1.本发明涉及切割体毛,诸如多日胡须的胡须硬茬。更具体地,本发明涉及一种用于电动剃刀和/或修剪器的切割器系统,其包括各自具有至少一行切割齿并且能够相对于彼此移动的一对梳状切割元件,其中该切割元件中的一个切割元件具有悬于另一个切割元件的齿尖之上的增厚且倒圆的齿尖。本发明还涉及一种制造此类切割器系统的方法以及设置有此类切割器系统的电动剃刀和/或修剪器。
背景技术:
2.电动剃刀和修剪器利用各种机构来提供毛发切割功能。一些电动剃刀包括与可相对于其活动的底切割器配合的穿孔剪切金属薄片,以便切割进入剪切金属薄片中的穿孔的毛发。此类剪切金属薄片型剃刀通常每天使用以提供干净的剃刮,其中短胡须硬茬在皮肤表面处立即被切割。
3.另一方面,包括一对配合梳状切割元件的其他切割器系统通常用于切割由于例如与皮肤成非常小的角度或从非常有弹性的皮肤上生长而难以切割的较长胡须硬茬或问题毛发,该对配合梳状切割元件具有相对于彼此往复运动或旋转的多个梳状或斜面状切割齿。取决于驱动运动的类型,此类梳状或斜面状切割元件的齿通常基本上平行于彼此或基本上径向地突出,并且可切割进入切割齿之间的间隙中的毛发,其中当配合元件的切割齿闭合指状切割齿之间的间隙并越过彼此时,以剪刀状方式实现切割或剪切。
4.用于较长毛发的此类切割器系统可被整合进电动剃刀或修剪器中,它们同时可设置有前述剪切金属薄片切割器。例如,梳状切割元件可例如布置在一对剪切金属薄片切割器之间,或者可布置在单独的可延伸长毛发切割器处。另一方面,还存在仅设置有此类梳状切割元件的电动剃刀或修剪器或定型设备。
5.例如,ep 24 25 938 b1示出了具有整合在剪切金属薄片切割器之间的一对长毛发修剪器的剃刀。此外,ep 27 47 958 b1公开了具有布置在剃刀头的相对两侧处的两行配合切割齿的毛发修剪器,其中上梳状切割元件的切割齿设置有悬于下切割元件的齿尖之上的倒圆且增厚的齿尖,以便防止突出的齿尖刺入到皮肤中并防止刺激皮肤。类似的切割器系统示于us 2017/0050326 a1中,其中在此类切割器系统中,下梳状切割元件是固定的并且上梳状切割元件是可活动的。
6.此外,cn 206 287 174 u公开了一种具有一对配合梳状切割元件的胡须修剪器,其中每个梳状切割元件设置有两行突出切割齿,其中限定皮肤接触表面的上切割元件具有设置有悬于下切割元件的齿之上的增厚且倒圆的齿尖的切割齿。该增厚且倒圆的齿尖远离皮肤接触表面弯曲并且不朝向皮肤接触表面突出,以便使皮肤实际上直接接触切割齿的主要部分以切割靠近皮肤表面的胡须硬茬。
7.此类胡须硬茬修剪器需要解决非常不同且发散的功能要求和性能问题,诸如贴面性、彻底性、切割位置的良好可见性、效率和令人愉悦的皮肤感觉、良好的人体工程学和处理。贴面性是指短的或非常短的剩余硬茬,而粗糙度是指较少遗漏的毛发,尤其是在诸如颈
部的问题区域中。效率是指足以实现所需修剪结果的更少且更快的行程。令人愉悦的皮肤感觉取决于个体使用者,但通常包括较少的切口、割伤或磨损形式的刺激以及在皮肤上更好的滑动。在定型或切边轮廓的情况下,切割位置的可见性是尤其重要的,以例如以1mm量级的局部精度实现毛发去除。
8.同时满足此类各种性能问题相当困难。例如,如ep 27 47 958 b1中所示的具有增厚端部部分的倒圆齿尖可以防止皮肤刺激,但不允许更侵袭性、更贴面的剃刮。另一方面,如us 2017/0050326 a1中所示在上驱动梳处具有相对尖锐的齿尖的切割器系统可以实现贴面性,但是不能用于切割具有基本上垂直于皮肤表面的突出齿的轮廓而不引起皮肤刺激。
技术实现要素:
9.本发明的一个目的是提供一种避免了现有技术的至少一个缺点和/或进一步发展现有的解决方案的改进的切割器系统。本发明的一个更具体的目的是提供较长硬茬和毛发的贴面和彻底切割,包括对切边轮廓的良好控制,同时避免皮肤刺激。本发明的另一个目的是对配合切割齿的可靠且干净的切割动作以避免牵拉和拉扯毛发,而不牺牲切割元件之间的低摩擦、切割齿的低温和低能耗,从而不牺牲长能量储存寿命。
10.根据一方面,通过悬伸齿尖的两步倒圆部,切割动作的贴面性和彻底性可与令人愉悦的皮肤感觉相结合,从而避免皮肤刺激,该两步倒圆包括球形或水滴形或珍珠形增厚部以及将增厚部连接到主齿部分并远离主齿部分的皮肤接触表面弯折或弯曲的弯折或弯曲齿部分。凹形或变平凹陷部在齿的皮肤接触侧上形成在增厚部与弯折或弯曲齿部分之间的过渡区段中。即使在使用较小尺寸的增厚部和/或倒圆轮廓时,除了在最外尖端部分处提供基本上球形或水滴形的增厚部之外,使齿远离皮肤接触表面弯折也可靠地防止了皮肤刺破和皮肤刺激,但是仍然允许切割动作的贴面性和彻底性。更具体地,基本上球形的增厚部可形成最外尖端部分,其中与增厚部相邻的更向内定位的尖端部分可远离主齿部分的皮肤表面弯折。该更向内定位的尖端部分仍是齿尖的一部分,但还不是增厚部的部分,并且可具有基本上平坦的板状构型,其厚度与切割齿的内部部分或主要部分相当或相同。在该上下文和以下上下文中的术语“弯折”意指靠近尖端的齿的轮廓是弯曲的,并且仅任选地但不是必须地还可以指弯折尖端区域以便产生弯曲或弯折形状的过程。
