抑制α型晶体的生成。作为金属辊表面的温度调节方法,例如可列举出使冷却水等冷却介质在金属辊的内部流通的方法。
[0069]
作为熔融挤出成型的方法,可列举出使用t模头制膜的t模头法和使用吹塑模头的方法。从将金属辊的平滑面转印至膜的观点考虑,更优选的是,冷却时,与金属辊对置地配置橡胶制的接触辊(touch roll),将从模头的出口挤出的熔融状态的树脂组合物在金属辊(铸辊)和接触辊之间夹送。
[0070]
从减小树脂膜的表面粗糙度的观点考虑,理想的是金属辊的表面粗糙度小,进一步理想的是接触辊的表面粗糙度也小。其原因在于金属辊和接触辊的表面粗糙度反映至树脂膜的表面粗糙度。因此,金属辊的表面的基于jis b0601:2001测定的算术平均粗糙度ra优选为100nm以下,更优选为80nm以下,更进一步优选为60nm以下,更进一步优选为40nm以下,更进一步优选20nm以下,例如可以设为10~100nm。接触辊的表面的基于jis b0601:2001测定的算术平均粗糙度ra优选为150nm以下,更优选为120nm以下,例如可以设为100~150nm。
[0071]
(2.第二实施方式)
[0072]
在图1中示出表示第二实施方式的树脂膜100的层叠结构的示意性剖视图。树脂膜100至少依次具备表面层110和层叠于表面层110的背面层120。典型而言,在表面层110与背面层120之间不夹存其他树脂层,而是两者直接接合。
[0073]
从提高透明性的观点考虑,第二实施方式的树脂膜的基于jis k7136:2000测定的雾度优选为20%以下,更优选为10%以下,更进一步优选为5%以下,最优选2%以下,例如可以设为0.1%~20%的范围。
[0074]
第二实施方式的树脂膜可以具有加热前后的雾度变化小的特征。示例性地可以将以平均升温速度3.5℃/sec在空气中从25℃加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃后的、基于jis k7136:2000测定的雾度值的变化量δ雾度设为5%以下,优选可以设为3%以下,更优选可以设为1%以下,例如可以设为0.5%~5%。当将加热前的雾度值设为雾度b(%),将加热后的雾度值设为雾度a(%)时,δ雾度以δ雾度(%)=|雾度a-雾度b|表示。
[0075]
从提高透明性的观点考虑,第二实施方式的树脂膜的基于jis k7375:2008测定的总透光率优选为80%以上,更优选为85%以上,更进一步优选为90%以上,例如可以设为80%~95%。
[0076]
从提高透明性的观点考虑,第二实施方式的树脂膜的表面层的外表面和背面层的外表面中的至少一方、优选两者的基于jis b0601:2001测定的算术平均粗糙度ra优选为100nm以下,更优选为90nm以下,例如可以设为70~100nm。
[0077]
表面层可以由树脂组合物形成,所述树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量
份的聚甲基丙烯酸酯系树脂。关于构成表面层的树脂组合物的实施方式,包括组成、结晶度、α型晶体的比率、厚度、雾度、总透光率在内,应用与构成第一实施方式的树脂膜的树脂组合物的实施方式相同的说明,因此省略其说明。
[0078]
背面层的厚度优选为5~300μm,更优选为5~100μm,更进一步优选为10~75μm,特别优选为25~35μm。当背面层为5μm以上时,制膜性提高,并且能提高后述的热层压时的粘接性,通过制成300μm以下,能实现加热成型性和透明性的提高以及成本削减。背面层可以由单层形成,也可以由多层形成,理想的是,合计平均厚度落入上述的厚度。
[0079]
背面层可以由树脂组合物形成,所述树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有0~30质量份的聚偏氟乙烯系树脂和70~100质量份的聚甲基丙烯酸酯系树脂。
