一种re-zr(hf)共掺杂锆酸钆材料、制备方法以及热障涂层
技术领域
1.本发明涉及热障涂层材料制备领域,特别涉及一种re-zr(hf)共掺杂锆酸钆材料、制备方法以及热障涂层。
背景技术:
2.现有技术中,在航空发动机热端部件表面涂覆一层耐高温、低导热、抗腐蚀的热障涂层,从而降低其表面温度、提高基体合金的抗高温氧化腐蚀性能。在热障涂层体系中起到热绝缘作用的最主要部分是陶瓷层,陶瓷层材料通常由热导率低、抗热蚀性、抗烧结性能好、热膨胀系数高、韧性好的陶瓷材料制成。在热障涂层正常工作条件下,热障涂层陶瓷顶层部分直接与高温气体接触,工作环境恶劣。由此看出,陶瓷顶层材料的研究,对热障涂层的发展具有十分重要的意义。
3.目前,8ysz热障涂层已经成功应用于航空发动机叶片、燃烧室以及其它高温部件的热防护。但是8ysz由于高温相变和加速烧结的问题导致其不能在1200℃以上长时间工作,而推重比10一级的发动机,叶片的表面温度需要在1200℃以上。因此,随着先进航空发动机推重比的进一步增加,涡轮前温度的进一步提高,经典的8ysz热障涂层陶瓷材料已经无法满足需求。
4.广泛受到关注的新一代热障涂层陶瓷顶层材料有稀土元素掺杂氧化锆、钙钛矿结构材料、六铝酸盐材料、萤石结构材料和烧绿石结构材料等,其中烧绿石和萤石结构的材料是最有希望成为下一代超高温陶瓷顶层材料。烧绿石结构的gd2zr2o7(锆酸钆)由于具有良好的热物理性能和优异的抗熔盐(cmas)腐蚀性能而备受关注。当用gd2zr2o7作为热障材料时,在室温至1550℃温度下均保持稳定,温度超过1550℃以后会出现烧绿石结构向萤石结构转变,但是此相变仅是有序相向无序相转变的过程,没有体积的变化;除此之外gd2zr2o7的热导率远低于ysz(氧化钇稳定氧化锆)。
5.相较于传统的8ysz热障材料相比,gd2zr2o7作为新一代超高温陶瓷顶层材料主要有以下缺陷:(1)gd2zr2o7材料不具备8ysz材料的相变增韧机制;(2)发动机热循环时,gd2zr2o7陶瓷层材料的较低热膨胀系数(tec)会引起较高的热应力,这会更容易引发裂纹并促进裂纹扩展,从而较低的断裂韧性和较低的热膨胀系数可能造成陶瓷层的过早失效,致使热障涂层无法发挥热防护的作用。
6.因此,如何改善gd2zr2o7陶瓷材料的隔热性能,使热障涂层材料体系在保持较低的热导率的同时,提高断裂韧性、热膨胀系数。
技术实现要素:
7.为解决上述问题,本发明提供了一种re-zr(hf)共掺杂锆酸钆材料、制备方法以及热障涂层,具体内容如下:
8.第一方面,本发明提供了一种re-zr(hf)共掺杂gd2zr2o7材料,所述re-zr(hf)共掺杂gd2zr2o7材料的化学式为(gd
1-x
re
x
)
2-z
(zr
1-y
hfy)
2 zo7 δ
;其中,x为掺杂re元素的含量,y为
掺杂hf和/或过量的zr的含量,z表征了(gd re)与zr(hf)之间的化学计量比,δ为掺杂所述re元素所导致的氧空位的浓度;其中,0≤x≤1,0≤y≤1,0≤z≤2,0≤δ≤1。
9.优选地,所述re元素掺杂并取代gd的位置,所述hf和/或过量的zr掺杂并取代zr的位置。
10.优选地,所述re元素为la、sm、yb稀土元素中的任一种。
11.第二方面,本发明提供了一种制备上述第一方面所述的re-zr(hf)共掺杂gd2zr2o7材料的方法,包括以下步骤:
12.步骤1、按照(gd
1-x
re
x
)
2-z
(zr
1-y
hfy)
2 zo7 δ
的化学式称量原料,将所述原料通过粉体合成方法进行合成,得到re-zr(hf)共掺杂gd2zr2o7粉体;其中,x为掺杂re元素的含量,y为掺杂hf和/或过量的zr的含量,z表征了(gd re)与zr(hf)之间的化学计量比,δ为掺杂所述re元素所导致的氧空位的氧空位浓度;其中,0≤x≤1,0≤y≤1,0≤z≤2,0≤δ≤1;
