1.本实用新型属于上水口装置技术领域,具体涉及一种连铸用板坯不透气中间包上水口。
背景技术:
2.冶金板坯连铸不透气中间包上水口是连铸中间包用耐材最关键部件之一,它决定中间包使用寿命,安装在中间包底部,上与整体塞棒配合,下与中间包下水口配套工作,起承上启下的关键作用。板坯不透气中间包上水口是一次性使用的耐火材料部件。板坯不透气上水口的品质好坏直接关系到连铸工艺是否能够正常进行、连铸时间的长短及铸坯质量。板坯不透气上水口的碗口部位与整体塞棒相配合,碗口部位应耐冲刷、抗侵蚀,保证塞棒能够正常控流;与下水口配合部位,采用氩封保护,尺寸要求精度高,而且需要强度高、抗氧化性好。
3.现有技术中的金属板坯连续铸造中间包上水口常规做法是本体料和内芯料、平面料为一次等径压成型,外部尺寸全部加工,用料利用率低,只有76%左右,成本较高。
4.采用本制作方法,碗口及本体部分采用等径压成型,夹紧配合部分采用压力机成型,能够保证尺寸精度,达到图纸要求不用加工,整体利用率可以提高到90%,整体利用率提高14%,全年生产此类产品约计52吨,可节约用料7吨左右,粘接成本与减少车加工成本接近,可不再统计。
技术实现要素:
5.本实用新型的目的在于克服现有技术存在的上述缺陷,提出了一种连铸用板坯不透气中间包上水口,通过将本体和内芯、平面料分体通过粘结在一起,实现用料利用率高,成本降低的优势。
6.本实用新型是采用以下的技术方案实现的:
7.所述的连铸用板坯不透气中间包上水口:包括上水口主体,上水口主体由内到外依次为碗口内芯、外皮,碗口内芯的上部分为碗口,上水口主体和外皮均是通过粘结缝,与配合部位连接;配合部位上设置有吹氩槽。
8.优选地,上水口内径为
9.优选地,碗口外径为
10.优选地,碗口长度为50~55mm。
11.优选地,配合部位的厚度为35.5~36mm。
12.优选地,配合部位的上边缘外径为下边缘外径为下边缘外径为
13.优选地,粘结凸起的圆弧内半径为2mm~3mm。
14.优选地,吹氩槽为左右两个对称设置,吹氩槽的外直径为吹氩槽的内直径为
15.本实用新型的连铸用板坯不透气中间包上水口,制作方法为:
16.a、成型:将干燥好的成品泥料分别装入采取符合设计技术要求的本体部分专用胶套中,用等静压机在120兆帕压力下成型;
17.b、烘干:将已成型的半成品执行相应烘干曲线进行烘干;
18.c、烧成;将烘干后不透气上水口本体部分,按正常等径压产品烧成曲线,经过20个小时的烧成,将烧成窑炉温度升至1030℃,并在1030℃下保温50-60分钟;
19.d、车床加工:将烧成后半成品不透气上水口本体部分用数控车床加工至图纸要求;
20.e、粘接:按照图纸要求尺寸,用高温火泥将不透气上水口本体部分与机压夹紧配合部位进行粘接,后自然干燥24小时后,执行镶铁壳水口干燥工艺曲线进行干燥;
21.f、粉刷:将干燥后的粘接水口按板坯中包水口的粉刷工艺进行粉刷;
22.g、探伤检验、包装、入库:产品包装前进行x射线无损探伤;探伤合格产品用高压膜进行包装,质量检验合格后装箱入库。
23.本实用新型的有益效果是:
24.(1)本实用新型所述的连铸用板坯不透气中间包上水口,耐高温抗热震性能好、抗侵蚀热冲击强度好、抗剥落性优异、平面配合精度高、使用寿命长、机械强度高;
25.(2)本实用新型所述的连铸用板坯不透气中间包上水口,原料利用率低,加工量大的问题,产品装料利用率提高14%,生产成本降低明显;
26.(3)本实用新型所述的连铸用板坯不透气中间包上水口,用现有设备及板坯中间包其它耐材的生产工艺即可执行,简便、易行,无操作风险、质量隐患、安全可行,适用于各种规格型号的板坯不透气中间包上水口的制造。
附图说明
27.图1是本实用新型的连铸用板坯不透气中间包上水口的结构示意图;
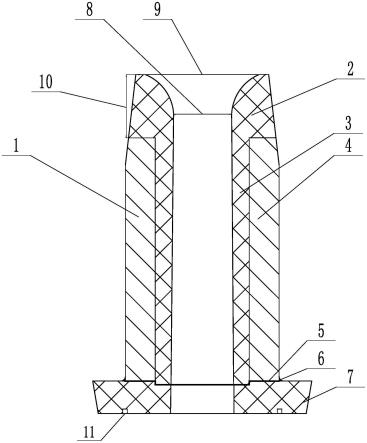
28.图2是本实用新型的连铸用板坯不透气中间包上水口的俯视结构示意图;
29.图中:1、上水口主体;2、碗口;3、碗口内芯;4、外皮;5、粘结缝;6、粘结凸起;7、配合部位;8、上水口内径;9、碗口外径;10、碗口长度;11、吹氩槽。
具体实施方式
30.下面结合附图对本实用新型作进一步说明。
31.所述的连铸用板坯不透气中间包上水口:包括上水口主体1,上水口主体1由内到外依次为碗口内芯3、外皮4,碗口内芯3的上部分为碗口2,上水口主体1和外皮4均是通过粘结缝5,与配合部位7连接;配合部位7上设置有吹氩槽11。
