1.本公开涉及食品加工机器技术领域,尤其涉及一种挤面装置及面条机。
背景技术:
2.家用面条机是我们生活中比较常见的一种厨用小电器,其一般包括机体、搅拌装置和挤面装置,使用时搅拌装置先将面粉和水搅拌制成面絮,再通过挤面装置中的挤压筒以及挤压筒中的螺杆将面絮挤压输送至出面模头,即可得到面条。
3.但是,现有技术中的家用面条机在挤压制作面条时普遍存在着一个问题,螺杆与挤压筒在输送挤压面絮的过程中,由于螺杆与挤压筒的内筒壁形成均匀的挤送间隙,当挤面过程结束时,由于没有后续补充面絮继续提供推送力,剩余的面絮便在螺杆与挤压筒内部之间自转,导致面絮附着残留过多的问题。另外,现有家用面条机中挤面装置的出面模头都是需要配合使用一个专门的模头安装架,装配时首先将出面模头安装于模头安装架,再将模头安装架通过挤压筒端部的模头螺纹盖进行螺接安装,导致挤面装置的整体较为复杂,极易产生面絮积聚于各处安装间隙的问题。
技术实现要素:
4.为了解决上述技术问题或者至少部分地解决上述技术问题,本公开提供了一种挤面装置及面条机。
5.本公开提供第一种的挤面装置,其包括挤压筒、螺杆和出面模头;
6.所述挤压筒的筒壁开设有贯穿的安装口;
7.所述螺杆插设于所述挤压筒,并与所述筒壁间隔形成挤送腔隙;
8.所述出面模头对应装于所述安装口;
9.其中,所述挤送腔隙包括与所述出面模头对应的出面腔隙;沿所述螺杆的转动方向,临近所述出面模头下游的部分所述出面腔隙的间隙量小于其他部位的所述出面腔隙的间隙量。
10.在一种可能的设计中,所述挤压筒与所述出面腔隙对应的内筒壁中设有凸起筋条;
11.沿所述螺杆转动方向,所述凸起筋条紧邻于所述出面模头的下游。
12.在一种可能的设计中,所述出面模头设置有成型孔以及朝向所述出面腔隙凸起的模头凸筋;
13.沿所述螺杆转动方向,所述模头凸筋设置于所述出面模头中所述成型孔的下游。
14.本公开提供第二种的挤面装置,其包括挤压筒、螺杆和出面模头;
15.所述螺杆穿设于所述挤压筒中,并与所述筒壁间隔形成挤送腔隙;
16.所述出面模头设置于所述挤压筒的出面端部;
17.其中,所述挤送腔隙包括与所述出面模头对应的出面腔隙;
18.所述出面腔隙包括首尾相互导通的第一子腔隙和第二子腔隙;
19.沿所述螺杆转动方向,第一子腔隙位于所述出面模头下游,所述第二子腔隙与所述出面模头对应;
20.所述第一子腔隙的容积小于所述第二子腔隙的容积。
21.在一种可能的设计中,所述挤压筒与所述出面腔隙对应的内筒壁中设有凸起筋条;
22.沿所述螺杆转动方向,所述凸起筋条包括邻近所述出面模头下游的第一凸起筋条以及与所述第一凸起筋条间隔设置的第二凸起筋条;
23.所述第一凸起筋条、所述第二凸起筋条共同将所述出面腔隙分隔形成所述第一子腔隙和所述第二子腔隙。
24.在一种可能的设计中,所述凸起筋条的凸起高度为0.3mm~1mm。
25.在一种可能的设计中,所述凸起筋条与所述螺杆外径的最小间距为0.2mm~1.5mm。
26.在一种可能的设计中,沿所述螺杆转动方向,所述出面模头的下游侧边中设有模头凸筋;
27.所述模头凸筋与所述螺杆共同将所述出面腔隙分隔形成一个所述第一子腔隙和多个所述第二子腔隙。
28.在一种可能的设计中,所述模头凸筋的凸起高度为0.3mm~1mm,所述模头凸筋与所述螺杆的最小间距为0.2mm~1.5mm。
29.在一种可能的设计中,所述挤压筒与所述出面模头对应的筒段内壁围成异形筒腔;
30.所述螺杆在所述异形筒腔中偏心设置;
31.沿所述螺杆转动方向,所述螺杆与所述出面模头下游的所述异形筒腔围成所述第一子腔隙、与所述出面模头对应的所述异形筒腔围成所述第二子腔隙。
