1.本实用新型涉及一种集成式铝合金油箱尿素箱,属于汽车零部件技术领域。
背景技术:
2.目前,重卡普遍使用铝合金油箱和塑料尿素箱,两者分别安装在车架上,安装支架多,装配工序多,且两者之间的间隙影响整车空间利用率,为实现轻量化和模块化安装,设计了集成式铝合金油箱尿素箱。国内目前也有集成式油箱尿素箱方案,专利cn211252199u提出了一种集成尿素罐的新型燃油箱总成,但油箱与尿素箱之间仅有一个无孔隔板隔开,当隔板开裂,存在燃油与尿素混合现象,导致发动机损坏;专利cn207809054u提出了一种单腔集成尿素罐燃油箱总成,其油箱与尿素箱之间存在安全空腔,但其未留泄漏观察孔,当尿素或燃油泄露流入安全空腔时,无法及时预知,同时未明确指出采用何种防腐工艺,若防腐涂层较薄,长时间使用会脱落或者失效,且尿素放渣口一般为内螺纹结构,故存在尿素溶液对铝合金腐蚀的风险;若尿素箱直接采用耐尿素腐蚀的材质,则集成式油箱尿素箱的成本昂贵。现在重卡的尿素与燃油的消耗比大约为1:10,由于油箱与尿素箱分装,其容积不固定,无固定容积比,用户需按需加注。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术存在的缺陷,提供一种集成式铝合金油箱尿素箱。
4.为解决这一技术问题,本实用新型提供了一种集成式铝合金油箱尿素箱,包括油箱总成和尿素箱总成,所述油箱总成包括端盖、带孔隔板、筒体、加油口、缩口端盖和放油口;所述筒体上方设有油位传感器,三个带孔隔板设置在筒体内部进行焊接,筒体靠近油位传感器口的一端焊接端盖,另一端焊接缩口端盖;所述尿素箱总成包括无孔隔板、尿素箱筒体、尿素加注口、端盖和放渣口;所述尿素箱筒体上方设有尿素传感器,无孔隔板焊接在尿素箱筒体内部、距尿素箱筒体边缘25mm,尿素箱筒体另一端焊接有端盖,尿素箱内壁设有滚塑层;所述尿素箱总成插接在油箱总成的缩口端盖端进行焊接,缩口端盖和无孔隔板之间形成安全空腔,在安全空腔下方开一个泄露观察孔。
5.所述筒体上方冲压出油位传感器安装孔和加油口安装孔,下方冲压出放油口安装孔;所述放油口和加油口焊接在筒体相应的安装孔上,在放油口上安装外螺纹结构的放油口螺栓堵。
6.所述尿素箱筒体上方冲压出尿素传感器安装孔和尿素加注口安装孔,下方冲压出放渣口安装孔;所述尿素传感器口固定在尿素传感器安装孔上,尿素加注口焊接在尿素加注口安装孔上,放渣口焊接在放渣口安装孔上;所述放渣口为外螺纹结构、与内螺纹结构的放渣口堵盖连接。
7.所述端盖开口侧带有缩口,便于插接到筒体内进行焊接。
8.所述端盖、带孔隔板、筒体、加油口、缩口端盖、无孔隔板、尿素箱筒体、尿素加注
口、放渣口和放油口均为铝合金材料制成。
9.尿素传感器口、放渣口堵盖、放油口螺栓堵为不锈钢材料,
10.所述油箱总成外表面设有防窜筋。
11.所述尿素箱与油箱容积比为1:10,其中油箱为800l,尿素箱为85l。
12.有益效果:本实用新型将油箱与尿素箱集成在一起,减少了尿素箱安装附件和相应的工艺流程,整车模块化安装,提高了安装效率,同时,将尿素箱与油箱的容积比控制在1:10左右,方便司机同时加注;本实用新型尿素箱采用滚塑工艺,在尿素箱内部滚塑一层经特殊处理的聚乙烯材料,使其均匀粘附在铝合金尿素箱内部,其平均厚度为5mm,附着力强,不易脱落或开裂,可以保护铝合金筒体不与尿素溶液接触;同时,在油箱与尿素箱之间的安全空腔下方留有泄漏观察孔,当两者有一方开裂泄漏时,用户可观察到流出痕迹,及时处理;尿素放渣口采用外螺纹结构,可避免尿素与铝合金螺纹接触腐蚀。
附图说明
13.图1为本实用新型的爆炸分解图;
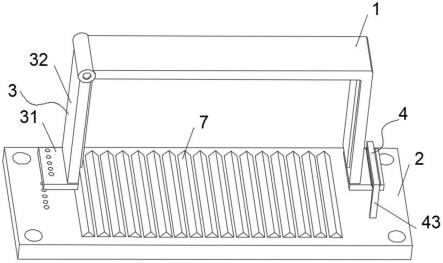
14.图2为本实用新型的三维结构示意图。
15.图中:1、端盖;2、带孔隔板;3、筒体;4、加油口;5、缩口端盖;6、无孔隔板;7、尿素箱筒体;8、尿素传感器口;9、尿素加注口;10、放渣口堵盖;11、放渣口;12、放油口螺栓堵;13、放油口。