[0080]
就构成背面层的树脂组合物中的聚偏氟乙烯系树脂与聚甲基丙烯酸酯系树脂的混合比而言,相对于两者的合计100质量份,优选为聚偏氟乙烯系树脂:聚甲基丙烯酸酯系树脂=0~30质量份:70~100质量份,更优选为20~30质量份:70~80质量份。当聚甲基丙烯酸酯系树脂相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份为70质量份以上时,能提高与后述的装饰层等其他层的密合性。此外,通过在背面层中少量含有聚偏氟乙烯系树脂,能提高耐候性、与表面层的粘接性、密合性。
[0081]
关于构成背面层的树脂组合物中的聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂各自的种类、熔点以及聚合反应,应用与构成表面层的树脂组合物中的聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂相同的说明,因此省略其说明。
[0082]
构成背面层的树脂组合物中的聚偏氟乙烯系树脂的含量少,因此典型的是在背面层中不生成α型晶体和β型晶体。因此,在背面层中,无需特定结晶度和α型晶体的比率。
[0083]
构成背面层的树脂组合物除了含有聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂以外,也可以在不损害本发明的目的的范围内,适当含有紫外线吸收剂、其他树脂、增塑剂、热稳定剂、抗氧化剂、光稳定剂、结晶成核剂、防粘连剂、密封性改良剂、脱模剂、着色剂、颜料、发泡剂、阻燃剂等。然而,背面层中的聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计含量通常为80质量%以上,典型为90质量%以上,更典型为95质量%以上,也可以设为100质量%。
[0084]
构成背面层的树脂组合物优选含有紫外线吸收剂。通过构成背面层的树脂组合物含有紫外线吸收剂,紫外线被隔绝,能有效地提高耐候性。作为紫外线吸收剂没有限定,可列举出:氢醌系、三嗪系、苯并三唑系、二苯甲酮系、氰基丙烯酸酯系、乙二酸系、受阻胺系、水杨酸衍生物等,可以将它们单独或组合两种以上使用。其中从紫外线隔绝效果的持续性考虑,优选含有三嗪系化合物、苯并三唑系化合物或它们的混合物。
[0085]
构成背面层的树脂组合物中的紫外线吸收剂的含量相对于背面层的聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份优选为0.1~10质量份。通过将构成背面层的树脂组合物中的紫外线吸收剂的含量相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份设为0.1质量份以上,优选设为1质量份以上,更优选设为2质量份以上,能期待耐候性进一步提高的效果,并且能期待紫外线吸收效果,此外,通过将构成背面层的树脂组合物中的紫外线吸收剂的含量相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份设为10质量份以下,更优选设为5质量份以下,能防止紫外线吸收剂
渗出至膜表面,防止与表面层的密合性降低,此外,能实现成本削减。
[0086]
构成背面层的树脂组合物也可以含有交联(甲基)丙烯酸酯系树脂粒子。通过构成背面层的树脂组合物少量含有交联(甲基)丙烯酸酯系树脂粒子,能制作轻微白浊的外观变化小的树脂膜。通过制成刚开始就轻微白浊的树脂膜,能实现更广泛的设计表现。构成背面层的树脂组合物中的交联(甲基)丙烯酸酯系树脂粒子的含量相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份优选为0.1~10质量份。作为交联(甲基)丙烯酸酯系树脂粒子没有限定,可列举出:交联聚甲基丙烯酸甲酯、交联聚甲基丙烯酸乙酯、交联聚甲基丙烯酸正丁酯等,可以将它们单独或组合两种以上使用。其中,从与背面层的折射率之差小的理由考虑,优选含有聚甲基丙烯酸甲酯。