32.另外,本公开提供的面条机,其包括机体和上述的挤面装置;
33.其中,所述机体包括搅拌桶和驱动装置;
34.所述挤压筒设置于所述搅拌桶的底部,用于盛接挤送所述搅拌桶搅拌完成后的食材;
35.所述驱动装置分别与所述搅拌桶中的搅拌装置及所述螺杆传动连接,用于驱动二者转动。
36.在一种可能的设计中,所述机体还包括储液盒;
37.所述储液盒通过泵送管路与所述搅拌桶连接,用于将液体定量泵送至所述搅拌桶;
38.其中,所述驱动装置包括驱动电机;
39.所述搅拌桶对应设置于所述驱动电机的上方,且所述搅拌装置中搅拌轴与所述驱动电机的输出轴对应同轴传动连接;
40.所述挤压筒沿水平方向设置于所述搅拌桶的底部,且所述驱动电机的输出轴及所述螺杆的分别设置有啮合传动的伞齿轮组。
41.在一种可能的设计中,所述机体还包括模头螺母和模头盖;
42.所述模头盖通过所述模头盖对应螺接安装于所述挤压筒中远离所述搅拌桶的一
端;
43.且所述模头盖中对应开设有与所述出面模头对应的避让口。
44.本公开实施例提供的技术方案与现有技术相比具有如下优点:
45.本公开实施例提供的第一种挤面装置与传统的面条机中的挤面装置相比,其通过巧妙的在挤压筒的筒壁开设贯穿的安装口,并将出面模头直接对应装于安装口,大幅简化了该挤面装置的结构,减少了各处的安装间隙,也即不易使面絮积聚于各处安装间隙。而且沿螺杆的转动方向,临近出面模头下游的部分出面腔隙的间隙量小于其他部位的出面腔隙的间隙量,这样增大了面絮在出面模头下游处的流动阻力,从而使面絮可以更充分、更轻易的被出面模头挤压成型送出。
46.本公开实施例提供的第二种挤面装置与传统的面条机中的挤面装置相比,其通过巧妙的在出面腔隙中设置相互导通且容积较小的第一子腔隙及容积较大的第二子腔隙,利用流体或类流体在不同大小容积之间流动时的压力关系,使得面絮可以更充分、更轻易的被出面模头挤压成型送出,大幅减少了面絮在挤送腔隙中的残留,从而避免了残留过多面絮干燥后导致堵住模头孔、面絮中的干面粉自转过程中会散发热量导致挤压筒内壁、模头片、螺杆等与干面粉接触的部位出现溶胶的问题。
47.另外,本技术还提供的面条机包括上述的第一种或第二种挤面装置,能够实现其所有的有益效果,在此不再赘述。
附图说明
48.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
49.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
50.图1为本公开实施例提供的挤面装置的第一种结构爆炸图;
51.图2为本公开实施例提供的挤面装置中出面腔隙的第一种截面图;
52.图3为本公开实施例提供的挤面装置的第二种结构爆炸图;
53.图4为本公开实施例提供的挤面装置中出面腔隙的第二种截面图;
54.图5为本公开实施例提供的挤面装置中挤压筒的结构图;
55.图6为本公开实施例提供的挤面装置中出面腔隙的第三种截面图;
56.图7为本公开实施例提供的挤面装置中出面模头的结构图;
57.图8为本公开实施例提供的挤面装置中出面腔隙的第四种截面图;
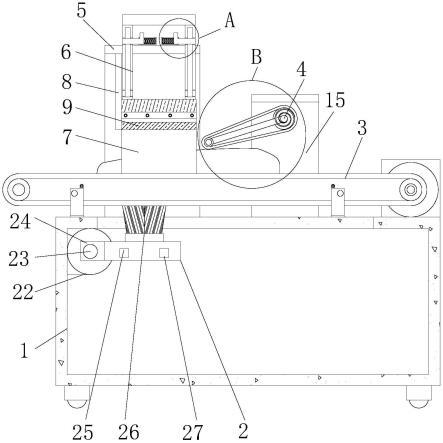
58.图9为本公开实施例提供的面条机的结构爆炸图。
59.附图标记:1、挤压筒;11、安装口;12、第一凸起筋条;13、第二凸起筋条;2、螺杆;3、出面模头;31、模头凸筋;32、成型孔;4、出面腔隙;41、第一子腔隙;42、第二子腔隙;5、机体;51、搅拌桶;52、控制面板;53、模头盖;54、模头螺母;a、间隙量。
具体实施方式