13.步骤2、将所述re-zr(hf)共掺杂gd2zr2o7粉体制成所述re-zr(hf)共掺杂gd2zr2o7材料,所述re-zr(hf)共掺杂gd2zr2o7材料包括粉体和陶瓷靶材两种形态。
14.优选地,所述步骤2包括:
15.对所述re-zr(hf)共掺杂gd2zr2o7粉体进行造粒处理得到造粒粉;
16.采用冷等静压成型工艺对所述造粒粉进行预成型,得到靶材坯料;
17.对所述靶材坯料进行高温烧结,得到陶瓷靶材形态的所述re-zr(hf)共掺杂gd2zr2o7材料。
18.优选地,所述造粒处理的方法包括喷雾造粒、模压造粒中的任一种,所述冷等静压成型工艺的压力为100mpa~250mpa,所述冷等静压成型工艺的保压时间为1~10min,所述高温烧结的温度为900℃~1600℃,所述高温烧结的保温时间为2~6h。
19.优选地,所述步骤2包括:
20.对所述re-zr(hf)共掺杂gd2zr2o7粉体直接进行喷雾造粒或模压造粒的造粒处理得到粉体形态的所述re-zr(hf)共掺杂gd2zr2o7材料。
21.优选地,在所述步骤1中,所述粉体合成方法包括固相合成法、共沉淀法、溶胶凝胶法中的任一种。
22.优选地,在所述粉体合成方法采用固相合成法的情况下,所述原料为la2o3、sm2o3、yb2o3稀土氧化物中的任一种、gd2o3、zro2以及hfo2;
23.在所述粉体合成方法采用共沉淀法、溶胶凝胶法的情况下,所述原料为la2o3、sm2o3、yb2o3稀土氧化物中的任一种、gd2o3、zrocl2·
8h2o以及hfocl2·
8h2o。
24.第三方面,本发明提供了一种热障涂层,采用电子束物理气相沉积法,将第二方面所述的方法得到的所述陶瓷靶材形态的所述re-zr(hf)共掺杂gd2zr2o7材料制成所述热障涂层,或,采用大气等离子喷涂法和等离子喷涂物理气相沉积法,将第二方面所述的方法得到的所述粉体形态的所述re-zr(hf)共掺杂gd2zr2o7材料制成所述热障涂层。
25.与现有技术相比,本发明具备以下优点:
26.本发明公开了一种re-zr(hf)共掺杂gd2zr2o7材料,所述re-zr(hf)共掺杂gd2zr2o7材料的化学式为(gd
1-x
re
x
)
2-z
(zr
1-y
hfy)
2 zo7 δ
;其中,x为掺杂re元素的含量,y为掺杂hf和/或过量的zr的含量,z表征了(gd re)与zr(hf)之间的化学计量比,δ为掺杂所述re元素所导致的氧空位的浓度;其中,0≤x≤1,0≤y≤1,0≤z≤2,0≤δ≤1。本发明通过在gd2zr2o7中共
同掺杂re元素和zr(hf),能够在提高材料的断裂韧性和热膨胀系数的同时,还能降低材料的热导率,使得由re-zr(hf)共掺杂gd2zr2o7材料制成的热障涂层,具有优异的热学性能和力学性能,从而能够更好地发挥热防护的作用。
27.采用本发明所提供的一种re-zr(hf)共掺杂锆酸钆材料、制备方法以及热障涂层材料。一方面在gd2zr2o7中掺入hf或过量的zr后,hf和/或过量的zr取代gd2zr2o7中zr的位置,使掺杂后的材料具有相变增韧的机制,从而提高材料的断裂韧性;在gd2zr2o7中掺入re元素后,re元素取代gd2zr2o7中gd的位置,re元素的取代会导致结构原子排列的无序化,有利于降低材料的热导率,提高材料的热膨胀系数。另一方面,在gd2zr2o7中同时掺杂re元素和zr(hf),能够在提高材料的断裂韧性和热膨胀系数的同时,还能降低材料的热导率,从而由re-zr(hf)共掺杂gd2zr2o7材料制成的热障涂层材料,具有优异的热学性能和力学性能,能够更好地发挥其热防护的作用。
附图说明
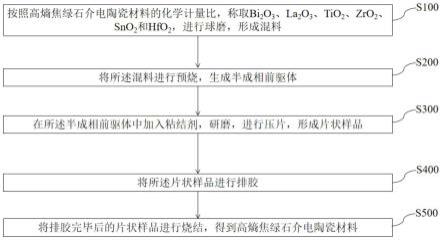
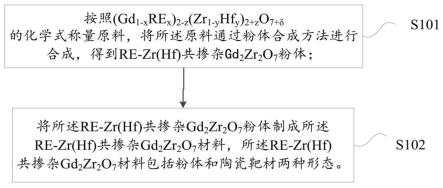
28.图1为本发明实施例中制备re-zr(hf)共掺杂锆酸钆材料的方法流程图。
具体实施方式