[0087]
在本说明书中,交联(甲基)丙烯酸酯系树脂粒子是指树脂膜中的粒径为1μm以上的粒子。树脂粒子的粒径是指通过上述的方法观察树脂膜时,能包围该树脂粒子的最小圆的直径。因此,即使为交联(甲基)丙烯酸酯系树脂粒子,只要在树脂膜中粒径小于1μm的树脂粒子满足上述的与聚甲基丙烯酸酯系树脂相关的定义,就属于聚甲基丙烯酸酯系树脂。
[0088]
从膜外观和制膜性的观点考虑,树脂膜中的交联(甲基)丙烯酸酯系树脂粒子的算术平均粒径优选为1~4μm,更优选为1.5~3.5μm。
[0089]
表面层与背面层层叠而成的层叠体例如可以通过利用多个挤出成型机,在熔融状态下将多种树脂粘接层叠的熔融共挤出成型法来制造。熔融共挤出成型法存在如下方式:将多种树脂制成片材状态后,在t模头内部的顶端使各层接触而粘接的多歧管模头(multi-manifold die)方式;将多种树脂在合流装置(进料块)内粘接后展开成片状的进料块模头(feed block die)方式;以及将多种树脂成型为片材状态后,在t模头外部的顶端使各层接触而粘接的双槽模头(dual slot die)方式。此外,也可以通过使用圆型模头的吹塑成型法来制造。
[0090]
第二实施方式的树脂膜示例性地可以通过实施以下的工序来制造。
[0091]
工序1:在200℃~260℃的温度下,以第一树脂组合物的平均厚度成为5~200μm、第二树脂组合物的平均厚度成为5~300μm的方式,将第一树脂组合物和第二树脂组合物从t模头熔融共挤出成型为膜状的工序,所述第一树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有50~80质量份的聚偏氟乙烯系树脂和20~50质量份的聚甲基丙烯酸酯系树脂,所述第二树脂组合物相对于聚偏氟乙烯系树脂和聚甲基丙烯酸酯系树脂的合计100质量份含有0~30质量份的聚偏氟乙烯系树脂和70~100质量份的聚甲基丙烯酸酯系树脂。
[0092]
工序2:在将第一树脂组合物和第二树脂组合物从t模头的出口挤出后,在6秒钟以内使熔融共挤出成型出的膜的至少第一树脂组合物侧的表面与温度调节为30~50℃的金属辊的表面接触来进行冷却的工序。
[0093]
从将第一树脂组合物中的结晶度控制为适当的范围并且减小α型晶体的比率的观点考虑,理想的是,对在200℃~260℃的温度下从t模头挤出为膜状的、处于熔融状态的第一树脂组合物和第二树脂组合物的层叠体从第一树脂组合物侧的表面起进行骤冷。具体而言,理想的是,在第一树脂组合物和第二树脂组合物从t模头的出口挤出后,在6秒钟以内、优选在4秒钟以内使熔融共挤出成型出的膜的至少第一树脂组合物侧的表面与温度调节为30~50℃、优选温度调节为40~45℃的金属辊的表面接触。作为金属辊表面的温度调节方
法,例如可列举出使冷却水等冷却介质在金属辊的内部流通的方法。
[0094]
从将平滑面转印至膜的观点考虑,更优选的是,冷却时,与金属辊对置地配置橡胶制的接触辊,将从t模头的出口挤出的、处于熔融状态的第一树脂组合物和第二树脂组合物的层叠体在金属辊和接触辊之间夹送。
[0095]
从减小树脂膜的表面粗糙度的观点考虑,理想的是金属辊的表面粗糙度小,进一步理想的是接触辊的表面粗糙度也小。其原因在于金属辊和接触辊的表面粗糙度反映至树脂膜的表面粗糙度。因此,金属辊的表面的基于jis b0601:2001测定的算术平均粗糙度ra优选为100nm以下,更优选为80nm以下,更进一步优选为60nm以下,更进一步优选为40nm以下,更进一步优选为20nm以下,例如可以设为10~100nm。接触辊的表面的基于jis b0601:2001测定的算术平均粗糙度ra优选为150nm以下,更优选为120nm以下,例如可以设为100~150nm。