60.为了能够更清楚地理解本公开的上述目的、特征和优点,下面将对本公开的方案
进行进一步描述。需要说明的是,在不冲突的情况下,本公开的实施例及实施例中的特征可以相互组合。
61.在下面的描述中阐述了很多具体细节以便于充分理解本公开,但本公开还可以采用其他不同于在此描述的方式来实施;显然,说明书中的实施例只是本公开的一部分实施例,而不是全部的实施例。
62.结合图1和图2所示,本公开实施例提供的第一种挤面装置包括挤压筒1、螺杆2和出面模头3;挤压筒1的筒壁开设有贯穿的安装口11;螺杆2插设于挤压筒1,并与筒壁间隔形成挤送腔隙;出面模头3对应装于安装口。
63.而且,挤送腔隙包括与出面模头3对应的出面腔隙4;沿螺杆2的转动方向,临近出面模头3下游的部分出面腔隙4的间隙量a小于其他部位的出面腔隙的间隙量。
64.本公开实施例提供的第一种挤面装置工作使用时,位于挤压筒1中内筒壁的螺杆2在驱动机构的带动下绕自身的轴心线转动,螺杆2周壁处的螺纹板条即可将挤送挤压筒1中的面絮使之螺旋向前输送,当面絮逐渐被挤送到达挤压筒1中的安装口11时,设置于安装口11中的出面模头3便可对应将面絮挤压成条状或者片状并逐步送出。
65.与传统的面条机中的挤面装置相比,其通过巧妙的在挤压筒1的筒壁开设贯穿的安装口11,并将出面模头3直接对应装于安装口11,大幅简化了该挤面装置的结构,减少了各处的安装间隙,也即不易使面絮积聚于各处安装间隙。
66.而且沿螺杆2的转动方向,临近出面模头3下游的部分出面腔隙的间隙量a小于其他部位的出面腔隙的间隙量,这样增大了面絮在出面模头3下游处的流动阻力,从而使面絮可以更充分、更轻易的被出面模头挤压成型送出。
67.另外,值得说明的是,如图1所示,上述的间隙量a此时具体可以是螺杆2与安装口11对应的杆段中最大外径与挤压筒1中内筒壁对应设置的凸起筋条二者形成的。
68.在一些具体的实施方式中,挤压筒1与出面腔隙4对应的内筒壁中设有凸起筋条;且沿螺杆2转动方向,凸起筋条紧邻于出面模头3的下游。
69.具体的,结合图2所示,图2中此时是仅在挤压筒1的内筒壁中设置一个凸起筋条,可以理解的是凸起筋条的延伸方向自然是挤压筒1的轴向,将凸起筋条沿螺杆2转动方向紧邻设置于出面模头3的下游,这样未从出面模头3挤出的面絮继续随螺杆2转动到凸起筋条时,便会受到凸起筋条的阻挡作用,产生一定程度的“淤积”,从而增大了面絮在出面模头3下游处的流动阻力,进而使得与出面模头3对应处的面絮可以更充分、更轻易的被出面模头3挤压成型送出。
70.上述凸起筋条的具体设置方式,具有结构简单、可以有效增大面絮在出面模头3下游处的流动阻力的效果。
71.在一些具体的实施方式中,出面模头3设置有成型孔32以及朝向出面腔隙4凸起的模头凸筋31;且沿螺杆2转动方向,模头凸筋31设置于出面模头3中成型孔32的下游。
72.具体的,结合图6和图7所示,此时是仅在出面模头3中成型孔32的下游的部位设置一个模头凸筋31,可以理解的是凸起筋条的延伸方向也是挤压筒1的轴向,将模头凸筋31沿螺杆2转动方向可以具体设置于出面模头3的最下游侧边,这样未从出面模头3挤出的面絮继续随螺杆2转动到模头凸筋31时,便会受到模头凸筋31的阻挡作用,产生一定程度的“淤积”,从而增大了面絮在出面模头3下游处的流动阻力,进而使得与出面模头3对应处的面絮
可以更充分、更轻易的被出面模头3中的成型孔32挤压成型送出。
73.上述模头凸筋31的具体设置方式,同样具有结构简单、可以有效增大面絮在出面模头3下游处的流动阻力的效果。
74.另外,值得说明的是,如图6所示,上述的间隙量a此时具体可以是螺杆2与安装口11对应的杆段中最大外径与出面模头3中对应设置的模头凸筋31二者形成的。
