1.本发明应用于覆膜砂热芯铸件背景,名称是一种基于覆膜砂热芯铸件生产用制芯装置。
背景技术:
2.随着轨道交通业的快速发展,对列车重要部件,如摇枕、侧架等的质量管理要求也越来越高,而这些产品的零部件的毛胚常用砂型铸造和熔模铸造成型。砂型铸造是一种以砂作为主要造型材料制作铸型的传统铸造工艺,但对复杂铸钢件的成型采用砂型铸造通常会出现缩松、粘砂、夹渣、砂眼、皮下气孔等缺陷,这些缺陷影响铸件性能,使铸件废品率增高。熔模铸造是用可熔性一次模和一次型使铸件成型的铸造方法,而现有的铸件技术用的都是覆膜砂热芯,但在制芯的过程中,经常会出现挤压不成型,没经过冷却而需要等过长时间,出的成品质量也不行,本发明通过设置有气压感应器和尺寸感应器来检测铸件对其进行冷却降温处理,故,有必要提供一种自一种基于覆膜砂热芯铸件生产用制芯装置,可以达到自动冷却降温,提高制芯质量的作用。
技术实现要素:
3.本发明的目的在于提供一种基于覆膜砂热芯铸件生产用制芯装置,以解决上述背景技术中提出的问题。
4.为了解决上述技术问题,本发明提供如下技术方案:一种基于覆膜砂热芯铸件生产用制芯装置,包含注模装置,用于对覆膜砂热芯铸件制芯的注料加工处理;
5.夹持装置,用于对覆膜砂热芯铸件的制芯成型处理;
6.冷却装置,用于对覆膜砂热芯铸件的制芯冷却处理;
7.所述夹持装置设置于所述注模装置的中段;
8.所述冷却装置设置于所述夹持装置的内侧。
9.在一个实施例中,所述注模装置包括有置物槽、连接台、液压气缸、伸缩活塞杆、注料管、注料台、控制面板,其中:
10.所述置物槽呈漏斗状且四周焊接于连接台的顶部,所述液压气缸设置于连接台的底部且与伸缩活塞杆固定连接,所述伸缩活塞杆的底部与注料台固定连接,所述伸缩活塞杆利用所述液压气缸驱动伸缩活塞杆进行移动,所述注料管开设于注料台的底部;
11.所述置物槽分为两个区域,分别为注料区和通气区,所述注料区依据置物槽的侧壁进行布置且将通气区包围,所述通气区的面积与注料区的面积相等;
12.所述注料管分为两种管道,分别为放料管和通气管,所述放料管与注料区的底部贯通连接,所述通气管与通气区的底部贯通连接;
13.所述控制面板位于连接台的底部前侧,所述控制面板可控制液压气缸运转;
14.所述液压气缸与通气管固定连接。
15.在一个实施例中,所述夹持装置包括有注料孔、限位挡板、模具槽、夹持板、固定
扣、活塞杆、伸缩气缸、旋转盘、螺纹伸缩杆,其中:
16.所述限位挡板固定焊装于底座的上端两侧,所述伸缩气缸位于限位挡板的外壁两侧,所述旋转盘位于限位挡板的内壁两侧且与螺纹伸缩杆固定连接,所述螺纹伸缩杆的前端与夹持板固定连接,所述固定扣安装于限位挡板与夹持板的两侧,所述活塞杆安装于固定扣内,所述模具槽设置于夹持板的内部;
17.所述注料孔分为三个口,中间的口为通气口,两侧的口为注料口,所述注料口会与放料管连接,所述通气口会与通气管连接。
18.在一个实施例中,所述夹持装置还包括有收卷轴、驱动电机、收卷轴、刮砂挡板、滚动槽,其中:
19.所述收卷轴位于右侧夹持板的内部,所述驱动电机设置于收卷轴的右侧,所述刮砂挡板安装于收卷轴的外侧,所述滚动槽开设于夹持板的表面两侧;
20.所述刮砂挡板的下端有凸块,所述凸块会与滚动槽滑动连接;
21.所述驱动电机与控制面板电连接。
22.在一个实施例中,所述夹持装置还包括有储砂槽、螺纹输料管,其中:
23.所述储砂槽位于夹持板的下端,所述螺纹输料管位于储砂槽的内侧,所述螺纹输料管利用所述储砂槽左侧的旋转电机进行运转;
24.所述螺纹输料管与储砂槽贯穿连接,所述螺纹输料管在储砂槽的部份顶端有开槽,所述螺纹输料管的端头与置物槽连接;
25.所述螺纹输料管与置物槽的右注料区连接;
26.所述旋转电机受控制面板控制。
27.在一个实施例中,所述冷却装置包括有制冷块、输冷管、气压感应器、电极板、制冷口,其中:
28.所述制冷板位于限位挡板的内侧,所述制冷块与输冷管连接并位于螺纹伸缩杆的内部,所述气压感应器位于夹持板的内部上端,所述电极板安装于气压感应器的表面,所述制冷口位于输冷管的前端并贯穿夹持板的内部;
29.所述气压感应器分为两块,分别位于夹持板的两侧,所述电极板负极位于气压感应器的左侧,所述电极板的正极位于气压感应器的右侧;
30.所述电极板与气压感应器电连接。
31.在一个实施例中,所述冷却装置还包括有活塞挤压组件、挤压板、制冷开关,其中:
32.所述活塞挤压组件位于气压感应器的内部上端,所述挤压把板与活塞挤压组件的下端连接,所述挤压板借助活塞挤压组件进行向下移动,所述制冷开关位于气压感应器的底端;
33.所述制冷开关控制制冷块运转。
34.在一个实施例中,所述冷却装置还包括有尺寸传感器、伸缩滑动杆、推动杆、挡板,其中:
35.所述伸缩滑动杆位于输冷管前端两侧,所述推动杆固定安装于伸缩滑动杆的中段,所述挡板位于推动杆的前端,所述推动杆利用所述伸缩滑动杆借助空气进行向前移动,所述尺寸传感器位于夹持板的内部下端;
36.所述尺寸传感器与电极板和制冷块电连接;
37.所述挡板初始状态位于制冷口的前端。
38.与现有技术相比,本发明所达到的有益效果是:当电极板并拢正负极得电后,尺寸感应器启动,来对夹持板内的模具槽进行扫描检测,并将信号传输至制冷块,如果模具槽内的模具达不到指定规格,制冷块无法启动制造冷气,当规格达到,制冷块启动,将冷风通过输冷管将挡板吹开,挡板后端的推动杆34会借助伸缩滑动杆向右移动延长,将挡板推开,通过上述步骤,使得制芯装置可以根据检测模具规格来进行冷却。
附图说明
39.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其它有益效果显而易见。
40.在附图中:
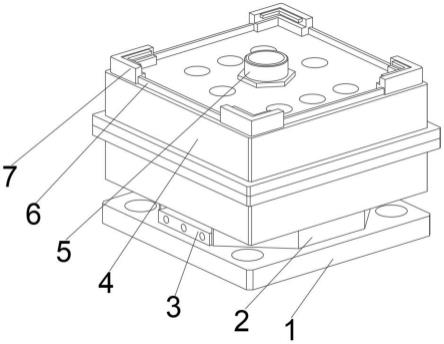
41.图1是本发明的立体结构示意图;
42.图2是本发明的夹持装置旋转立体结构示意图;
43.图3是本发明的夹持板刮砂立体结构示意图;
44.图4是本发明的注模装置正面剖视结构示意图;
45.图5是本发明的冷却装置正面剖视结构示意图;
46.图6是本发明的气压感应器正面剖视结构示意图;
47.图7是本发明的制冷管制冷正面剖视结构示意图;
48.图中:1、底座;3、连接台;4、液压气缸;5、注料台;6、伸缩活塞杆;7、注料管;8、限位挡板;9、活塞杆;10、伸缩气缸;11、夹持板;12、模具槽;13、注料孔;14、螺纹输料管;15、控制面板;16、储砂槽;17、置物槽;18、旋转盘;19、螺纹伸缩杆;20、固定扣;21、气压感应器;22、制冷口;23、输冷管;24、制冷块;25、电极板;26、活塞挤压组件;27、挤压板;28、制冷开关;29、滚动槽;30、驱动电机;31、刮砂挡板;32、收卷轴;33、挡板;34、推动杆;35、伸缩滑动杆;36、尺寸传感器。
具体实施方式
49.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
50.请参阅图1-7,本发明提供技术方案:一种基于覆膜砂热芯铸件生产用制芯装置,包含注模装置,用于对覆膜砂热芯铸件制芯的注料加工处理;
51.夹持装置,用于对覆膜砂热芯铸件的制芯成型处理;
52.冷却装置,用于对覆膜砂热芯铸件的制芯冷却处理;
53.夹持装置设置于注模装置的中段;
54.冷却装置设置于夹持装置的内侧,制芯装置运转前,先通过注模装置将覆膜砂热芯铸件制芯用的材料注入到模具中,再通过夹持装置对其进行成型挤压,最后通过冷却装
置将已经成型的覆膜砂热芯铸件进行冷却降温处理;
55.注模装置包括有置物槽17、连接台3、液压气缸4、伸缩活塞杆6、注料管7、注料台5、控制面板15,其中:
56.置物槽17呈漏斗状且四周焊接于连接台3的顶部,液压气缸4设置于连接台3的底部且与伸缩活塞杆6固定连接,伸缩活塞杆6的底部与注料台5固定连接,伸缩活塞杆6利用液压气缸4驱动伸缩活塞杆6进行移动,注料管7开设于注料台5的底部;
57.置物槽17分为两个区域,分别为注料区和通气区,注料区依据置物槽17的侧壁进行布置且将通气区包围,通气区的面积与注料区的面积相等;
58.注料管7分为两种管道,分别为放料管和通气管,放料管与注料区的底部贯通连接,通气管与通气区的底部贯通连接;
59.控制面板15位于连接台3的底部前侧,控制面板15可控制液压气缸4运转;
60.液压气缸4与通气管固定连接,制芯装置运转前,工作人员将覆膜砂从置物槽17的右侧注入,左侧注入固化剂,通过控制面板15启动液压气缸4运转,液压气缸4从置物槽17内吸收外界空气,带动伸缩活塞杆6下移,伸缩活塞杆6带动注料台5往下移动,当注料台5下移到夹持装置上时,覆膜砂和固定剂会通过注料管7右侧的放料管注入夹持装置,而通气管会将气压注入到夹持装置中,通过上述步骤,使得制芯装置可以更高效的完成注料,从而提高加工速率;
61.夹持装置包括有注料孔13、限位挡板8、模具槽12、夹持板11、固定扣20、活塞杆9、伸缩气缸10、旋转盘18、螺纹伸缩杆19,其中:
62.限位挡板8固定焊装于底座1的上端两侧,伸缩气缸10位于限位挡板8的外壁两侧,旋转盘18位于限位挡板8的内壁两侧且与螺纹伸缩杆19固定连接,螺纹伸缩杆19的前端与夹持板11固定连接,固定扣20安装于限位挡板8与夹持板11的两侧,活塞杆9安装于固定扣20内,模具槽12设置于夹持板11的内部;
63.注料孔13分为三个口,中间的口为通气口,两侧的口为注料口,注料口会与放料管连接,通气口会与通气管连接,制芯装置启动前,工作人员将需要制芯的模具槽12安装置夹持板11上,通过控制面板15启动伸缩气缸10,带动活塞杆9和螺纹伸缩杆19向前延长,活塞杆9和螺纹伸缩杆19带动夹持板11向内推进,当活塞杆9延长至螺纹伸缩杆19一半时,会停止延长并与夹持板11上的固定扣20脱落,而螺纹伸缩杆19继续带动夹持板11向内推进,直到两块夹持板11合拢到一起,注模装置上的注料管7会通过夹持板11上的注料孔13将覆膜砂、固定剂注入模具槽12中,再通过注料管7中段的通气管注入气压对其进行压实,通过上述步骤,使得制芯装置可以适应于多种模具制芯,通过双向气压夹持,可以更有效的提高制芯的稳定性;
64.夹持装置还包括有收卷轴32、驱动电机30、收卷轴32、刮砂挡板31、滚动槽29,其中:
65.收卷轴32位于右侧夹持板11的内部,驱动电机30设置于收卷轴32的右侧,刮砂挡板31安装于收卷轴32的外侧,滚动槽29开设于夹持板11的表面两侧;
66.刮砂挡板31的下端有凸块,凸块会与滚动槽29滑动连接;
67.驱动电机30与控制面板15电连接,当注模装置将注模材料全部注入到夹持装置中后,通过控制面板15将注料台5升上去,此时夹持板11不受到注模装置的挤压,旋转盘18继
续螺纹伸缩杆19运转,并带动夹持板11翻转,当夹持板11翻转180度后,通过控制面板15启动驱动电机30,此时收卷轴32运转,并将刮砂挡板31在夹持板11两侧开设的滚动槽29内滑动,并向外输送,通过上述步骤,使得制芯装置,在完成夹持注模后,可将内部多余的覆膜砂倒出,并将表面处理干净,还将整个夹持块11密封起来,从而提高了装置的实用性;
68.夹持装置还包括有储砂槽16、螺纹输料管14,其中:
69.储砂槽16位于夹持板11的下端,螺纹输料管14位于储砂槽16的内侧,螺纹输料管14利用储砂槽16左侧的旋转电机进行运转;
70.螺纹输料管14与储砂槽16贯穿连接,螺纹输料管14在储砂槽16的部份顶端有开槽,螺纹输料管14的端头与置物槽17连接;