29.下面结合具体附图和具体实施例对本发明作进一步详细的说明,但不应理解为对本发明的限制。若未特别指明,实施例中所用的技术手段为本领域技术人员所熟知的常规手段。除非特别说明,本发明采用的实例、方法和设备为本技术领域常规试剂、方法和设备。
30.第一方面,本发明提供了一种re-zr(hf)共掺杂gd2zr2o7材料,所述re-zr(hf)共掺杂gd2zr2o7材料的化学式为(gd
1-x
re
x
)
2-z
(zr
1-y
hfy)
2 zo7 δ
;其中,x为掺杂re元素的含量,y为掺杂hf和/或过量的zr的含量,z表征了(gd re)与zr(hf)之间的化学计量比,δ为掺杂所述re元素所导致的氧空位的浓度;其中,0≤x≤1,0≤y≤1,0≤z≤2,0≤δ≤1。
31.优选地,所述re元素掺杂并取代gd的位置,所述hf和/或过量的zr掺杂并取代zr的位置。
32.本发明实施例中,re元素掺杂并部分或完全取代gd2zr2o7中gd的位置,hf和/或过量的zr掺杂并部分或完全取代gd2zr2o7中zr的位置。
33.本发明实施例中,在具体掺杂时,所掺杂的元素可以为re、hf、zr中的任选一种或者任选两种,或者三种元素都掺入。
34.其对掺杂元素的选择有以下三类:
35.(1)由于掺杂过量的zr等同于hf,因此如果为了提高gd2zr2o7材料的断裂韧性,可以掺杂hf,或掺杂过量的zr,又或者同时掺杂hf和过量的zr;(2)如果要降低gd2zr2o7材料的热导率,提高该材料的热膨胀系数,可以选用任一种稀土元素进行掺杂;(3)如果不仅要降低gd2zr2o7材料的热导率,提高该材料的热膨胀系数,还要提高gd2zr2o7材料的断裂韧性,需要选用任一种稀土元素进行掺杂,与此同时还需掺杂hf(即,re-hf共掺杂),或掺杂过量的zr(即,re-zr共掺杂),或同时掺杂hf和过量的zr,即,re-zr(hf)共掺杂。
36.对于第二类掺杂元素的选择,需要说明的是,仅仅选用任一种稀土元素进行掺杂,虽然会降低gd2zr2o7材料的热导率,但相应地,会影响到gd2zr2o7材料的断裂韧性和热膨胀性能,因此,本发明实施例中采用第三类情况进行掺杂,既可以降低gd2zr2o7材料的热导率,
提高该材料的热膨胀系数,也能提高gd2zr2o7材料的断裂韧性。此类掺杂元素的选择是本发明的发明核心。
37.优选地,所述re元素为yb、sm、la稀土元素中的任一种。
38.本发明实施例中re元素为任一种的稀土元素。其中,相较于其他稀土元素,当在gd2zr2o7中掺杂la这种稀土元素后,所得到的掺杂gd2zr2o7材料具有更低的热导率以及更高的热膨胀系数。
39.本发明实施例中所提供的一种re-zr(hf)共掺杂gd2zr2o7材料,通过在gd2zr2o7中同时掺杂re元素和hf和/或过量的zr,能够在提高gd2zr2o7材料的断裂韧性和热膨胀系数的同时,还能降低gd2zr2o7材料的热导率。
40.第二方面,本发明提供了一种制备上述第一方面所述re-zr(hf)共掺杂gd2zr2o7材料的方法,包括以下步骤:
41.步骤s101:按照(gd
1-x
re
x
)
2-z
(zr
1-y
hfy)
2 zo7 δ
的化学式称量原料,将所述原料通过粉体合成方法进行合成,得到re-zr(hf)共掺杂gd2zr2o7粉体;其中,x为掺杂re元素的含量,y为掺杂hf和/或过量的zr的含量,z表征了(gd re)与zr(hf)之间的化学计量比,δ为掺杂所述re元素所导致的氧空位的氧空位浓度;其中,0≤x≤1,0≤y≤1,0≤z≤2,0≤δ≤1;
42.步骤s102:将所述re-zr(hf)共掺杂gd2zr2o7粉体制成所述re-zr(hf)共掺杂gd2zr2o7材料,所述re-zr(hf)共掺杂gd2zr2o7材料包括粉体和陶瓷靶材两种形态。
43.本发明实施例中按照(gd
1-x
re
x
)
2-z
(zr
1-y
hfy)
2 zo7 δ