75.结合图3、图4和图5所示,本公开实施例提供的第二种挤面装置包括挤压筒1、螺杆2和出面模头3;挤压筒1的内筒壁中开设有安装部;螺杆2穿装设置于挤压筒1的筒腔中,与筒壁间隔并且形成挤送腔隙;出面模头3安装于安装部。
76.而且,挤送腔隙包括与出面模头3对应的出面腔隙4;出面腔隙4包括首尾相互连接且导通的第一子腔隙41和第二子腔隙42;沿螺杆2转动方向,第一子腔隙41位于出面模头3下游,第二子腔隙42与出面模头3对应;第一子腔隙41的容积小于第二子腔隙42的容积。
77.该挤面装置在工作使用时,位于挤压筒1中内筒壁的螺杆2在驱动机构的带动下绕自身的轴心线转动,螺杆2周壁处的螺纹板条即可将挤送腔隙中的面絮螺旋向前输送,当面絮逐渐被挤送到达挤压筒1中的安装部时,设置于安装部的中的出面模头3便可对应将面絮对应挤压成条状或者片状并逐步送出。
78.而且,由于该挤面装置中的挤送腔隙与出面模头3对应的部位设置成了出面腔隙4,面絮被螺旋供送至出面腔隙4中时,部分未从出面模头3中成型挤出的面絮会随着螺杆2继续转动,即未被挤出的面絮会在首尾相互导通的第一子腔隙41及第二子腔隙42中动态循环转动,随后续供送进入出面腔隙4中的面絮揉合并二次继续经出面腔隙4挤压出面,由于第一子腔隙41位于出面模头3下游,并且第一子腔隙41的容积较小,此时部分未挤出的面絮进入到第一子腔隙41会遭受较大的阻力,从而使更多的面絮能够经由出面模头3挤压成型送出,而且第二子腔隙42的容积较大,第一子腔隙41中的面絮进入到第二子腔隙42时受到的阻碍力较小,这样使得未被成型挤出的面絮能够更轻易的随后续供送面絮揉合并循环经出面模头3再次挤压成型送出,大幅减少了面絮在挤送腔隙中的残留。
79.综上所述,与传统的面条机中的挤面装置相比,本公开实施例提供的挤面装置通过巧妙的在出面腔隙4设置相互导通且容积较小的第一子腔隙41及容积较大的第二子腔隙42,利用流体或类流体在不同大小容积之间流动时的压力关系,使得面絮可以更充分、更轻易的被出面模头3挤压成型送出,大幅减少了面絮在挤送腔隙中的残留,从而避免了残留过多面絮干燥后导致堵住模头孔、面絮中的干面粉自转过程中会散发热量导致挤压筒内壁、模头片、螺杆等与干面粉接触的部位出现溶胶的问题。
80.另外,值得说明的是,如图3所示,安装部具体可以开设于挤压筒1的一端下筒壁处,这样圆弧状的出面模头3安装于挤压筒1的安装部时,挤压成型的苗头便可以竖直向下的送出;而且螺杆2的周部绕设螺旋的板条,当螺杆2端部与出面模头3对应部位的板条可以具体沿螺杆2的轴线平直设置,这样面絮随螺杆2导送至此时,面絮便不再产生轴向的运动分量,仅会受到随螺杆2转动的圆周向的运动分量;当然为了避免面絮从挤压筒1开设安装部的一端流出,可以对应在挤压筒1的该端设置一个可拆卸的盖帽,用于阻挡面絮以及进一步提高安装部的安装稳定性。
81.在一些具体的实施方式中,挤压筒1与出面腔隙4对应的内筒壁中设有凸起筋条;而且沿螺杆2供送转动方向,凸起筋条包括邻近出面模头3下游的第一凸起筋条12和第二凸
起筋条13,且第二凸起筋条13与第一凸起筋条12间隔设置。第一凸起筋条12、第二凸起筋条13二者共同将出面腔隙4分隔形成相互导通且首尾对应连接第一子腔隙41和第二子腔隙42。