71.螺纹输料管14与置物槽17的右注料区连接;
72.旋转电机受控制面板15控制,当夹持板11翻转,多余的覆膜砂会直接落入到储砂槽16内,并通过螺纹输料管14顶端的槽而进入螺纹输料管14,此时开启储砂槽16旁边的旋转电机,带动螺纹输料管14内的螺纹转动,将内部的覆膜砂,通过螺纹运输至置物槽17内,以便下次使用,通过上述步骤,使得制芯装置,可以达到对覆膜砂回收利用的作用;
73.冷却装置包括有制冷块24、输冷管23、气压感应器21、电极板25、制冷口22,其中:
74.制冷块24位于限位挡板8的内侧,制冷块24与输冷管23连接并位于螺纹伸缩杆19的内部,气压感应器21位于夹持板11的内部上端,电极板25安装于气压感应器21的表面,制冷口22位于输冷管23的前端并贯穿夹持板11的内部;
75.气压感应器21分为两块,分别位于夹持板11的两侧,电极板25负极位于气压感应器21的左侧,电极板25的正极位于气压感应器21的右侧;
76.电极板25与气压感应器21电连接,两块夹持板11并拢时,气压感应器21两侧电极板25的正负极会合并得电,气压感应器21启动,当注模装置上移离开夹持装置后,气压感应器21感应不到气体的挤压力,制冷块24因气压感应器21启动,冷气通过输冷管23传输至制冷口22,对夹持板11内的模具进行冷却,通过上述步骤,使得制芯装置,在覆膜砂热芯铸件过程中,可以达到对铸件冷却效果;
77.冷却装置还包括有活塞挤压组件26、挤压板27、制冷开关28,其中:
78.活塞挤压组件26位于气压感应器21的内部上端,挤压板27与活塞挤压组件26的下端连接,挤压板27借助活塞挤压组件26进行向下移动,制冷开关28位于气压感应器21的底端;
79.制冷开关28控制制冷块24运转,当注模装置上移离开夹持装置后,气压感应器21感受到没有气压的挤压,此时气压感应器21内部的活塞挤压组件26不受气体的挤压力向上回缩,活塞挤压组件26带动挤压板27向上移动,直到挤压板27不在挤压到制冷开关28时,制冷块24启动,对夹持板11内部的覆膜砂铸件进行冷却,通过上述步骤,使得制芯装置,可以自动对铸件进行冷却处理,从而提高了覆膜砂热芯铸件的效率,也便捷了工作人员的取放;
80.冷却装置还包括有尺寸传感器36、伸缩滑动杆35、推动杆34、挡板33,其中:
81.伸缩滑动杆35位于输冷管23前端两侧,推动杆34固定安装于伸缩滑动杆35的中段,挡板33位于推动杆34的前端,推动杆34利用伸缩滑动杆35借助空气进行向前移动,尺寸传感器36位于夹持板11的内部下端;
82.尺寸传感器36与电极板25和制冷块24电连接;
83.挡板33初始状态位于制冷口22的前端,当电极板25并拢正负极得电后,尺寸感应器36启动,来对夹持板11内的模具槽12进行扫描检测,并将信号传输至制冷块24,如果模具槽12内的模具达不到指定规格,制冷块24无法启动制造冷气,当规格达到,制冷块24启动,将冷风通过输冷管23将挡板33吹开,挡板33后端的推动杆34会借助伸缩滑动杆35向右移动延长,将挡板33推开,通过上述步骤,使得制芯装置可以根据检测模具规格来进行冷却。
84.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的。
85.以上对本技术实施例所提供的一种基于覆膜砂热芯铸件生产用制芯装置进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的技术方案及其核心思想;本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例的技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。