的化学式称量原料,将原料通过粉体合成方法进行合成,其合成的具体步骤为:先合成gd2zr2o7粉体,再将需要掺杂的一种或多种元素(re、zr、hf)掺入gd2zr2o7中,并取代gd2zr2o7中gd或zr的位置,得到re-zr(hf)共掺杂gd2zr2o7粉体。
44.优选地,所述步骤2包括:
45.对所述re-zr(hf)共掺杂gd2zr2o7粉体进行造粒处理得到造粒粉;
46.采用冷等静压成型工艺对所述造粒粉进行预成型,得到靶材坯料;
47.对所述靶材坯料进行高温烧结,得到陶瓷靶材形态的所述re-zr(hf)共掺杂gd2zr2o7材料。
48.优选地,所述造粒处理的方法包括喷雾造粒、模压造粒中的任一种,所述冷等静压成型工艺的压力为100mpa~250mpa,所述冷等静压成型工艺的保压时间为1~10min,所述高温烧结的温度为900℃~1600℃,所述高温烧结的保温时间为2~6h。
49.优选地,所述步骤2包括:
50.对所述re-zr(hf)共掺杂gd2zr2o7粉体直接进行喷雾造粒或模压造粒的造粒处理得到粉体形态的所述re-zr(hf)共掺杂gd2zr2o7材料。
51.本发明实施例中对于re-zr(hf)共掺杂gd2zr2o7材料的制备,提供了两种不同的制备路线。第一种制备路线为:将步骤1中得到的re-zr(hf)共掺杂gd2zr2o7粉体进行造粒处理得到的造粒粉,造粒粉采用冷等静压成型工艺进行预成型处理,得到靶材胚料,再对靶材胚料进行高温烧结得到陶瓷靶材;第二种制备路线为:将步骤1中得到的re-zr(hf)共掺杂gd2zr2o7粉体只进行造粒处理得到喷涂粉。即,粉体形态的re-zr(hf)共掺杂gd2zr2o7材料,是一种中间产物,可以作为一种re-zr(hf)共掺杂gd2zr2o7材料。通过上述两种制备方法都可以得到隔热性能优异的re-zr(hf)共掺杂gd2zr2o7材料。
52.优选地,在所述步骤1中,所述粉体合成方法包括固相合成法、共沉淀法、溶胶凝胶法中的任一种。
53.本发明实施例中通过上述三种粉体合成方法都可以制得re-zr(hf)共掺杂gd2zr2o7粉体。
54.优选地,在所述粉体合成方法采用固相合成法的情况下,所述原料为la2o3、sm2o3、yb2o3稀土氧化物中的任一种、gd2o3、zro2以及hfo2;
55.在所述粉体合成方法采用共沉淀法、溶胶凝胶法的情况下,所述原料为la2o3、sm2o3、yb2o3稀土氧化物中的任一种、gd2o3、zrocl2·
8h2o以及hfocl2·
8h2o。
56.本发明实施例中,列举了所有需要称量的原料,在具体实施时,根据不同的需求选择原料。例如,当粉体合成方法采用固相合成法、并且制备yb-zr共掺杂gd2zr2o7材料的情况下,原料包括:yb2o3、gd2o3以及zro2。
57.本发明实施例中采用本发明所提供的一种re-zr(hf)共掺杂gd2zr2o7材料的制备方法。一方面在gd2zr2o7中掺入hf和/或过量的zr后,hf和/或过量的zr取代gd2zr2o7中zr的位置,使掺杂后的材料具有相变增韧的机制,从而提高材料的断裂韧性;在gd2zr2o7中掺入re元素后,re元素取代gd2zr2o7中gd的位置,re元素的取代会导致结构原子排列的无序化,有利于降低材料的热导率,提高材料的热膨胀系数。另一方面,在gd2zr2o7中同时掺杂re元素和hf和/或过量的zr,能够在提高材料的断裂韧性和热膨胀系数的同时,还能降低材料的热导率。
58.第三方面,本发明提供了一种热障涂层,采用电子束物理气相沉积法,将第二方面所述的方法得到的所述陶瓷靶材形态的所述re-zr(hf)共掺杂gd2zr2o7材料制成所述热障涂层,或,采用大气等离子喷涂法和等离子喷涂物理气相沉积法,将第二方面所述的方法得到的所述粉体形态的所述re-zr(hf)共掺杂gd2zr2o7材料制成所述热障涂层。
59.本发明实施例中将上述得到的不同形态的re-zr(hf)共掺杂gd2zr2o7材料采用不同的方法制成热障涂层,得到的热障涂层都具有优异的热学性能和力学性能,能够更好地发挥其热防护的作用。