11.根据另一方面,倒圆悬伸齿尖可包括复合增厚部,该复合增厚部包括围绕内芯的外壳、外壳和内芯由不同材料制成。特别地,外壳可由金属制成,而内芯可由非金属或聚合物材料制成,以便实现具有高耐磨性和抗撕裂性的轻质、刚性齿尖结构。
12.从参考附图和可能的示例的以下描述中,这些和其它优点变得更加明显。
附图说明
13.图1a-图1b:电动胡须修剪器的透视图,该电动胡须修剪器包括具有相对于彼此往复运动的一对配合的梳状切割元件的切割系统,其中局部视图(a)示出电动胡须修剪器的前侧,并且局部视图(b)示出正在下巴上工作的胡须修剪器,
14.图2:胡须修剪器的剖视图,示出配合的梳状切割元件和用于驱动切割元件的驱动系统,
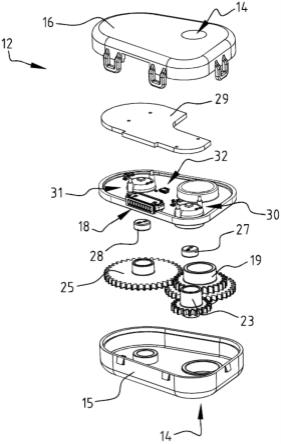
15.图3:切割器系统的透视图,该切割器系统包括一对配合的梳状切割元件和用于相对于彼此支撑切割元件的支撑结构,
16.图4a-图4c:与待剃刮的皮肤接触的切割器系统的剖视图,示出不对称行的配合切割齿,其在切割器头的相对侧上并且彼此形状不同以便在沿着待剃刮的皮肤移动切割器系统时实现不同的皮肤接触和皮肤波动,其中局部放大视图a和b示出两行切割齿的齿尖的不同构型,
17.图5a-图5b:具有倒圆且增厚的齿尖的上切割元件的齿的侧视图和顶视图,其中视图(a)示出倒圆部和增厚部的侧视图,而视图(b)示出在其间具有间隙的一对齿的顶视图,
18.图6:类似于图4a的切割器系统的剖视图,其中切割器头的相对侧上的两行配合齿的齿尖远离皮肤接触表面弯折并且仅突出到与皮肤接触表面相对的侧面,
19.图7a-图7d:根据不同使用选项的齿尖与待剃刮的皮肤的接合的剖视图,其中视图(a)示出处于叉模式的用于贴面切割的平滑构造的齿尖,视图(b)示出处于斜面模式的平滑构造的齿尖,视图(c)示出在叉模式中使用的用于彻底切割的侵袭性构造的齿尖,并且视图(d)示出处于斜面模式的视图(c)的侵袭性构造的齿尖,
20.图8a-图8g:以不同组装/分解视图示出包括配合切割元件的切割器系统,其中视图(a)以透视图示出组装好的切割系统,视图(b)示出切割器系统的分解视图,示出了支撑元件和上切割元件之间的间隔件以限定用于接收夹置的切割元件的间隙,视图(c)示出切割系统的部分分解图,其中间隔件被附接到支撑元件,并且视图(d)示出部分分解视图,示出与间隔件组装在一起的夹置的切割元件,视图(e)示出具有倒圆和/或倾斜边缘的齿的皮肤接触表面的部分透视图,视图(f)示出具有倒圆和/或倾斜边缘的齿的皮肤接触表面的顶视图,并且视图(g)示出在齿的不同长度部分处截取的齿的皮肤接触表面的边缘的倒圆部和/或倾斜部的两个剖视图,如在部分视图8f中指示的,以示出沿着齿纵向轴线变化的齿截面,
21.图9a-图9c:示出了配合切割齿的部分的透视图,以示出悬于夹置的切割元件的切割齿之上的上切割元件的倒圆、增厚的齿尖,并且示出将夹置的切割元件紧密地保持在上切割元件处的支撑元件,所述支撑元件具有波形或齿形边缘轮廓,
22.图10a-图10c:支撑结构的剖视图,该支撑结构包括用于限定接收夹置的切割元件的间隙的间隔件,该间隙比夹置的切割元件略厚,
23.图11a-图11b:包括弹簧装置的另选支撑结构的剖视图,该弹簧装置将夹置的切割元件推向上切割元件以最小化配合齿之间的间隙,
24.图12a-图12b:在每行配合齿中具有不同地构造的齿的切割器系统的皮肤接触表面上的顶视图,其中部分视图(a)示出在这些行配合齿的中间区段中具有更侵袭性地构造的齿并且在这些行的相对端部区段中具有较少侵袭性地构造的齿以补偿朝向端部区段增加的皮肤接触压力的示例,并且部分视图(b)示出在这些行的端部区段中具有更侵袭性地构造的齿并且在这些行的中间区段中具有较少侵袭性地构造的齿以补偿朝向中间区段增加的皮肤压力的示例,
25.图13a-图13c:沿着一行齿变化的齿构型与皮肤接触压力之间的关系,其中部分视图(a)示出与使用者的皮肤接合的一行配合齿行的齿尖上的前视图,部分视图(b)示出皮肤接触压力和齿上作用于其的压力,用于皮肤的不同部分接触一行齿的不同区段,并且部分
视图(c)示出皮肤接触压力从该行齿的中心朝向其侧向端部增加,
26.图14a-图14b:类似于图13a的沿着齿行变化的皮肤接触压力和齿构型,其中部分视图(a)示出具有基本上平坦或平面的皮肤接触表面的切割器系统,其中皮肤接触压力从中心朝向齿行的侧向端部部分增加,并且部分视图(b)示出具有凸形皮肤接触表面的切割器系统,其中皮肤接触压力朝向齿行的侧向端部部分减小,
27.图15a-图15c:具有复合齿尖的齿的透视图,该复合齿尖具有被外层围绕的填料,并且
28.图16a-图16c:具有与相对于其进行往复运动的齿配合的复合齿尖的齿的透视图。
具体实施方式