[0096]
(3.与基材层叠的树脂膜)
[0097]
也可以分别在第一实施方式和第二实施方式的树脂膜上层叠基材。因此,本发明在一个实施方式中提供一种在第一实施方式的树脂膜的任一面层叠有基材的树脂膜。此外,本发明在另一实施方式中提供一种在第二实施方式的树脂膜的表面层和/或背面层层叠有基材的树脂膜。当层叠有基材的树脂膜的总厚度的平均值为50~1000μm时,在向汽车内饰用部件的粘接的作业性、成本方面是优选的。
[0098]
作为基材,例如可列举出:装饰层、保护层、粘合层、印刷层、金属蒸镀层等层。基材可以单层使用一种,也可以组合两种以上层叠使用。在典型的实施方式中,提供了一种在第二实施方式的树脂膜的背面层层叠有装饰层的树脂膜。此外,在另一典型的实施方式中,提供了一种在第二实施方式的树脂膜的背面层形成印刷层,在印刷层层叠有其他基材(装饰层等)的树脂膜。作为装饰层,例如可以使用丙烯酸系树脂、聚碳酸酯树脂、聚氯乙烯系树脂、聚酯系树脂或以这些树脂为成分的树脂组合物等。此外,装饰层中也可以适当添加颜料等添加剂。
[0099]
此外,第一实施方式和第二实施方式的树脂膜可以与作为装饰层以外的其他层的全同立构或间同立构的聚丙烯、高密度聚乙烯、低密度聚乙烯、聚苯乙烯、聚对苯二甲酸乙二醇酯、乙烯-乙酸乙烯酯共聚物(eva)等的膜进行多层化,也可以进行各种装饰处理,例如纹理(emboss)成型等。
[0100]
如上所述,第一实施方式和第二实施方式的树脂膜可以具有高透明性,也具有不易白化的特性。因此,通过将该树脂膜用于白化容易明显的明度和光泽度高的基材表面,能有效地活用该特性。因此,在优选的一个实施方式中,基材的与树脂膜的贴合面的、基于jis z8741:1997测定的60
°
镜面光泽度为100~600,典型为300~550,基于jis z8781-4:2013的l*a*b*颜色空间中的受光角15
°
的l*为0~20,典型为0~5。
[0101]
作为分别对第一实施方式和第二实施方式的树脂膜层叠基材的方法,例如,可列举出粘接剂层压和热层压。也可以采用其他公知的层压方法。此外,可以使用第一实施方式和第二实施方式的树脂膜进行加热成型。作为加热成型的方法,例如,可列举出在将基材贴合于树脂膜的单面或双面之后,进行真空成型、压空成型(pressure forming)、真空压空成型的方法。
[0102]
作为利用装饰膜对汽车内饰用部件等物品进行表面被覆的方法,例如,可列举出:
膜嵌件成型、模内成型、以及真空层压成型(包括tom成型之类的真空/压空成型)。其中,膜嵌件成型由于将装饰膜加热来进行预成型,因此与模内成型和真空层压成型相比,具有装饰膜追随更复杂的形状的部件、能实现良好的表面被覆状态的优点。膜嵌件成型虽然伴有加热和冷却,但第一实施方式和第二实施方式的树脂膜由于即使进行加热和冷却也不易白化,因此能优选用于膜嵌件成型。
[0103]
实施例
[0104]
以下,基于实施例,与比较例进行对比并对本发明详细地进行说明。
[0105]
<1.单层膜>
[0106]
(1-1.材料)
[0107]
作为聚偏氟乙烯系树脂(pvdf),准备了arkema社制的商品名kynar1000hd(熔点168℃的pvdf均聚物)。
[0108]
作为聚甲基丙烯酸酯系树脂(pmma),准备了住友化学社制的sumipex mgss(tg101℃的聚甲基丙烯酸甲酯)。
[0109]
(1-2.膜制作)
[0110]