具体实施方式
16.下面结合附图及实施例对本实用新型做具体描述。
17.如图1和图2所示,本实用新型提供了一种集成式铝合金油箱尿素箱,包括油箱总成和尿素箱总成,所述油箱总成包括端盖1、带孔隔板2、筒体3、加油口4、缩口端盖5和放油口13;所述筒体3上方设有油位传感器,三个带孔隔板2设置在筒体3内部进行焊接,起支撑作用和缓冲作用,避免燃油冲坏端盖1,筒体3靠近油位传感器口的一端焊接端盖1,另一端焊接缩口端盖5;所述尿素箱总成包括无孔隔板6、尿素箱筒体7、尿素加注口9、端盖1 和放渣口11;所述尿素箱筒体7上方设有尿素传感器,无孔隔板6焊接在尿素箱筒体7内部、距尿素箱筒体7边缘25mm,尿素箱筒体7另一端焊接有端盖1,尿素箱内壁设有滚塑层;所述尿素箱总成插接在油箱总成的缩口端盖5 端进行焊接,由于无孔隔板6尿素箱筒体7边缘有一定距离,故可避免焊接高温对滚塑层造成破坏;缩口端盖5和无孔隔板6之间形成安全空腔,在安全空腔下方开一个小孔;安全空腔的作用是当缩口端盖5或者无孔隔板6出现裂缝时,燃油或尿素溶液会先流入安全空腔,通过安全空腔下方的小孔流出,便于观察,避免燃油和尿素混合后进入发动机,对发动机造成损害,同时也可平衡腔内气压。
18.所述筒体3上方冲压出油位传感器安装孔和加油口安装孔,下方冲压出放油口安装孔;所述放油口13和加油口4焊接在筒体3相应的安装孔上,在放油口13上安装外螺纹结构的放油口螺栓堵12。
19.所述尿素箱筒体7上方冲压出尿素传感器安装孔和尿素加注口安装孔,下方冲压出放渣口安装孔;所述尿素传感器口8固定在尿素传感器安装孔上,尿素加注口9焊接在尿素加注口安装孔上,放渣口11焊接在放渣口安装孔上;所述放渣口11为外螺纹结构、与内螺
纹结构的放渣口堵盖10连接,可避免尿素与铝合金螺纹接触腐蚀;对尿素箱总成进行滚塑处理时,在尿素箱总成内部加入一定量的聚乙烯,堵住尿素传感器口8、尿素加注口9和放渣口11,将尿素箱总成放置在滚塑机上进行滚塑,保证滚塑层均匀粘附在尿素箱总成内壁上,确保尿素溶液不会与铝合金接触。将滚塑完成后的尿素箱总成与油箱总成焊接在一起,即为集成式铝合金油箱尿素箱。
20.所述端盖1开口侧带有缩口,便于插接到筒体3内进行焊接。
21.所述端盖1、带孔隔板2、筒体3、加油口4、缩口端盖5、无孔隔板6、尿素箱筒体7、尿素加注口9、放渣口11和放油口13均为铝合金材料制成。
22.尿素传感器口8、放渣口堵盖10、放油口螺栓堵12为不锈钢材料,
23.所述油箱总成外表面设有防窜筋。
24.所述尿素箱与油箱容积比为1:10左右,其中油箱为800l,尿素箱为85l;尿素箱采用滚塑工艺,在尿素箱内部滚塑一层经特殊处理的聚乙烯材料,使其均匀粘附在铝合金尿素箱内部,且其具有高粘附性,避免脱落,从而保护铝合金筒体不被尿素溶液腐蚀,同时,尿素放渣口采用外螺纹结构,可避免尿素与铝合金螺纹接触腐蚀,再将铝合金油箱和尿素箱焊接到一起,提高整车空间利用率,节省安装尿素箱的时间,提高整车装配效率,同时,取消尿素箱安装支架,实现降重降本,有利于模块化安装。
25.本实用新型将尿素箱和油箱集成为一体,取消了尿素箱安装支架,降本降重,同时,减少了零部件数量,便于安装,有利于提高生产装配效率。本实用新型由油箱总成与尿素箱总成两部分焊接而成,尿素箱内部进行滚塑处理,尿素放渣口为外螺纹结构,可有效避免尿素与铝合金接触,同时,油箱总成与尿素箱总成之间留有安全空腔,避免发生泄漏时,尿素与燃油混合,在安全空腔下方留有泄漏观察孔,当两者有一方开裂泄漏时,用户可观察到流出痕迹,及时处理。尿素箱与油箱容积比大约为1:10,便于用户同时加注两种液体。
26.本实用新型上述实施方案,只是举例说明,不是仅有的,所有在本实用新型范围内或等同本实用新型的范围内的改变均被本实用新型包围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。