29.为了将切割动作的贴面性和彻底性与针对皮肤刺激的良好保护相结合,悬伸齿尖可被设置有两步倒圆部,该两步倒圆部包括球形或水滴形或珍珠形增厚部以及将增厚部连接到对应齿的主要部分并远离主齿部分的皮肤接触表面弯折或弯曲的弯折或弯曲部分,其中略微凹陷部可形成在球形或珍珠形增厚部与弯折或弯曲部分之间的过渡区段中。这样的双倒圆构型包括增厚部的倒圆部,并且增厚部附接到其的相邻齿部分的弯曲或弯折构型可将切割动作的贴面性和彻底性与令人愉悦的皮肤感觉相结合,从而避免皮肤刺激。更具体地,即使在增厚部具有较小轮廓时,除了在最外尖端部分处提供基本上球形以及因此圆形的增厚部之外,使齿远离皮肤接触表面弯折也可靠地防止了皮肤刺破和皮肤刺激,另一方面,这有助于实现贴面性和彻底性。
30.两步倒圆部和/或弯曲部可包括在两个倒圆部分之间的凹形区段,更具体地在球形或珍珠形增厚部与相邻弯曲部分之间的凹形区段。考虑到在齿的端部部分的皮肤接触表面上的切线,该切线一方面接触球形或珍珠形增厚部,并且另一方面接触凸形弯曲部分,其中在假想切线的两个接触点之间,前述凹形区段与切线形成间隙。换句话说,增厚部与弯折或弯曲部分之间的过渡区段包括在齿的皮肤接触侧上的一些松弛部和/或凹痕和/或变平部。增厚部和弯折或弯曲部分基本上形成凸形皮肤接触表面,而增厚部和弯曲部分之间的过渡区段形成变平或凹形皮肤接触表面。
31.更具体地,基本上球形的增厚部可形成最外尖端部分,其中相邻的更向内定位的尖端部分可远离主齿部分的皮肤接触表面弯曲。该更向内定位的尖端部分仍是齿尖的一部分,但还不是增厚部的部分,并且可具有基本上平坦的板状构型,其厚度与切割齿的内部部分或主要部分相当或相同。
32.由于另一个配合齿闭合间隙并穿过,提供切割动作的切割齿的内部或主要部分可以具有基本上细长的板状构型,该构型具有由齿主体的纵向边缘形成的至少基本上平行的切割边缘。在这样的平行六面体状齿主要部分的尖端处,可以附接基本上球形的增厚部,从而形成齿的尖端。
33.特别地,当切割器系统以斜面模式以及以叉模式使用时,两步倒圆部提供了极佳的切割性能。当以叉模式使用时,即,齿(其主齿部分基本上平行于和/或和/或相切于和/或接触皮肤)有助于将皮肤波动保持为小的,当沿着皮肤表面滑动切割器系统时产生该皮肤波动。由于邻近增厚部的齿尖部分远离皮肤接触表面弯折,增厚部和皮肤之间的摩擦可减小。另一方面,当以斜面模式使用切割器系统时,即,定位切割齿,使其纵向轴线基本垂直于
皮肤,基本上球形的增厚部沿着皮肤表面引导一对切割元件并实现基本柔软的切割程序。
34.将球形增厚部连接到齿的主要部分的弯折齿部分可被构造成具有小于400μm的曲率半径或弯曲半径。更具体地,弯折齿部分的弯曲半径可在200μm至400μm或250μm至350μm的范围内。
35.增厚部的直径可在300μm至550μm或350μm至500μm范围内。
36.为了给使用者在一方面更侵袭性、更贴面的切割动作和另一方面不太强烈、更令人愉悦的皮肤感觉之间的选择,切割器系统提供两行分开的配合齿,它们在齿的增厚和/或倒圆的齿尖的形状和/或尺寸和/或定位方面彼此不同。因此,使用第一行配合切割齿可以提供更侵袭性、更贴面的切割动作,而使用第二行切割齿可以提供不太强烈、更令人愉悦的皮肤感觉齿尖的构型,特别是其曲率和增厚部的构型,可以显著地影响切割性能,并允许使用者在贴面性、彻底性、柔软的皮肤感觉和效率之间进行选择。由于至少两行配合齿具有被构造成侵袭性不同的齿尖,因此切割器系统的通用性显著增加。
37.更具体地,多行配合齿可在齿尖的高度方面彼此不同,该高度至少部分地由增厚部相对于齿的主要部分的位置及其尺寸和形状限定。在一行处,增厚部可以仅突出到与皮肤接触表面相对的一侧,这可例如通过将附接了尖端增厚部的齿部分远离皮肤接触表面弯折或弯曲并且/或者以偏心方式(特别是稍微偏离皮肤接触表面)将增厚部附接到齿的主要部分而实现。另一方面,在第二行配合齿处,齿尖处的增厚部可以突出到齿的两侧,即,突出到皮肤接触表面并且突出到与其相对的侧面。
38.以更一般的方式,可以实现切割齿行的不对称设计,因为比起另一行切割齿处的悬伸齿尖,一行切割齿处的悬伸齿尖从切割齿的主要部分的皮肤接触表面朝向待接触的皮肤突出更远。除此之外或替代地,比起一行切割齿的悬伸齿尖,在另一行切割齿处的悬伸齿尖可以更远离切割齿的主要部分的皮肤接触表面定位。
39.为了实现对下梳状切割元件或底切割器的齿尖的刺穿的一种保护,上切割元件可具有悬于下切割元件的齿尖之上并且朝向下切割元件的齿定位在其中的平面突出的齿尖,使得上切割元件的增厚的齿尖形成一种阻挡件,该阻挡件防止下切割元件的齿尖刺入皮肤中。更具体地,上切割元件的悬伸齿尖可被增厚和/或弯曲,使得悬伸齿尖延伸到另一个切割元件的齿尖定位在其中的平面中和/或超出平面。因此,当沿基本平行于突出齿的纵向轴线的方向观察切割元件的齿尖时,另一个切割元件的齿尖隐藏在另一个切割元件的悬伸齿尖的后面。
40.不对称行的配合齿可以在具有悬伸的增厚和/或弯曲的齿尖的齿的高度上不同。齿的高度可以基本上垂直于齿的主要部分的皮肤接触表面和/或垂直于齿的纵向轴线来测量,并且可以包括尖端处的增厚部的轮廓以及齿的主要部分的上轮廓和/或下轮廓。当增厚部远离皮肤接触表面突出并且/或者齿远离皮肤接触表面弯曲时,高度可以从增厚部的最低点跨越到限定其皮肤接触表面的齿的主要部分的上表面。