根据试验序号,按照表1所记载的组成,通过φ30mm的双螺杆挤出机进行混炼后,得到了各混合物(compound)。使用φ40mm的t模头式单螺杆挤出机将所得到的各混合物熔融挤出成型,利用冷却水在内部流通的金属辊和橡胶制的接触辊夹持挤出的膜状的树脂组合物进行冷却,得到了表1所记载的规定平均厚度的膜。此时,将t模头的出口(模唇(lip))处的树脂组合物的温度固定为210℃,将从t模头的出口挤出后至使膜的一方的表面与金属辊的表面接触的时间固定为4秒钟,使金属辊的表面温度(表中的“金属辊温度”)变化,由此对构成膜的树脂组合物的结晶度和α型晶体的比率进行控制。此外,在比较例6中,通过使接触辊的表面粗糙度变化来使膜的与接触辊的接触面的表面粗糙度变化。
[0111]
(1-3.膜平均厚度)
[0112]
对于在上述的条件下制作出的各膜(宽度方向的长度800mm),使用激光显微镜(keyence社制,vk-x100),以倍率2000倍观察膜的截面,基于两点间距离计测出膜的厚度。对于流动方向(md)的任意1处,在膜宽度方向(td)上以50mm间隔进行17处的测定,将其平均值作为测定值。将结果示于表1。
[0113]
(1-4.表面粗糙度)
[0114]
对于在上述的条件下制作出的各膜,对膜的两面的基于jis b0601:2001的算术平均粗糙度ra进行了测定。算术平均粗糙度ra的测定使用激光显微镜(keyence社制,vk-x100),对膜表面以倍率1000倍来使用。将结果示于表1。需要说明的是,利用接触式的表面粗糙度计(株式会社mitutoyo,sj210)对金属辊表面的基于jis b0601:2001的算术平均粗糙度ra进行了测定,其结果为0.013μm。利用接触式的表面粗糙度计(株式会社mitutoyo,sj210)对接触辊表面的基于jis b0601:2001的算术平均粗糙度ra进行了测定,其结果为0.116μm(不过,比较例6为3.712μm)。
[0115]
(1-5.结晶度)
[0116]
通过上述方法,基于晶体熔化焓对构成在上述的条件下制作出的各膜的树脂组合物的结晶度进行了测定。晶体熔化焓的测定使用dsc(bruker社制,dsc3100sa),在将膜的样品1.5mg密封于铝坩埚内,以10℃/min的升温速度从室温升温至200℃的条件下进行。将结
果示于表1。
[0117]
(1-6.α型晶体比率)
[0118]
对于构成在上述的条件下制作出的各膜的树脂组合物,通过上述方法基于红外线吸收光谱对α型晶体的比率进行了测定。红外线吸收光谱使用jasco社制ft-ir(ft/ir4600),在累积次数64次的条件下进行了测定。将结果示于表1。
[0119]
(1-7.总透光率)
[0120]
对于在上述的条件下制作出的各膜,使用雾度计ndh7000(日本电色工业社制),求出基于jis k7375:2008的总透光率。将结果示于表1。
[0121]
(1-8.雾度)
[0122]
对于在上述的条件下制作出的各膜,使用雾度计ndh7000(日本电色工业社制),对25℃下的基于jis k7136:2000的雾度值(加热前)进行了测定。接着,对于在上述的条件下制作出的各膜,以平均升温速度3.5℃/sec在空气中从25℃加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃。对于经过了该加热和冷却的膜,使用雾度计ndh7000(日本电色工业社制),对基于jis k7136:2000的雾度值(加热后)进行了测定。将结果示于表1。
[0123]
(1-9.耐白化性)
[0124]
对于在上述的条件下制作出的各膜,以平均升温速度3.5℃/sec在空气中加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃。按以下的基准对加热前后的膜的白化状态进行了目视评价。将结果示于表1。
[0125]
〇:
……
无法确认到白化。
[0126]
×
:
……
能确认到白化。
[0127]
(1-10.耐化学品性1)
[0128]