82.具体的,结合图4和图5所示,此时是将凸起筋条沿挤压筒1的轴线方向平直设置于挤压筒1与出面腔隙4对应的内筒壁,而且沿螺杆2供送转动方向(图4中箭头所示的顺时针方向),凸起筋条设置两个,分别是邻近出面模头3下游的第一凸起筋条12,和与第一凸起筋条12间隔设置的第二凸起筋条13,通过第一凸起筋条12及第二凸起筋条13的非密封分割作用,出面腔隙4便被分隔形成了首尾相互导通的第一子腔隙41和第二子腔隙42(图4中两根封闭虚线所围成的腔域)。这样在第一凸起筋条12的阻碍作用下,会有更多的面絮被出面模头3挤出成面条送出。
83.少量未经出面模头3挤出的面絮进入到第一子腔隙41会遭受第一凸起筋条12的阻挡受到较大的阻力,而且第二凸起筋条13与第一凸起筋条12共同形成容积较小的第一子腔隙41,这样至少第一子腔隙41中仅能残留较少的面絮,而且由于第二子腔隙42容积远大于第一子腔隙41,因此第一子腔隙41中的面絮也能够更轻易的进入到第二子腔隙42中,被出面模头3再次挤压成面条送出。
84.而且,上述第二凸起筋条13具体可以设置在挤压筒1内壁的最高处,这样第一子腔隙41的尾端与第二子腔隙42的首端在挤压筒1内壁的最高处导通连接,从第一子腔隙41中流出的面絮进入到第二子腔隙42后会在自身重力的作用下更顺畅的沿第二子腔隙42朝向出面模头3流动,从而进一步减少第二子腔隙42中面絮的残留。
85.将凸起筋条具体设置成上述的第一凸起筋条12及第二凸起筋条13具有结构简单、可以使面絮更多的面絮被出面模头3挤出、充分减少面絮在第一子腔隙41及第二子腔隙42中残留的优点。
86.在一些具体的实施方式中,第一凸起筋条12以及第二凸起筋条13的凸起高度范围限定为0.3mm~1mm。
87.具体的,结合图4进一步详细说明,图4中将第一凸起筋条12的凸起高度记为了h1,h1具体可以为0.3mm、0.5mm、0.6mm、0.8mm、1mm等,在0.3mm~1mm限定范围之间的任意数值均可。
88.第一凸起筋条12的凸起高度如果设置的过低,则对未经出面模头3挤出面絮的阻挡效果较差,如果第一凸起筋条12的凸起高度如果设置的过高,则第一凸起筋条12与螺杆2外径的间距过小,螺杆外径面附着干燥面絮或第一凸起筋条12的上侧面出现干面絮附着时,易产生阻碍螺杆2转动甚至卡死螺杆2转动的问题。
89.因此,综合考虑上述两种顾虑,将第一凸起筋条12的凸起高度h1的范围选取在0.3mm~1mm之间(包括0.3mm、1mm,具体可以为0.7mm)。同理的,第二凸起筋条13凸起高度范围也是选取在0.3mm~1mm之间,在此不再赘述。
90.在一些具体的实施方式中,第一凸起筋条12以及第二凸起筋条13与螺杆2外径的最小间距范围限定为0.2mm~1.5mm。
91.具体的,结合图4进一步详细说明,图4中将第二凸起筋条13与螺杆2外径的最小间距记为了l1(最小间距l1也即上述的间隙量a),l1具体可以为0.2mm、0.5mm、0.7mm、1.1mm、1.5mm等,在0.2mm~1.5mm范围限定之间的任意数值均可。
92.第二凸起筋条13与螺杆2外径的最小间距如果设置的过小,螺杆外径面附着干燥面絮或第二凸起筋条13的上侧面出现干面絮附着时,易产生阻碍螺杆2转动甚至卡死螺杆2转动的问题,如果将第二凸起筋条13与螺杆2外径的最小间距设置的过大,则对未经出面模头3挤出面絮的阻挡效果较差。
93.因此,综合考虑上述两种顾虑,将第二凸起筋条13与螺杆2外径的最小间距l1的范围选取在0.2mm~1.5mm之间(包括0.2mm、1.5mm,具体可以为0.8mm)。同理的,第一凸起筋条12与螺杆2外径的最小间距范围也是选取在0.2mm~1.5mm之间,在此不再赘述。
94.在一些具体的实施方式中,沿螺杆2的供送转动方向,出面模头3的下游侧边中设有模头凸筋31。螺杆2周壁处的多个板条与模头凸筋31共同将出面腔隙4分隔形成一个第一子腔隙41以及多个第二子腔隙42,且第一子腔隙41、多个第二子腔隙42依次导通并首尾连接。