41.此类高度可能因行而异。更具体地,在一行处,具有悬伸齿尖的切割齿的高度可以在300μm至600μm或350μm至550μm的范围内,而另一行处的高度可以在200μm至500μm或250μm至450μm的范围内。
42.更一般地,当切割系统平行于皮肤施加时,即在齿主要部分的皮肤接触表面接触皮肤或平行于待剃刮的皮肤时,在200μm与550μm之间的高度可以消除穿透的风险。
43.前述增厚部分可被成形为球形或至少类似于球体,诸如水滴形状或珍珠形状,其中直径(在水滴形状或珍珠形状的情况下,最小直径)可以在250μm至600μm或300μm至550μm或350μm至450μm的范围内。
44.为了给出多行配合齿不对称构型,在一行处的悬伸齿尖的增厚部可以具有在350μm至550μm范围内的直径,而在另一行处的齿尖的增厚部的直径可以在250μm至450μm的范围内。
45.当切割器系统像斜面一样使用,且配合齿基本上垂直于待剃刮的皮肤延伸时,使直立的、不往复运动或不转动的切割元件的增厚的和/或倒圆的齿尖具有足够长的悬伸部以防止另一个切割元件的往复运动或旋转齿接触和刺激皮肤可能是有帮助的。限定悬伸齿尖的突起的长度超过另一个切割元件的齿尖的这样的悬伸长度可以在400μm至800μm或400μm至600μm的范围内。
46.为了允许贴面切割,齿可以具有相当减小的厚度并且/或者齿的厚度可被调整到成对的相邻切割齿之间的间隙。通常,当切割器系统被压靠在待剃刮的皮肤上时,待剃刮的皮肤凸出。更具体地,皮肤可以凸出到切割齿之间的间隙中,该间隙使与齿主体接触的皮肤凹陷或产生凹痕。由于皮肤的这种凸出效果,在提供切割动作的齿的主要部分处具有50μm至150μm或30μm至180μm范围内的齿厚度可能是有利的。除此之外或替代地,相邻切割齿之间的间隙的宽度可以具有在150μm至550μm或200μm至500μm范围内的间隙宽度。除此之外或替代地,齿的宽度可以在200μm至600μm或250μm至550μm范围内。
47.具有不同侵袭性的多行齿可以定位在切割器头的相对侧上和/或可以看到相反方向,即可以朝向相反方向打开,以便在将切割器头移动到相反方向上时允许毛发进入齿之间的间隙。
48.更具体地,切割器系统可限定皮肤接触表面,该皮肤接触表面相对于切割装置的细长柄部的纵向轴线以锐角倾斜,使得皮肤接触表面的一侧朝向柄部的前侧向下倾斜,而皮肤接触表面的相对侧实质上朝向柄部的后侧。柄部的前侧可包括例如用于接通和关断驱动单元的操作按钮并且/或者可包括适于拇指抓握柄部的表面轮廓或部分。切割器系统的皮肤接触表面可以形成附接到柄部的一个端部的一种单斜顶部。然而,皮肤接触表面不必是平坦的或平面的,其中当皮肤接触表面是凸形的和/或凹形的时,与皮肤接触表面相切的平面可以相对于柄部的纵向轴线具有前述倾斜。具有更侵袭性构型的一行齿可布置在单斜顶部的下侧处,即在皮肤接触表面的朝向柄部的前侧向下倾斜的侧面处,而被构造成侵袭性较小的一行齿可布置在相对侧处,即在单斜顶部的上侧或朝向柄部的后侧上升的侧面处。通常,当皮肤接触表面倾斜以朝向柄部的前侧向下倾斜时,在向下倾斜侧面处的皮肤接触压力低于上升侧面处的皮肤接触压力。因此,在具有较低皮肤接触压力的向下倾斜侧面处的更具侵袭性的齿可以实现有效的毛发切割并且捕捉困难的毛发而没有皮肤刺激,因为低皮肤接触压力在某种程度上是通过增加齿构型的侵袭性来补偿的。另一方面,在皮肤接触表面的相对的上升侧面处的侵袭性较小的齿可以补偿较高的皮肤接触压力,并避免皮肤刺激。
49.根据另一方面,齿的侵袭性也可以在同一行配合切割齿内改变。更具体地,一行的中间区段中的切割齿在齿尖的形状和/或尺寸和/或位置方面可以不同于行的端部区段中的切割齿,以便提供不同水平的侵袭性。更具体地,在相对高的皮肤接触压力的区段中,齿
可被构造成提供减小的侵袭性,而布置在具有相对低的皮肤接触压力的区段中的齿可被构造成提供更高水平的侵袭性。
50.由于切割器系统的皮肤接触表面的轮廓,皮肤接触压力可以改变。例如,当切割器系统的皮肤接触表面基本上平坦和/或基本上平面和/或略微凹形时,皮肤接触压力可朝向皮肤接触表面的侧向端部部分增加。侧向端部部分意指切割齿相对于彼此的往复移动的方向上的端部部分。为了实现均匀的切割而不管此类变化的皮肤接触压力,定位在具有较低皮肤接触压力的中间区段中的齿可被构造成具有较高侵袭性,这可通过倒圆齿尖的较小直径和/或远离皮肤接触表面的较小曲率来实现。另一方面,定位在具有较高皮肤接触压力的端部区段中的齿可被构造成提供减少的侵袭性,这可通过倒圆齿尖的增加直径和/或远离皮肤接触表面的较大曲率来实现。
51.根据另一方面,当在平行于配合齿相对于彼此的往复移动的方向且垂直于皮肤接触表面的横截面平面中观察时,切割器系统的皮肤接触表面可具有凸形轮廓。换句话说,切割器系统的皮肤接触表面可向下倾斜或者可以远离皮肤朝向侧向端部部分弯曲,齿朝向该侧向端部部分往复运动。由于皮肤接触表面的这种凸形轮廓,皮肤接触压力可以从切割器系统的中心区段朝向其端部部分减小。为了补偿这种变化的皮肤接触压力,侧向端部区段中的齿可被构造成具有增加的侵袭性,而中间区段中的齿可被构造成侵袭性较小。