将在上述的条件下制作出的各膜切成10cm见方,将5g的化学品(防晒霜,商品名:neutrogena ultra sheer spf45)涂于金属辊的表面所接触的一侧的膜表面,在55℃下静置4小时后擦去,进行了外观确认。评价按以下的基准进行。将结果示于表1。
[0129]
◎
:无外观变化。
[0130]
○
:稍微残留化学品的附着痕迹、或稍微有褶皱。
[0131]
×
:膜白浊、或大幅变形。
[0132]
(1-11.耐化学品性2)
[0133]
向在上述的条件下制作出的各膜的、金属辊的表面所接触的一侧的表面滴加0.2ml的化学品(发动机油,商品名:honda ultra u),在室温下静置1.5小时后擦去,然后进一步在80℃下静置3小时后进行了外观确认。评价按以下的基准进行。将结果示于表1。
[0134]
◎
:无外观变化。
[0135]
○
:稍微残留化学品的附着痕迹、或稍微有褶皱。
[0136]
×
:膜白浊、或大幅变形。
[0137]
(1-12.制膜性)
[0138]
按以下的基准对在上述的条件下制作出的各膜的制膜性进行了评价。将结果示于表1。
[0139]
◎
:完全没有问题。
[0140]
○
:膜的韧性不足而卷绕不良。
[0141]
×
:由于产生膜的穿孔、断裂因此难以制膜。
[0142]
[表1-1]
[0143][0144]
[表1-2]
[0145]
(续表1)
[0146][0147]
<2.层叠膜>
[0148]
(2-1.材料)
[0149]
·
表面层用
[0150]
作为聚偏氟乙烯系树脂(pvdf),准备了arkema社制的商品名kynar1000hd(熔点168℃的pvdf均聚物)。
[0151]
作为聚甲基丙烯酸酯系树脂,准备了住友化学社制的商品名sumipex mgss(tg101℃的聚甲基丙烯酸甲酯)。
[0152]
·
背面层用
[0153]
作为聚偏氟乙烯系树脂(pvdf),准备了arkema社制的商品名kynar 720(偏氟乙烯的均聚物,熔点169℃)。
[0154]
作为聚甲基丙烯酸酯系树脂,准备了包含三菱化学社制的商品名hipet hbs000丙烯酸丁酯(n-ba)和甲基丙烯酸丁酯(bma)的橡胶成分的聚甲基丙烯酸酯系树脂。
[0155]
作为三嗪系紫外线吸收剂,准备了basf社制的商品名tinuvin1600。
[0156]
作为交联丙烯酸酯系微粒,准备了aica工业社制的商品名gm-0105(体积中值粒径:2μm)。用作原料的交联(甲基)丙烯酸酯系树脂粒子的体积中值粒径是指,通过激光衍射/散射法测定而求出的体积基准的累积粒径分布曲线的50体积%粒径。需要说明的是,在该粒子中实质上不存在小于1μm的粒径的粒子,因此在原料中配合的总量可以视为在树脂膜中构成交联(甲基)丙烯酸酯系树脂粒子。
[0157]
(2-2.膜制作)
[0158]
根据试验序号,按照表2所记载的组成,通过φ30mm的双螺杆挤出机进行混炼后,得到了表面层用混合物和背面层用混合物。使用两台φ40mm的单螺杆挤出机和顶端装配有进料块和t模头的进料块方式的t模头式多层挤出机,对表面层用混合物和背面层用混合物进行熔融共挤出成型,利用冷却水在内部流通的金属辊和橡胶制的接触辊夹持挤出的膜状的树脂组合物进行冷却,得到了表2所记载的规定平均厚度的膜。此时,将t模头的出口(模唇)处的树脂组合物的温度固定为210℃,将从t模头的出口挤出后至使膜的表面层侧的表面与金属辊(不过,比较例12为接触辊)的表面接触的时间固定为4秒钟,使金属辊的表面温度(表中的“金属辊温度”)变化,由此对构成膜的表面层的树脂组合物的结晶度和α型晶体的比率进行控制。此外,对于比较例12,通过使接触辊的表面粗糙度变化来使膜的与接触辊的接触面(表面层侧)的表面粗糙度变化。对于比较例13,通过使接触辊的表面粗糙度变化来使膜的与接触辊的接触面(背面层侧)的表面粗糙度变化。
[0159]
(2-3.膜平均厚度)
[0160]
