1.本发明涉及量子信息与通讯技术领域,特别是一种利用激光直写光刻机制作约瑟夫森结的方法。
背景技术:
2.约瑟夫森效应最早是以英国物理学家布赖恩
·
约瑟夫森命名,这位物理学家在1962年提出了弱连结上的电流与电压关系式。直流约瑟夫森效应在1962年之前已经在实验中被发现,但是当时被认为是“超短路”(super-shorts)或者是绝缘层的破损导致超导体之间电子的传递。第一篇宣称发现约瑟夫森效应的实验论文是由菲利普
·
安德森和约翰
·
罗威尔所发表。
3.约瑟夫森效应是一种横跨约瑟夫森结的超电流现象,是宏观量子效应的一种体现。由于其具有的非线性使其具有了十分广泛的应用。一是零压超流现象,一是如同半导体pn结一样在有限电压下的高度非线性,约瑟夫森结的非线性特性也可用来制作非线性器件。约瑟夫森结由二个互相微弱连接的超导体组成,而这个微弱连结有几种主流的结构,一是超导体
–
绝缘体
–
超导体接面,组成的隧道结(简称s-i-s),二是微桥型若连接,可弱化接触点超导性的狭窄部分(简称s-s-s),和点接触式的结。
4.结的发展从一开始的高温超导结,到低温超导结,一般实验室所采用的便是利用用铝制备的低温超导隧道结。
5.最基本的约瑟夫森结非线性器件是超导混频器。该类混频器具有高度非线性、噪声低、工作频带宽等特点。约瑟夫森结混频器多采用外本振荡混频方式,由微波发生器产生的本振讯号与入射的微波讯号一起加于约瑟夫森结上,再给约瑟夫森结加适当的直流偏置电流和本振功率,就可得到变频效率高、噪声温度低的混频效果。另外利用非线性的特点还可制作超导振荡器、超导参量器件。
6.如图1所示,图1为现有的利用掩模版进行紫外曝光机的光刻技术的示意图,在衬底上分别先后匀上底层负胶,和顶层正胶。特制的掩模版上能达亚毫米到1-2μm尺寸的薄膜图形、采用光刻方法,最常用的技术如下:在一个用光刻胶覆盖的衬底上通过一高分辨率和高反差的照相底版(光掩模)进行接触印刷(或“阴影印刷”)。未被掩膜版图形遮盖的上层光刻胶便因光照而变质,利用显影液冲洗可将变质的上层胶和对应位置的下层胶去除。留下有着特定结构的双层胶结构;而该技术具有以下缺点:
①
掩模版与被光刻样品采用的是硬接触的方式贴合,这样可能会对双层光刻胶结构产生影响;
②
紫外曝光的精度低,在曝光1-2um的细小结构时很不稳定,且曝光长线条时线条边缘不够平整,影响最终的器件质量;
③
套刻精度太差。
7.如图2所示,图2为现有的电子束曝光的示意图,使用电子束在表面上制造图样的工艺,是光刻技术的延伸应用。光刻技术的精度受到光子在波长尺度上的散射影响。使用的光波长越短,光刻能够达到的精度越高。根据德布罗意的物质波理论,电子是一种波长极短的波。这样,电子束曝光的精度可以达到纳米量级,从而为制作纳米线提供了很有用的工
具。电子束曝光的基本结构,从上往下依次为:电子枪(高分辨率的热场发射,配有高压,电子束的能量通常在10~100kev)、电子枪准直系统(对电子枪发出的电子束进行较直)、电磁透镜(与光学透镜类似,聚焦电子束)、消像散器(调节聚焦像散,减少误差)、偏转器、物镜、光阑(改变电子束流)、电子探测器、工作台以及真空泵(离子泵、分子泵、机械泵);而该技术具有以下缺点:
①
设备价格异常高昂;
②
制作同尺寸的样品时耗时极长,工序复杂;
③
对环境和附属设备的稳定性要求极高。
8.约瑟夫森结是目前提出的量子计算机的最核心、最基础的元件之一,若要大力发展未来的量子计算领域,便少不了一套高效、稳定且可靠的约瑟夫森结制造工艺流程,其中最为关键的光刻胶曝光的环节有两种主流的工艺各,紫外曝光和电子束曝光,但两种方法都有各自的缺点。
技术实现要素:
9.本发明针对现有技术各自的缺点,本发明的目的是提供一种利用激光直写光刻机制作约瑟夫森结的方法,对比前两者工艺流程,在价格方面,激光直写光刻机虽比紫外曝光略高,却远低于电子束曝光的设备成本;在光刻精度方面,对比紫外曝光提升显著,能够达到1um及以下的曝光精度;在工艺流程方面,对比电子束曝光操作简单,制作样品耗时短,且对实验环境的要求不如电子束曝光那样苛刻。