52.在具有前述不同构型和不同侵袭性的行中具有三组或四组或五组齿可能是足够的。另一方面,一行的齿的构型可以从该行齿的中心到其端部部分逐步地或连续地改变,其中该构型的改变可以提供相对于该行齿的中心基本上对称的齿构型的分布。更具体地,齿侵袭性可从行的中心朝向其端部区段中的每个端部区段逐步地或连续地改变。
53.另一种不对称轮廓可设置在每个齿或至少一组齿的皮肤接触表面的侧边缘处。更具体地,可以具有指状形状的齿具有皮肤接触表面,该皮肤接触表面可具有倒圆和/或倾斜边缘,其中倒圆和/或倾斜的程度或水平可沿着齿的纵向轴线变化。
54.更具体地,比起在中间区段和/或靠近齿尖的突出齿区段处的倒圆和/或倾斜,皮肤接触表面边缘的倒圆和/或倾斜在齿的基部区段或根部区段处可能更显著和/或更大。通常,皮肤接触压力朝向齿的基部区段或根部区段减小,因此齿的皮肤接触表面的边缘的增加的倒圆和/或倾斜可允许皮肤充分凸出到齿之间的间隙中,尽管皮肤接触压力降低。因此,可以在切割齿的整个长度上实现有效的毛发切割和贴面性。
55.齿的皮肤接触表面的边缘的倒圆和/或倾斜还可沿着一行齿的长度变化,使得在该行的中间区段中,齿的皮肤接触表面的边缘的倒圆和/或倾斜可以不同于在一行齿的端部区段中的齿的皮肤接触表面的倒圆和/或倾斜。特别地,在皮肤接触压力较低的行的区段中,倒圆和/或倾斜可以更大和/或更显著,而倒圆和/或倾斜在皮肤接触压力较高的区段中可能较小。
56.为了实现轻质,但仍然是刚性的抵抗磨损和撕裂的齿尖结构,齿尖可具有复合增厚部,该复合增厚部包括围绕内芯的外壳,壳和芯由不同材料制成。
57.切割器系统可设置有悬伸的倒圆齿尖,其可包括复合增厚部,该复合增厚部可包括围绕内芯的外壳、壳和芯由不同材料制成。
58.壳可由金属制成,并且芯可由非金属材料制成。
59.外壳可在其三个侧面处围绕内芯,其中内芯可以是未覆盖的并且从面向相邻齿的
两个相对侧面是可见的。
60.外壳可以是板形的并且弯曲超过100
°
或超过150
°
,特别是u形的。
61.外壳可具有三个开放侧面,其中第一开放侧面和第二开放侧面可以彼此相对并面向相邻齿,并且第三开放侧面可以面向另一个切割元件的齿尖。
62.内芯的直径或厚度可在外壳的壁厚度的50%至250%或75%至125%范围内。
63.根据另一方面,梳状切割元件可以通过在齿尖处形成增厚部分之前围绕平行于一行齿的轴线弯折齿来制造。
64.梳状切割元件可以通过使用不同的处理技术来制造。更具体地,包括齿和其间的间隙的带齿切割边缘可以通过加边和/或电化学机械加工和/或脉冲电化学机械加工来形成。除此之外或替代地,齿和/或其间的间隙可以通过电抛光或电磨光来形成,以便从切割元件主体移除材料,从而通过调平微峰和谷来减小表面粗糙度以改善表面光洁度。切割元件可以浸没在电解质浴中,并且可以连接到功率源的端子,以将电流传递到切割元件,其中表面上的金属可被氧化并溶解在电解质中。此外,除此之外或替代地,冲压和/或研磨可用于形成切割元件。
65.除此之外或替代地,齿尖处的基本上球形的增厚部可通过激光熔化形成。除此之外或替代地,冲压和/或压印和/或注射模制和/或浸渍和/或涂覆可用于形成增厚部。
66.基本上,配合切割元件中的每一个可被驱动。然而,为了将便利的驱动系统与安全且柔软的切割动作组合,具有皮肤接触表面和/或悬伸齿尖的上切割元件或外切割元件可为直立的和/或可为非往复式的且不旋转的,而可为夹置的切割元件的下切割元件可往复运动或旋转振荡。
67.如从图1可见,切割器系统3可为可附接到剃刀和/或修剪器1的柄部100的切割器头2的一部分。更具体地,剃刀和/或修剪器1可包括细长柄部100,该细长柄部容纳电子和/或电动部件诸如控制单元、电动驱动马达或磁驱动马达以及用于将马达的驱动动作传输到在切割器头2处的切割器系统的传动系,该切割器头2可定位在细长柄部100的一个端部处,参见图1。
68.包括一对配合切割元件4和5的切割器系统3可以是切割器头2的唯一切割器系统,如图1所示示例的情况一样。另一方面,切割器系统3可结合到具有其他切割器系统诸如剪切金属薄片切割器的剃刀头2中,其中例如,具有至少一行配合切割齿6、7的切割器系统3可定位在一对剪切金属薄片切割器之间,或者在替代方案中,可定位在此类剪切金属薄片切割器的前面。
69.如图1所示,切割器系统3可包括细长行的切割齿6和7,它们可相对于彼此沿线性路径往复运动,以便通过闭合齿之间的间隙并越过彼此来实现切割动作。另一方面,切割器系统3还可包括沿圆圈对齐和/或径向布置的切割齿6和7。此类旋转切割元件4和5可具有基本上径向突出的切割齿6和7,其中切割元件4和5可被驱动以相对于彼此旋转和/或相对于彼此旋转振荡。当旋转和/或旋转振荡、循环地闭合和重新打开相邻齿之间的间隙并且像剪刀一样越过彼此时,切割动作基本上类似于往复式切割元件,如径向延伸的齿。
70.如图2所示,驱动系统可包括马达,该马达的轴可使偏心驱动销旋转,该偏心驱动销被接纳在驱动器18的槽状轮廓之间,该驱动器连接到切割元件4中的一个,该切割元件由于旋转偏心驱动销与驱动器18的轮廓的接合而引起往复运动。