60.为使本领域技术人员更好地理解本发明,以下通过多个具体实施例来说明本发明提供的制备方法。
61.在gd2zr2o7中掺入一种元素的制备方法,通过以下两个具体的实施例来说明。
62.实施例1
63.实施例1为制备zr掺杂gd2zr2o7(热障涂层)材料的方法,具体制备方法的步骤如下。
64.先通过固相合成法制备四种zr掺杂gd2zr2o7粉体:按照gd
2-x
zr
2 x
o7(x=0,0.18,0.36,0.54)的化学式称量gd2o3粉与zro2粉,将上述粉采用球磨法进行混合,经过高温固相反应后得到的zr掺杂gd2zr2o7粉体。
65.将得到的zr掺杂gd2zr2o7粉体采用模压法进行造粒处理,得到造粒粉;将造粒粉在压力180mpa、保压时间3min的条件下进行冷等静压预成型,预成型之后在1600℃、保温时间为2h的条件下进行高温烧结,烧结后再通过机械加工得到四种掺杂量不同的zr掺杂gd2zr2o7材料(其中,该掺杂后的材料化学式中zr原子的个数大于2,为2 x,表示加入的zr是过量的)。
0.065x
yb
0.1-0.025x
)2zr
2 0.18xo7 0.09x
(x=0,1,2,3,4)的化学式称量gd2o3、zro2、yb2o3粉,将上述粉采用球磨法进行混合,经过高温固相反应后得到的yb-zr共掺杂gd2zr2o7粉体。
80.将混合后得到的yb-zr共掺杂gd2zr2o7粉体采用模压法进行造粒处理,得到造粒粉;将造粒粉在压力200mpa、保压时间2min的条件下进行冷等静压预成型,预成型之后在1600℃、保温时间为2h的条件下进行高温烧结,烧结后再通过机械加工得到五种掺杂量不同的yb-zr共掺杂gd2zr2o7材料(其中,该掺杂后的材料化学式中zr原子的个数大于2,为2 0.18x,表示加入的zr是过量的)。
81.yb-zr共掺杂gd2zr2o7材料的结构为单相萤石结构,上述五种yb-zr共掺杂gd2zr2o7材料的热导率和热膨胀系数测试结果,如下表3所示。
82.表3 yb-zr共掺杂gd2zr2o7材料热物理性能
[0083][0084]
由上述表3可知,与在gd2zr2o7中只掺杂zr相比(实施例1),本实施例同时掺杂re元素和zr,能够在提高材料的热膨胀系数,降低材料的热导率。
[0085]
在gd2zr2o7中掺入三种元素的制备方法,通过以下一个具体的实施例来说明。
[0086]
实施例4
[0087]
实施例4为制备re-zr(hf)共掺杂gd2zr2o7(热障涂层)材料的方法,具体制备方法的步骤如下,其中re元素选用sm。
[0088]
先通过溶胶凝胶法制备四种sm-zr(hf)共掺杂gd2zr2o7粉体:按照(gd
0.8
sm
0.2
)
2-x
(zr
0.7
hf
0.3
)
2 xo7 0.5x
(x=0,0.18,0.36,0.54)的化学式称量gd2o3、sm2o3、zrocl2·
8h2o、hfocl2·
8h2o,称量后的原料分别配置成硝酸盐溶液,混合均匀后加入螯合剂柠檬酸的同时,加入乙二醇,不断搅拌的同时用浓氨水调节体系ph值,再加入无水乙醇。然后将上述溶液在水浴中进行加热,使之形成透明溶胶和凝胶,将得到的凝胶经过干燥得到干凝胶,干凝胶再经研磨后煅烧2h得到re-zr(hf)共掺杂gd2zr2o7粉体。
[0089]
将得到的sm-zr(hf)共掺杂gd2zr2o7粉体采用喷雾造粒法进行造粒处理,得到造粒粉;将造粒粉在压力180mpa、保压时间2min的条件下进行冷等静压预成型,预成型之后在1400℃、保温时间为3h的条件下进行高温烧结,烧结后再通过机械加工得到四种掺杂量不同的sm-zr(hf)共掺杂gd2zr2o7材料(其中,该掺杂后的材料化学式中zr原子的个数大于2,为2 x,表示加入的zr是过量的;此外,由化学式可以看出gd2zr2o7中zr的位置同时掺杂了zr和hf)。