10.为实现上述目的,本发明采用的技术方案是:一种利用激光直写光刻机制作约瑟夫森结的方法,包括以下步骤:
11.步骤1、设计需光刻的样品版图;
12.步骤2、在镀好铝膜的硅片衬底上用匀胶机匀上上层胶后用烘胶台进行烘干;将匀好胶的衬底放置与光刻机的样品平台之上,将待光刻文件的样品版图导入光刻机的系统之中,设置好光刻参数、使镜头对焦后便进行图形的自动光刻;
13.步骤3、使用正胶显影液对光刻好的衬底进行显影后再刻蚀出用于连接结区的外围电路,显影时被光刻照到的上层胶便会被去除掉,从而露出下面的铝以便刻蚀;
14.步骤4、利用丙酮溶液去掉剩余的光刻胶,然后再在衬底上分别先后匀上底层负胶用烘胶台进行烘干以及顶层正胶后用烘胶台进行烘干,利用套刻工艺在上次显影及刻蚀留出的空白区域进行二次光刻显影,形成有刀刃桥的双层胶结构;
15.步骤5、将样品放入真空镀膜腔室,通入氦气对离子进行加速后再对样品进行轰击,打掉铝表面的氧化层,以便之后对结区镀膜时和周围电路连接;用电子束融化蒸发铝料进行镀膜,前后分别进行两次对称的斜角度镀膜,并在中途通入氧气氧化,便可以在桥区下方两次镀膜交叠的区域形成铝-氧化铝-铝(s-i-s)的三层结构,形成约瑟夫森结。
16.作为本发明的进一步改进,还包括以下步骤:
17.步骤6、将制作于衬底上的样品用划片机划切分离,并去胶清洗后便可将其封装于样品盒内进行测试。
18.作为本发明的进一步改进,在步骤4中,所述底层负胶选用lor10b光刻胶,匀胶时,其预转速为500r/min-700r/min,匀胶时间为6s-10s,二次加速旋转时,其转速为3000r/min-5000r/min,匀胶时间为50s-56s,烘胶台的烘烤温度为140℃-180℃,烘烤时间为2min-4min;所述顶层正胶选用rzj390p光刻胶,匀胶时,其预转速为500r/min-700r/min,匀胶时
间为6s-10s,二次加速旋转时,其转速为5000r/min-7000r/min,匀胶时间为50s-56s,烘胶台的烘烤温度为80℃-120℃,烘烤时间为1min-2min。
19.作为本发明的进一步改进,在步骤3中选用铝刻蚀液进行刻蚀,刻蚀时间为5min-6min。
20.作为本发明的进一步改进,在步骤3和步骤4中的显影时间均为10s-20s。
21.作为本发明的进一步改进,在步骤5中,真空镀膜腔室的真空度小于等于5e-5
pa,用电子束融化蒸发铝料进行镀膜时逐步增加电子枪束流,直到640ma,镀膜速率为0.3埃/秒-0.7埃/秒,两次对称的斜角度镀膜的倾角分别为
±
54
°
,使用动态氧化,不断通入氧气,保持气压为2.0pa-2.4pa,持续氧化1h-4h。
22.作为本发明的进一步改进,在步骤1中,所述样品版图为利用l-edit软件进行设计并导出对应光刻机的.gds文件。
23.本发明的有益效果是:
24.本发明光刻显影后的线宽稳定,能够做到0.5微米的线宽,在做密集复杂图形时也能成功做出,对于做结所需要的刀刃桥悬空结构能够稳定呈现,且桥宽可控,使得做出的约瑟夫森结的各项性能参数稳定可控。
附图说明
25.图1为现有的利用掩模版进行紫外曝光机的光刻技术的示意图;
26.图2为现有的电子束曝光的示意图;
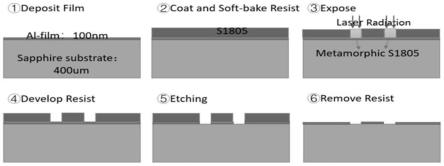
27.图3为本发明实施例制作的约瑟夫森结第一次光刻、显影、刻蚀的流程示意图;
28.图4为本发明实施例制作的约瑟夫森结第一次光刻、显影、刻蚀后的结构示意图;
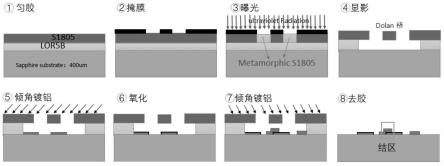
29.图5为本发明实施例制作的约瑟夫森结第二次光刻、显影、刻蚀的流程示意图;