71.如图3、图8和图10所示,配合切割元件4和5基本上可具有(至少大致)板形构型,其中每个切割元件4和5包括两行切割齿6和7,这两行切割齿可布置在板状切割元件4和5的相对纵向侧处,参见图8b和图10a。切割元件4和5被支撑和定位成使它们的平坦侧面彼此叠置。更具体地讲,切割元件4和5的切割齿6和7像剪刀的刀片一样彼此背对背接触。
72.为了将切割元件4和5相对于彼此支撑在所述位置,但仍然允许齿相对于彼此进行往复移动,切割元件5夹置在另一个切割元件4和支撑结构14之间,该支撑结构可包括框架状或板状支撑元件17,该支撑元件可刚性地连接到上或外切割元件4,以在其间限定间隙16,在该间隙16中,夹置的切割元件5被可移动地接收。
73.如从图8b、图8c和图8d可见,间隔件15容纳在支撑元件17与上切割元件4之间,以便精确地限定所述间隙16的宽度或厚度。间隔件15可以是板形的,以精确地调整支撑元件17与切割元件4之间的距离。
74.更具体地,间隔件15可位于间隙16的中心,使得在一方面,间隙16是环形的并且/或者围绕间隔件15,并且在另一方面,由于间隔件15的中心位置,在所有侧面处控制切割元件4和支撑元件17之间的距离。
75.夹置的切割元件5可包括凹槽19,该凹槽可形成为从切割元件5的一侧延伸到另一侧的通孔,并且其中可以接收所述间隔件15。轮廓,特别是内圆周轮廓和/或凹槽19的边缘可以适于间隔件15的外轮廓,使得切割元件5在往复运动时沿着间隔件15引导。更具体地,间隔件15的宽度可以基本上对应于凹槽19的宽度,使得切割元件5可以沿着间隔件15的纵向侧边缘滑动。细长间隔件15的纵向轴线与切割元件5的往复轴线同轴,参见图8d。
76.可以是板形的或形成为在平面中延伸的框架的支撑元件17具有基本上与待支撑的切割元件5相当的尺寸和轮廓,如从图8b可见,支撑元件17可具有基本上矩形的、板状的形状,从而沿着切割齿7的这两行10和11沿线或条支撑切割元件5,而支撑元件17可具有也支撑切割元件5的齿7的至少一部分的尺寸和轮廓和/或构型。在替代方案中,支撑元件17可至少延伸到齿7的根部。
77.如从图9a和图9b可见,沿着一行齿7延伸的支撑元件17的边缘本身可以具有波形或齿状构型,其间具有突起和间隙。突起20在它们能够支撑齿7的位置处朝向齿7的尖端延伸。由于包括突起20之间的间隙的支撑元件17的边缘的带齿构型,即使当切割器系统用作斜面时,毛发也可以正确地进入配合齿之间的间隙中。然而,突起20为齿7提供更好的支撑以抵抗偏转。
78.支撑元件17与切割元件4刚性地保持在预先确定的距离处,使得其间的间隙16精确地具有期望的厚度。这是通过前述间隔件15实现的,其厚度完全限定间隙16的厚度。
79.为了避免不期望的摩擦和热量产生,但仍然保持齿6和7彼此足够接近以实现毛发的可靠切割,间隔件15可以具有略大于夹置切割元件5的厚度的厚度,其中间隔件15的厚度超过切割元件5的厚度的量小于通常毛发的直径。更具体地,间隔件15的宽度可比夹置的切割元件5的厚度大在20μm至40μm范围内的量。
80.支撑元件17、间隔件15和切割元件4可例如通过卡扣配合轮廓刚性地彼此连接,以允许改变切割元件4。在替代方案中,也可以进行不可释放的紧固,诸如焊接或胶合。
81.例如,切割元件4可以例如通过端部部分21在支撑元件17的相对端部处刚性地固定在该支撑元件处,该端部部分可以形成具有倒圆和/或倒角轮廓的侧向保护元件以用于
软皮肤接合。除了经由间隔件15的固定之外,或者作为其替代,可以提供在端部部分处的这种固定。
82.如从图11a和图11b可见,支撑结构14还可包括弹簧装置22,该弹簧装置可以将切割元件5推到切割元件4上,以便避免配合齿6与7之间的任何间隙。这样的弹簧装置21可被设置在支撑结构14与下部或底部切割元件5之间,以便将切割元件5压到切割元件4上。
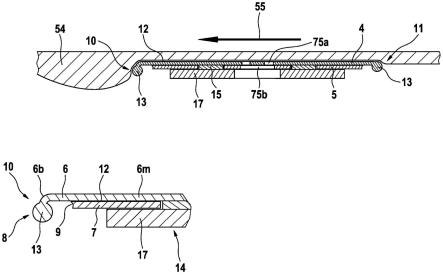
83.如从图4、图5和图6可见,外切割元件4的齿6与配合切割元件5的切割齿7重叠,其中此类重叠齿6的齿尖8可以设置有基本上球形的增厚部13,另外参见图9,其示出这样的增厚部13。
84.除了形成齿6的最外齿尖的此类增厚部13之外,切割元件4的齿6可被设置有将增厚部13连接到主齿部分6m的弯折部分6b,该主齿部分形成齿的切割部分,因为这样的主齿部分6m形成刀片,该刀片在打开和闭合梳状的突出的成对齿之间的间隙方面与另一个切割元件5的齿7配合并且彼此越过以实现对进入突出齿之间的空间中的毛发的剪切。
85.此类弯折部分6b远离切割元件4的切割齿6的皮肤接触表面12弯曲,其中此类弯曲部分6b的弯曲半径r可在例如200μm至400μm的范围内。弯折轴线可平行于往复轴线和/或平行于布置有配合齿6、7的行10、11的纵向延伸部延伸。
86.如从图5a可见,弯曲部分6b与增厚部13之间的过渡部分可以形成轻微凹陷或凹形部分,因为增厚部13可以进一步从弯折部分6m突出并且可具有不同的曲率半径r(其在增厚部是球形形状时是球形半径)。