[0090]
sm-zr(hf)共掺杂gd2zr2o7材料的结构为单相萤石结构,上述四种zr掺杂gd2zr2o7材料的热导率和热膨胀系数测试结果,如下表4所示。
[0091]
表4 sm-zr(hf)共掺杂gd2zr2o7材料热物理性能
[0092][0093]
由上述表4可知,在gd2zr2o7中同时掺杂re元素和zr(hf),能够在提高gd2zr2o7材料的断裂韧性和热膨胀系数的同时,还能降低材料的热导率。由于与实施例3掺杂的稀土元素不同,在此不做比较。
[0094]
再通过以下两个实施例来说明如何得到热障涂层。
[0095]
实施例5
[0096]
先通过固相合成法制备(gd
0.705
yb
0.025
)2zr
2.54
o7粉体:按照(gd
0.705
yb
0.025
)2zr
2.54
o7的化学式称量gd2o3、zro2、yb2o3,将上述原料采用球磨法进行混合,经过高温固相反应后得到(gd
0.705
yb
0.025
)2zr
2.54
o7粉体。
[0097]
将得到的(gd
0.705
yb
0.025
)2zr
2.54
o7粉体采用喷雾造粒法进行造粒处理(造粒处理过程中包括温度为800℃、保温时间为4h的高温烧结)、再通过机械加工得到(gd
0.705
yb
0.025
)2zr
2.54
o喷涂粉,该喷涂粉即为一种粉体形态的re-zr共掺杂gd2zr2o7材料,该re-zr共掺杂gd2zr2o7材料的结构为单相萤石结构。
[0098]
这种喷涂粉粉体形状基本为球形,粉体松装密度为2.3g/cm3,激光粒度d50为48μm,粒度分布在30-90μm。
[0099]
该喷涂粉适用大气等离子喷涂法(aps)、等离子喷涂物理气相沉积法(ps-pvd)制备得到热障涂层。大气等离子喷涂法以及等离子喷涂物理气相沉积法的具体步骤不作具体限制。
[0100]
实施例6
[0101]
先通过固相合成法制备(gd
0.9
yb
0.1
)2(zr
0.7
hf
0.3
)2o7粉体:按照(gd
0.9
yb
0.1
)2(zr
0.7
hf
0.3
)2o7的化学式称量gd2o3、zro2、yb2o3、hfo2,将上述原料采用球磨法进行混合,经过高温固相反应后得到(gd
0.9
yb
0.1
)2(zr
0.7
hf
0.3
)2o7粉体。
[0102]
将得到的(gd
0.9
yb
0.1
)2(zr
0.7
hf
0.3
)2o7粉体采用模压造粒法进行造粒处理,得到造粒粉;将造粒粉在压力150mpa、保压时间3min的条件下进行冷等静压预成型,预成型之后在1600℃、保温时间为2h的条件下进行高温烧结,烧结后再通过机械加工得到(gd
0.9
yb
0.1
)2(zr
0.7
hf
0.3
)2o7陶瓷靶材,为一种re-zr(hf)共掺杂gd2zr2o7材料。该re-zr(hf)共掺杂gd2zr2o7材料的结构为单相萤石结构。
[0103]
这种陶瓷靶材的靶材尺寸φ68.5
×
200mm,密度5.37g/cm3,相对密度76.9%,闭合气孔率3.6%。
[0104]
该陶瓷靶材适用电子束物理气相沉积法(eb-pvd)制备得到热障涂层。电子束物理气相沉积法的具体步骤不作具体限制。
[0105]
对于方法实施例,为了简单描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本发明并不受所描述的动作顺序的限制,因为依据本发明,某些步骤可以采用其他顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的动作和部件并不一定是本发明所必须的。
[0106]
以上对本发明所提供的一种re-zr(hf)共掺杂锆酸钆材料、制备方法以及热障涂层进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。