对于在上述的条件下制作出的各膜(宽度方向的长度800mm),使用激光显微镜(keyence社制,vk-x100),以倍率2000倍观察膜的截面,基于两点间距离计测出表面层和背面层的厚度。对于流动方向(md)的任意1处,在膜宽度方向(td)上以50mm间隔进行17处的测定,将其平均值作为测定值。将结果示于表2。
[0161]
(2-4.表面粗糙度)
[0162]
对于在上述的条件下制作出的各膜,对膜的两面的基于jis b0601:2001的算术平均粗糙度ra进行了测定。算术平均粗糙度ra的测定使用激光显微镜(keyence社制,vk-x100),以倍率2000倍的条件使用。将结果示于表2。需要说明的是,利用接触式的表面粗糙度计(株式会社mitutoyo,sj210)对金属辊表面的基于jis b0601:2001的算术平均粗糙度ra进行了测定,其结果为0.013μm。利用接触式的表面粗糙度计(株式会社mitutoyo,sj210)对接触辊表面的基于jis b0601:2001的算术平均粗糙度ra进行了测定,其结果为0.116μm(不过,比较例12为3.712μm)。
[0163]
(2-5.结晶度)
[0164]
通过上述方法,基于晶体熔化焓对构成在上述的条件下制作出的各膜的表面层的树脂组合物的结晶度进行了测定。晶体熔化焓的测定使用dsc(bruker社制,dsc3100sa),在将膜的样品1.5mg密封于铝坩埚内,以10℃/min的升温速度从室温升温至200℃的条件下进
行。将结果示于表2。需要说明的是,下层含有较多聚甲基丙烯酸酯系树脂,因此不结晶化。因此,即使在层叠膜的状态下进行测定,所得到的晶体的熔化熵实质上也仅对表层的晶体进行了评价。
[0165]
(2-6.α型晶体比率)
[0166]
对于构成在上述的条件下制作出的各膜的表面层的树脂组合物,通过上述方法基于红外线吸收光谱对α型晶体的比率进行了测定。红外线吸收光谱使用jasco社制ft-ir(ft/ir4600),在累积次数64次的条件下进行了测定。将结果示于表2。
[0167]
(2-7.总透光率)
[0168]
对于在上述的条件下制作出的各膜,使用雾度计ndh7000(日本电色工业社制),求出基于jis k7375:2008的总透光率。将结果示于表2。
[0169]
(2-8.雾度)
[0170]
对于在上述的条件下制作出的各膜,使用雾度计ndh7000(日本电色工业社制),对25℃下的基于jis k7136:2000的雾度值(加热前)进行了测定。接着,对于在上述的条件下制作出的各膜,以平均升温速度3.5℃/sec在空气中从25℃加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃。对于经过了该加热和冷却的膜,使用雾度计ndh7000(日本电色工业社制),对基于jis k7136:2000的雾度值(加热后)进行了测定。将结果示于表2。
[0171]
(2-9.耐白化性)
[0172]
对于在上述的条件下制作出的各膜,以平均升温速度3.5℃/sec在空气中加热至170℃,达到170℃后在1秒钟以内置于25℃的温度环境下,在空气中放冷至25℃。按以下的基准对加热前后的膜的白化状态进行了目视评价。将结果示于表2。
[0173]
〇:
……
无法确认到白化。
[0174]
×
:
……
能确认到白化。
[0175]
(2-10.耐化学品性1)
[0176]
将在上述的条件下制作出的各膜切成10cm见方,将5g的化学品(防晒霜,商品名:neutrogena ultra sheer spf45)涂于金属辊的表面所接触的一侧的膜表面(即、表面层的表面),在55℃下静置4小时后擦去,进行了外观确认。评价按以下的基准进行。将结果示于表2。
[0177]
◎
:无外观变化。
[0178]
○
:稍微残留化学品的附着痕迹、或稍微有褶皱。