87.弯折部分6b可以在10
°
至45
°
、或15
°
至30
°
、或10
°
至90
°
、或15
°
至180
°
的弯折角α上延伸,参见图5a。
88.齿尖8处的基本上球形的增厚部13可具有在300μm至550μm或350μm至500μm范围内的直径。
89.如在垂直于皮肤接触表面12的方向上测量的,包括增厚部13和齿主要部分6m的整个轮廓的高度h可在300μm至550μm的范围内,以消除当切割系统平行于皮肤应用时穿透的风险,如图4和图6所示。在齿6的端部例如以球体或水滴的形式放大消除了垂直应用的危险情况,如图7b和图7d所示。具有高达400μm的前述弯折半径r的弯折部分6b的附加弯折给出了对引导的最佳感知,对毛发捕获具有可接受的影响。
90.如图5a所示,限定悬伸齿6的突起的长度超过另一个切割元件5的齿7的悬伸部o可在400μm至800μm或400μm至600μm的范围内。当切割器系统像斜面一样使用时,如图7b和图7d所示,这样的悬伸长度o有助于防止切割元件5的往复运动齿7接触和刺激皮肤。
91.为了允许贴面切割,齿可具有相当减小的厚度t并且/或者齿6和7的厚度t可被调整到成对的相邻切割齿6和7之间的间隙22。由于皮肤的前述凸出效果,在齿6的主要部分6m处具有50μm至150μm或30μm至180μm范围内的齿厚度t可能是有利的。另一个切割元件5的齿7可以具有相同的厚度t。
92.每对相邻切割齿6和7之间的间隙22可具有在150μm至550μm或200μm至500μm范围内的间隙宽度gw。
93.齿6和/或齿7的宽度tw可以在200μm至600μm或250μm至550μm的范围内。如图5b所示,齿6和7的宽度gw可沿着齿的纵向轴线基本上恒定。然而,可以给予齿6和7略微v形的构型,其中宽度tw可朝向尖端减小。在这样的情况下,前述宽度范围应用于在纵向延伸部的中
间测量的宽度tw。
94.如从图8e、图8f和图8g可见,指状齿6的皮肤接触表面具有可以是倒圆和/或倾斜的边缘6r,其中这样的倒圆和/或倾斜可以更显著或者可朝向指状齿6的根部区段增加。
95.更具体地,比起在中间区段和/或靠近齿尖的突出齿6区段处的倒圆和/或倾斜,皮肤接触表面边缘的倒圆和/或倾斜在齿6的基部区段或根部区段处可能更显著和/或更大。倒圆和/或弯折可以连续地和/或平滑地朝向齿6的基部区段增加。通常,皮肤接触压力朝向齿6的基部区段或根部区段减小,因此齿6的皮肤接触表面的边缘的增加的倒圆和/或倾斜可允许皮肤充分凸出到齿6之间的间隙中,尽管皮肤接触压力降低。因此,可以在切割齿6的整个长度上实现有效的毛发切割和贴面性。
96.齿6的皮肤接触表面的边缘的倒圆和/或倾斜还可沿着一行齿6的长度变化,使得在该行的中间区段中,齿6的皮肤接触表面的边缘的倒圆和/或倾斜可以不同于在一行齿6的端部区段中的齿6的皮肤接触表面的倒圆和/或倾斜。特别地,在皮肤接触压力较低的行的区段中,倒圆和/或倾斜可以更大和/或更显著,而倒圆和/或倾斜在皮肤接触压力较高的区段中可能较小。
97.为了给使用者在一方面更侵袭性、更贴面的切割动作和另一方面不太强烈、更令人愉悦的皮肤感觉之间的选择,切割器系统提供两行10、11分开的配合齿6,它们在齿6的增厚和/或倒圆的齿尖8的形状和/或尺寸和/或定位方面彼此不同。因此,使用第一行10配合切割齿6可以提供更侵袭性、更贴面的切割动作,而使用第二行11切割齿6可以提供不太强烈、更令人愉悦的皮肤感觉齿尖8的构型,特别是其曲率和增厚部的构型,可以显著地影响切割性能,并允许使用者在贴面性、彻底性、柔软的皮肤感觉和效率之间进行选择。
98.更具体地,多行10、11配合齿6可在齿尖8的高度方面彼此不同,该高度至少部分地由增厚部相对于齿6的主要部分的位置及其尺寸和形状限定。在一行10处,增厚部可以仅突出到与皮肤接触表面相对的一侧,这可例如通过将附接了尖端增厚部的齿部分远离皮肤接触表面弯折或弯曲并且/或者以偏心方式(特别是稍微偏离皮肤接触表面)将增厚部附接到齿6的主要部分而实现。另一方面,在第二行11配合齿6处,齿尖8处的增厚部可以突出到齿6的两侧,即,突出到皮肤接触表面并且突出到与其相对的侧面。
99.不对称行10、11的配合齿6可以在具有悬伸的增厚和/或弯曲的齿尖8的齿6的高度上不同。齿6的高度可以基本上垂直于齿6的主要部分的皮肤接触表面和/或垂直于齿6的纵向轴线来测量,并且可以包括尖端处的增厚部的轮廓以及齿6的主要部分的上轮廓和/或下轮廓。当增厚部远离皮肤接触表面突出并且/或者齿6远离皮肤接触表面弯曲时,高度可以从增厚部的最低点跨越到限定其皮肤接触表面的齿的主要部分的上表面。
100.此类高度可能因行而异。更具体地,在一行10处,具有悬伸齿尖8的切割齿6的高度可以在300μm至600μm或350μm至550μm的范围内,而另一行11处的高度可以在200μm至500μm或250μm至450μm的范围内。