95.具体的,结合图6和图7进一步详细说明,此时是将模头凸筋31沿出面模头3的侧边方向平直设置于出面模头3的下游侧边上,这样模头凸筋31仅需设置一个,模头凸筋31与螺杆2周壁处的多个平直板条共同非密封分割作用,便将出面腔隙4分隔形成了首尾相互导通的一个第一子腔隙41和多个第二子腔隙42(图6中三根封闭虚线所围成的腔域)。这样在模头凸筋31的阻碍作用下,会有更多的面絮被出面模头3挤出成面条送出。
96.少量未经出面模头3挤出的面絮进入到第一子腔隙41时会遭受模头凸筋31的阻挡受到较大的阻力,而且模头凸筋31与螺杆2周壁处的平直板条共同形成容积较小的第一子腔隙41,这样至少第一子腔隙41中仅能残留较少的面絮,而且由于多个第二子腔隙42容积均远大于第一子腔隙41,因此第一子腔隙41中的面絮也能够更轻易的进入到第二子腔隙42中,被出面模头3再次挤压成面条送出。
97.而且,上述模头凸筋31具体可以设置在出面模头3的下游侧边的最高处,并且与下游侧边的夹角可以具体呈近乎90
°
,这样模头凸筋31能够充分发挥模头凸筋31对未经出面模头3挤出面絮的阻碍作用,从而进一步减少面絮在第一子腔隙41中的残留。
98.将模头凸筋31具体设置成上述位置及结构,具有结构简单、可以简化挤压筒1内部结构、可以使面絮更多的面絮被出面模头3挤出、充分减少面絮在第一子腔隙41中残留的优点。
99.在一些具体的实施方式中,模头凸筋31的凸起高度范围限定为0.3mm~1mm,模头凸筋31与螺杆2的最小间距范围为0.2mm~1.5mm。
100.具体的,结合图6进一步详细说明,图6中将模头凸筋31的凸起高度记为了h2,h2具体可以为0.3mm、0.4mm、0.5mm、0.7mm、1mm等,在0.3mm~1mm限定范围之间的任意数值均可。
101.模头凸筋31的凸起高度如果设置的过小,则对未经出面模头3挤出面絮的阻挡效果较差,如果模头凸筋31的凸起高度如果设置的过高,则模头凸筋31与螺杆2外径的间距过小,螺杆外径面附着干燥面絮或模头凸筋31的上侧面出现干面絮附着时,易产生阻碍螺杆2转动甚至卡死螺杆2转动的问题。
102.因此,综合考虑上述两种顾虑,将模头凸筋31的凸起高度h2的范围选取在0.3mm~1mm之间(包括0.3mm、1mm,具体可以为0.6mm)、将模头凸筋31与螺杆2的最小间距(最小间距此时也即是上述的间隙量a)范围选取在0.2mm~1.5mm,可以起到较好的使用效果。
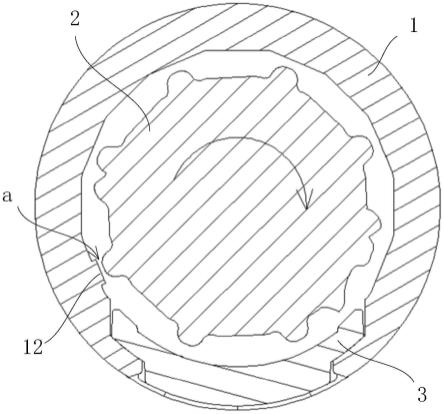
103.在一些具体的实施方式中,挤压筒1与出面模头3对应的筒段内壁围成异形筒腔;
螺杆2在异形筒腔中偏心设置;沿螺杆2转动方向,螺杆2与出面模头3下游的异形筒腔围成第一子腔隙41、与出面模头3对应的异形筒腔围成第二子腔隙42。
104.具体的,结合图8进一步详细说明,此时是将挤压筒1与出面模头3对应的筒段内壁设置截面形状为蛋状的异形筒腔,这样当螺杆2在蛋状的异形筒腔中偏心设置时,螺杆2的外径中的平直板条与挤压筒1的内壁具有两个较近的偏心间隙,通过这两个偏心间隙便将异形筒腔分隔形成首尾导通且容积较小的第一子腔隙41、和容积较大的第二子腔隙42(图8中两根封闭虚线所围成的腔域),这样在偏心间隙的阻碍作用下,会有更多的面絮被出面模头3挤出成面条送出。
105.少量未经出面模头3挤出的面絮通过偏心间隙进入到第一子腔隙41会遭受较大的阻力,而且由于形成容积较小的第一子腔隙41,这样至少第一子腔隙41中仅能残留较少的面絮,并而由于第二子腔隙42容积远大于第一子腔隙41,因此第一子腔隙41中的面絮也能够更轻易的进入到第二子腔隙42中,被出面模头3再次挤压成面条送出。