[0179]
×
:膜白浊、或大幅变形。
[0180]
(2-11.耐化学品性2)
[0181]
向在上述的条件下制作出的各膜的、金属辊的表面所接触的一侧的表面(即、表面层的表面)滴加0.2ml的化学品(发动机油,商品名:honda ultra u),在室温下静置1.5小时后擦去,然后进一步在80℃下静置3小时后进行了外观确认。评价按以下的基准进行。将结果示于表2。
[0182]
◎
:无外观变化。
[0183]
○
:稍微残留化学品的附着痕迹、或稍微有褶皱。
[0184]
×
:膜白浊、或大幅变形。
[0185]
(2-12.紫外线吸收剂的渗出)
[0186]
对于在上述的条件下制作出的各膜,将暴露于-30℃
×
7h
→
23℃
×
1h
→
80℃
×
15h
→
23℃
×
1h的环境下设为一个循环,进行了合计四个循环的冷热循环试验。冷热循环试验后,利用激光显微镜,以倍率2000倍对紫外线吸收剂是否渗出至背面层的表面进行了观察。将结果示于表2。
[0187]
○
:无渗出。
[0188]
×
:有渗出。
[0189]
(2-13.制膜性)
[0190]
按以下的基准,基于在上述的条件下制作出的各膜的外观,对制膜性进行了评价。将结果示于表2。
[0191]
◎
:完全没有问题。
[0192]
○
:虽然稍微产生穿孔等但能制膜。
[0193]
×
:由于产生显著的穿孔、膜的断裂而难以制膜。
[0194]
(2-14.与白色聚氯乙烯膜的剥离强度)
[0195]
从在上述的条件下制作出的各膜的背面层侧,以辊温度140℃、线速度0.5m/min热层压至白色聚氯乙烯膜(kyowa leather社制)。将所得到的层叠有基材的膜切成10mm宽度,使用strograph(东洋精机社制,strograph ve10),进行了在与宽度方向正交的方向上以50mm/min的速度将膜从白色聚氯乙烯膜剥离的180
°
剥离试验。将此时的剥离强度的最大值作为测定值。将结果示于表2。
[0196]
<考察>
[0197]
在实施例1~16中,构成树脂膜的树脂组合物的组成、结晶度、α型晶体的比率、平均厚度、雾度均优选,因此得到了透明性高、即使进行加热和冷却也不易白化的树脂膜。此外,耐化学品性也优异。需要说明的是,在实施例15中,通过在背面层中添加了交联丙烯酸酯系微粒,背面层的外表面的表面粗糙度与其他实施例相比略大。在实施例16中,由于背面层的pvdf的比率上升,紫外线吸收剂的相容性变差,观察到紫外线吸收剂的渗出。
[0198]
在比较例1、2、8、9中,构成树脂膜的树脂组合物的组成不合适,因此α型晶体的比率变大,产生了由于加热导致的白化。
[0199]
在比较例3、10中,由于树脂膜的平均厚度过薄,难以制膜。
[0200]
在比较例4、11中,由于树脂膜的平均厚度过厚,确认到白化。
[0201]
在比较例5中,构成树脂膜的树脂组合物的组成不合适,因此构成树脂膜的树脂组合物的结晶度不上升,耐化学品性差。
[0202]
在比较例6中,树脂膜的与接触辊的接触面的表面粗糙度大,透明性变得不充分。
[0203]
在比较例12中,树脂膜的表面层的外表面的表面粗糙度大,透明性变得不充分。
[0204]
在比较例7、14中,冷却时的金属辊的温度高,因此α型晶体的比率变高,产生白化。
[0205]
在比较例13中,由于交联丙烯酸酯系微粒的添加量过多、以及背面层的外表面的表面粗糙度大,因此透明性变得不充分。
[0206]
[表2-1]
[0207][0208]
[表2-2]
[0209]
(续表2)
[0210][0211]
[表2-3]
[0212]
(续表2)
[0213][0214]
附图标记说明
[0215]
100:树脂膜;110:表面层;120:背面层。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。