101.如从图1可见,具有不同侵袭性的多行10、11齿6、7可以定位在切割器头2的相对侧上和/或可以看到相反方向,即可以朝向相反方向打开,以便在将切割器头2移动到相反方向上时允许毛发进入齿6之间的间隙。
102.更具体地,切割器系统可限定皮肤接触表面,该皮肤接触表面相对于切割装置的细长柄部100的纵向轴线以锐角倾斜,使得皮肤接触表面的一侧朝向柄部100的前侧向下倾
斜,而皮肤接触表面的相对侧朝向柄部100的后侧上升或向上倾斜。柄部100的前侧可包括例如用于接通和关断驱动单元的操作按钮并且/或者可包括适于拇指抓握柄部100的表面轮廓或部分。切割器系统的皮肤接触表面可以形成附接到柄部100的一个端部的一种单斜顶部,参见图1。然而,皮肤接触表面不必是平坦的或平面的,其中当皮肤接触表面是凸形的和/或凹形的时,与皮肤接触表面相切的平面可以相对于柄部100的纵向轴线具有前述倾斜。
103.具有更侵袭性构型的一行11齿6可布置在单斜顶部的下侧处,即在皮肤接触表面的朝向柄部100的前侧向下倾斜的侧面处,而被构造成侵袭性较小的一行齿6可布置在相对侧处,即在单斜顶部的上侧或朝向柄部100的后侧上升的侧面处。通常,当皮肤接触表面倾斜以朝向柄部100的前侧向下倾斜时,在向下倾斜侧面处的皮肤接触压力低于上升侧面处的皮肤接触压力。因此,在具有较低皮肤接触压力的向下倾斜侧面处的更具侵袭性的齿6可以实现有效的毛发切割并且捕捉困难的毛发而没有皮肤刺激,因为低皮肤接触压力在某种程度上是通过增加齿构型的侵袭性来补偿的。另一方面,在皮肤接触表面的相对的上升侧面处的侵袭性较小的齿6可以补偿较高的皮肤接触压力,并避免皮肤刺激。
104.如从图12、图13和图14可见,齿6的侵袭性也可以在同一行配合切割齿6内改变。更具体地,一行的中间区段中的切割齿6在齿尖的形状和/或尺寸和/或位置方面可以不同于行的端部区段中的切割齿6,以便提供不同水平的侵袭性。更具体地,在相对高的皮肤接触压力的区段中,齿6可被构造成提供减小的侵袭性,而布置在具有相对低的皮肤接触压力的区段中的齿6可被构造成提供更高水平的侵袭性。
105.由于切割器系统的皮肤接触表面的轮廓,皮肤接触压力可以改变。例如,当切割器系统的皮肤接触表面基本上平坦和/或基本上平面和/或略微凹形时,皮肤接触压力可朝向皮肤接触表面的侧向端部部分增加,如从图14a可见。侧向端部部分意指切割齿6相对于彼此的往复移动的方向上的端部部分。当考虑切割器头2或切割器系统沿着皮肤的通常移动时,侧向端部部分是梳状切割器的右端部部分和左端部部分。为了实现均匀的切割而不管此类变化的皮肤接触压力,定位在具有较低皮肤接触压力的中间区段中的齿6可被构造成具有较高侵袭性,这可通过倒圆齿尖的较小直径和/或远离皮肤接触表面的较小曲率来实现。另一方面,定位在具有较高皮肤接触压力的端部区段中的齿6可被构造成提供减少的侵袭性,这可通过倒圆齿尖的增加直径和/或远离皮肤接触表面的较大曲率来实现。
106.如从图14b可见,当在平行于配合齿6相对于彼此的往复移动的方向且垂直于皮肤接触表面的横截面平面中观察时,切割器系统的皮肤接触表面可具有凸形轮廓。换句话说,切割器系统的皮肤接触表面可向下倾斜或者可以远离皮肤朝向侧向端部部分弯曲,齿6朝向该侧向端部部分往复运动。由于皮肤接触表面的这种凸形轮廓,皮肤接触压力可以从切割器系统的中心区段朝向其端部部分减小。为了补偿这种变化的皮肤接触压力,侧向端部区段中的齿6可被构造成具有增加的侵袭性,而中间区段中的齿6可被构造成侵袭性较小,如从图14b可见。
107.在具有前述不同构型和不同侵袭性的行中具有三组或四组或五组齿6可能是足够的。另一方面,一行的齿6的构型可以从该行齿6的中心到其端部部分逐步地或连续地改变,其中该构型的改变可以提供相对于该行齿6的中心基本上对称的齿构型的分布。更具体地,齿侵袭性可从行的中心朝向其端部区段中的每个端部区段逐步地或连续地改变,如从图
14b可见。
108.如从图15和图16可见,齿6或齿6中的至少一些可具有包括不同材料层和/或不同材料的复合齿尖。更具体地,填料或内层可被外层围绕。
109.如从图15可见,齿6包括复合增厚部13,该复合增厚部包括围绕内芯13i的外壳13o,其中所述外壳13o可以在其三个侧面处围绕内芯13i。该内芯13i可以是未覆盖的或从面向相邻齿6的至少两个相对侧面是可见的。外壳13o可具有三个开放侧面,该三个开放侧面中的两个开放侧面可以面向相邻齿,并且第三开放侧面可以面向另一个切割元件5的齿7的齿尖,参见图16。
110.如从图15可见,指状齿6可由薄板状金属片形成,并且/或者可包括基本上板形的齿主体,其中指状齿的外部或突出端部部分弯折超过90
°
、或超过100
°
、或超过120
°
,并且/或者可形成基本上u形的端部部分,指状齿的该弯折或弯曲端部部分形成齿尖的外层。这样的外层围绕内层或填料层,该内层或填料层可以基本上填充u形端部部分的相对支腿之间的整个空间,参见图15。此类填料层可以是聚合物材料或泡沫材料或任何其他合适的基质材料,以填充被弯折端部部分围绕的空间。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。