106.上述异形筒腔可以设置成其他的形状,只要能实现上述的功能效果即可,在此不过多限制说明。
107.通过将挤压筒1与出面模头3对应的筒腔设置成异形筒腔,且螺杆2在异形筒腔中偏心设置,同样可以实现使更多面絮被出面模头3挤出、减少面絮在异形筒腔残留的有益效果。
108.另外,本公开实施例还提供了一种面条机,该面条机包括机体5和上述任一种的挤面装置;其中,机体5包括搅拌桶51和驱动装置;挤压筒1导通设置于搅拌桶51的底部;驱动装置分别与搅拌桶51中的搅拌装置及螺杆2传动连接,用于驱动二者转动。
109.具体的,结合图9进一步详细说明,由于该面条机包括上述的挤面装置,能够实现其所有的有益效果,在此不再赘述。
110.将挤压筒1导通设置于搅拌桶51的底部,这样搅拌桶51中搅拌完成后的面絮可以在自身重力及搅拌装置的共同作用下更顺畅的进入到挤压筒1被螺杆2导送。
111.在一些具体的实施方式中,机体5还包括储液盒;储液盒通过泵送管路与搅拌桶51连接,用于将液体定量泵送至搅拌桶;驱动装置包括驱动电机;搅拌桶51对应设置于驱动电机的上方,且搅拌装置中搅拌轴与驱动电机的输出轴对应同轴传动连接;挤压筒1沿水平方向设置于搅拌桶51的底部,且驱动电机的输出轴及螺杆2的分别设置有啮合传动的伞齿轮组。这样驱动电机的输出轴的动力可以同时沿两个垂直的方向输送给搅拌桶51中的搅拌装置及挤压筒1中的螺杆2。
112.而且,该面条机还可以额外设置一个电子称,电子称可以单独设置在机体5外部,用于供使用者定重称量面粉,可以将电子称设置在机体5中并通过一个定重的下料机构与搅拌桶51导通连接,这样该面条机具有更好的自动化程度,可以更方便、更精准地添加面粉和水来制作面絮。
113.在一些具体的实施方式中,该面条机还包括模头螺母54和模头盖53;模头盖53通过模头螺母54对应螺接安装于挤压筒1远离搅拌桶51的一端;且模头盖53中对应开设有与出面模头3对应的避让口。
114.具体的,结合图9进一步详细说明,设置上述的模头螺母54和模头盖53,并通过螺接的方式安装于挤压筒1远离搅拌桶51的一端,这样该面条机在使用时可以通过模头盖53
有效的盖合封堵挤压筒1远离搅拌桶51的一端,而且该面条机在使用完成后使用者也可以非常方便的拆卸清洗挤面完成后的出面模头3及螺杆2。
115.在一些具体的实施方式中,机体5还包括控制面板52;控制面板52中设有蓝牙模块,操作指令能够通过蓝牙模块输送至控制面板52。
116.具体的,结合图9进一步详细说明,首先控制面板52中的控制器可以分别与上述的驱动装置、电子称及储液盒等电控连接,通过控制面板52来统一协调控制各个电器零件的工作状态,而且控制面板52中的触控部位可以设置不同的指令,供用户手动操作指令。控制面板52中设置蓝牙模块,这样用户可以通过移动终端设备,例如手机,来与控制面板52电连接并输入操作指令,进一步提高该面条机的自动化程度。
117.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
118.以上所述仅是本公开的具体实施方式,使本领域技术人员能够理解或实现本公开。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本公开的精神或范围的情况下,在其它实施例中实现。因此,本公开将不会被限制于本文所述的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。