30.图6为本发明实施例制作的约瑟夫森结匀上底层负胶和顶层正胶后双层胶结区的结构示意图;
31.图7为本发明实施例中图6中的双层胶结区显影后的刀刃桥结构的结构示意图;
32.图8为本发明实施例中制作出的约瑟夫森单节的结构示意图;
33.图9为本发明实施例中制作出的约瑟夫森结的squid(并联的)的结构示意图;
34.图10为本发明实施例中制作的约瑟夫森结测试的i-v曲线图;
35.图11为本发明实施例中制作的约瑟夫森结的跳变电流分布图;
36.图12为本发明实施例中制作的约瑟夫森结的squid(并联的)在不同外界磁通输入时的跳变电流变化曲线图。
具体实施方式
37.下面结合附图对本发明的实施例进行详细说明。
38.实施例
39.如图3-图12所示,一种基于激光直写光刻机制备光子晶体的方法,主要包括样品版图设计、光刻显影、利用电子束蒸发镀膜、样品划切并去胶,具体步骤如下:
40.1、需光刻的样品版图的设计可利用l-edit软件进行设计并导出对应光刻机的.gds文件;
41.2、再如图3所示,在已镀好铝膜硅片衬底上用匀胶机匀上上层胶后用烘胶台进行烘干,冷却后将匀好胶的衬底放置与光刻机的样品平台之上,将待光刻文件导入光刻机的系统之中,设置好光刻参数、使镜头对焦后便进行图形的自动光刻;
42.3、使用正胶显影液对光刻好的衬底进行显影后再用铝刻蚀液刻蚀出用于连接结区的外围电路,显影时被光刻照到的光刻胶便会被去除掉,从而露出铝便于刻蚀;图4为第一次光刻、显影、刻蚀之后的样品,白色的为铝带,黑色的为高阻硅衬底,其中正中空出来的位置便是要第二次光刻形成结区的地方;
43.4、再如图5和图6所示,第二次光刻在衬底上分别先后匀上底层负胶和顶层正胶,利用套刻工艺在上次显影及刻蚀留出的空白区域进行二次光刻显影,形成如图7所示的有刀刃桥的双层胶结构。
44.底层负胶选用lor10b光刻胶,匀胶时,其预转速为600r/min,匀胶时间为8s,二次加速旋转时,其正式转速为4000r/min,匀胶时间为53s,烘胶台的烘烤温度为160℃,烘烤时间为3min;顶层正胶选用rzj390p光刻胶,匀胶时,其预转速为600r/min,匀胶时间为8s,二次加速旋转时,其正式转速为6000r/min,匀胶时间为53s,烘胶台的烘烤温度为100℃,烘烤时间为1.5min。
45.5、将样品放入真空镀膜腔室,通入氦气对离子进行加速后再对样品进行轰击,打掉铝表面的氧化层,以便之后对结区镀膜时和周围电路连接;用电子束融化蒸发铝料进行镀膜,前后分别进行两次对称的斜角度镀膜,并在中途通入氧气氧化,便可以在桥区下方两次镀膜交叠的区域形成铝-氧化铝-铝(s-i-s)的三层结构,形成如图8或图9所示的约瑟夫森结;其中,图8为制作出的约瑟夫森单节的结构示意图;图9为制作出的约瑟夫森结的squid(并联的)的结构示意图。
46.镀膜时,腔室的真空度一般为5e-5
pa或者更低,使用电子束蒸发镀膜时,融料时逐步增加电子枪束流,直到为640ma左右,实际镀膜速率为0.3-0.7埃/秒。两次镀膜的倾角分别为
±
54
°
,使用动态氧化,不断通入氧气,保持气压为2.2pa左右,根据所需要的不同电阻,持续氧化1-4小时。
47.6、最后将制作于衬底上的样品用划片机划切分离,并去胶清洗后便可将其封装于样品盒内进行测试。
48.如图10-图12所示,本实施例对比电子束曝光与掩模版工艺的紫外曝光,提出了利用激光直写光刻机来进行约瑟夫森结制作的光刻工艺。对比前两者工艺流程,在价格方面,激光直写光刻机虽比紫外曝光略高,却远低于电子束曝光的设备成本;在光刻精度方面,对比紫外曝光提升显著,能够达到1um及一下的曝光精度;在工艺流程方面,对比电子束曝光操作简单,制作样品耗时短,且对实验环境的要求不如电子束曝光那样苛刻。
49.以上所述实施例仅表达了本发明的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。