32.上水口内径8为
33.碗口外径9为
34.碗口长度10为50~55mm。
35.配合部位7的厚度为35.5~36mm。
36.配合部位7的上边缘外径为下边缘外径为
37.粘结凸起6的圆弧内半径为2mm~3mm。
38.吹氩槽11为左右两个对称设置,吹氩槽11的外直径为吹氩槽11的内直径为
39.本实用新型的连铸用板坯不透气中间包上水口,制作方法为:
40.a、成型:将干燥好的成品泥料分别装入采取符合设计技术要求的本体部分专用胶套中,用等静压机在120兆帕压力下成型;
41.b、烘干:将已成型的半成品执行相应烘干曲线进行烘干;
42.c、烧成;将烘干后不透气上水口本体部分,按正常等径压产品烧成曲线,经过20个小时的烧成,将烧成窑炉温度升至1030℃,并在1030℃下保温50-60分钟;
43.d、车床加工:将烧成后半成品不透气上水口本体部分用数控车床加工至图纸要求;
44.e、粘接:按照图纸要求尺寸,用高温火泥将不透气上水口本体部分与机压夹紧配合部位进行粘接,后自然干燥24小时后,执行镶铁壳水口干燥工艺曲线进行干燥;
45.f、粉刷:将干燥后的粘接水口按板坯中包水口的粉刷工艺进行粉刷;
46.g、探伤检验、包装、入库:产品包装前进行x射线无损探伤;探伤合格产品用高压膜进行包装,质量检验合格后装箱入库。
47.通过本实用新型的加工量较小的本体部分等径压成型,按正常热处理工艺烘干、烧成;夹紧配合精度要求高的部分,采用300吨压力机一次成型不用加工,执行压力机产品热处理工艺,仅烘干不烧成;本体部分加工后,用自制高温胶泥将两部件粘接到一起,粘接泥缝1.5-2.0毫米;再执行镶铁壳水口干燥工艺曲线干燥,完成后粉刷包装,验收入库;通过试用,与原等径压成型产品使用效果相同,批量生产。
48.所述的冶金连铸不透气中间包上水口的制造方法,适用于多种规格型号的不透气中间包上水口的制造,其规格型号需要根据实际情况进行选择。
49.当然,上述内容仅为本实用新型的较佳实施例,不能被认为用于限定对本实用新型的实施例范围。本实用新型也并不仅限于上述举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的均等变化与改进等,均应归属于本实用新型的专利涵盖范围内。
技术特征:
1.一种连铸用板坯不透气中间包上水口,其特征在于:包括上水口主体(1),上水口主体(1)由内到外依次为碗口内芯(3)、外皮(4),碗口内芯(3)的上部分为碗口(2),上水口主体(1)和外皮(4)均是通过粘结缝(5),与配合部位(7)连接;粘结缝(5)与上水口主体(1)和配合部位(7)的连接处有粘结凸起(6),配合部位(7)上设置有吹氩槽(11)。2.根据权利要求1所述的连铸用板坯不透气中间包上水口,其特征在于:所述的上水口主体(1)的上水口内径(8)为3.根据权利要求1所述的连铸用板坯不透气中间包上水口,其特征在于:所述的碗口(2)的碗口外径(9)为碗口长度(10)为50~55mm。4.根据权利要求1所述的连铸用板坯不透气中间包上水口,其特征在于:配合部位(7)的厚度为35.5~36mm。5.根据权利要求1所述的连铸用板坯不透气中间包上水口,其特征在于:配合部位(7)的上边缘外径为下边缘外径为6.根据权利要求1所述的连铸用板坯不透气中间包上水口,其特征在于:粘结凸起(6)的圆弧内半径为2mm~3mm。7.根据权利要求1所述的连铸用板坯不透气中间包上水口,其特征在于:吹氩槽(11)为左右两个对称设置,吹氩槽(11)的外直径为吹氩槽(11)的内直径为
技术总结
本实用新型属于上水口装置技术领域,具体涉及一种连铸用板坯不透气中间包上水口。所述的连铸用板坯不透气中间包上水口:包括上水口主体,上水口主体由内到外依次为碗口内芯、外皮,碗口内芯的上部分为碗口,上水口主体和外皮均是通过粘结缝,与配合部位连接;配合部位上设置有吹氩槽。本实用新型提出了一种连铸用板坯不透气中间包上水口,通过将本体和内芯、平面料分体通过粘结在一起,实现用料利用率高,成本降低的优势。成本降低的优势。成本降低的优势。
技术研发人员:秦程亮 晁霞 李加文
受保护的技术使用者:山东东耐高温材料股份有限公司
技术研发日:2022.04.22
技术公布日:2022/9/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。