1.本实用新型涉及纸板成型生产线技术领域,尤其是涉及一种纸板的同步式自动弯折构造。
背景技术:
2.传统的包装盒成型设备通常是通过裁剪机构将一个方形的纸板裁掉四个边角,使得纸板形成一个十字形纸板,然后通过成型机构将十字形纸板的各个侧面沿着底面弯折成型为中空包装盒,这样的结构设计在批量生产的流水线上,裁断的边角料浪费严重,且工艺繁琐复杂,成本非常高,为解决该技术问题,发明人提出将u型构造与l型构造的纸板拼接成型为中空包装盒,并且为此亟需提供一种能够弯折纸板的纸板弯折构造。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种纸板的同步式自动弯折构造,同步进行纸板升降工序与弯折工序,消除了两个工序之间的动作时间差,缩短了纸板的成型时间,进一步地提高流水线的生产线。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种纸板的同步式自动弯折构造,包括模芯、与模芯上下对应设置的承载台、用于驱动承载台靠近或者远离模芯的升降驱动机构以及设置于承载台一侧的折弯机构,折弯机构包括传动连接于承载台的连杆传动组件以及传动连接于连杆传动组件的折弯臂,在升降驱动机构驱动承载台靠近或远离模芯时,折弯传动座经由连杆传动组件同时带动折弯臂翻转。
5.进一步的技术方案中,所述折弯机构的数量为两个,承载台用于将外界的纸板的中部压持在模芯上,两个折弯机构分别设置在承载台的两侧,以用于将外界的纸板折弯成型为u型构造。
6.进一步的技术方案中,所述折弯臂的翻转角度为0-90
°
。
7.进一步的技术方案中,所以承载台安装有多个负压吸嘴,外界的纸板在负压吸嘴的作用下保持在承载台的台面上。
8.进一步的技术方案中,所述升降驱动机构设置有升降基座以及安装于升降基座的升降驱动气缸,所述升降基座滑动装设有多连接承载台的导柱,升降驱动气缸用于驱动承载台上下升降。
9.进一步的技术方案中,所述连杆传动组件包括安装于外界的机架的第一传动座、安装于承载台的第二传动座、铰接于第一传动座的第一连杆以及铰接于第二传动座的第二连杆,第二连杆传动连接于第一连杆,第一连杆传动连接于折弯臂。
10.进一步的技术方案中,所述折弯臂安装有至少两个横向延伸设置的限位条,两个限位条彼此远离的一端延伸成型有限位勾,两个限位条的限位勾用于挡止限位外界的纸板彼此远离的两侧。
11.进一步的技术方案中,还包括设置于模芯上方的上包边机构,上包边机构包括两
个分别设置在模芯左右两侧的折边装置,在两个折弯臂将纸板的两侧分别翻折至模芯处时,各个折边装置推折第一纸板外侧的面纸内折贴合于第二纸板上。
12.采用上述结构后,本实用新型和现有技术相比所具有的优点是:
13.本实用新型的折弯臂是通过连杆传动组件传动连接于承载台的,这样的结构设计使得纸板升降工序与弯折工序同步进行,消除了两个工序之间的动作时间差,缩短了纸板的成型时间,进一步地提高流水线的生产效率。具体的,折弯臂的数量为两个,通过承载台将纸板的中部贴合于模芯的底部,且通过两个折弯臂将纸板的两侧分别贴合在模芯的两侧,以将纸板折弯成型为u型构造,当然,折弯臂的数量为1个时,这样的纸板弯折构造同样适用于成型l型构造的纸板。
附图说明
14.下面结合附图和实施例对本实用新型进一步说明。
15.图1是本实用新型的局部示意图;
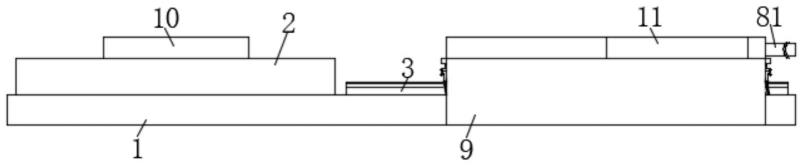
16.图2是本实用新型的结构示意图。
具体实施方式
17.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
18.如图1至2所示,本实用新型提供的一种纸板的同步式自动弯折构造,包括模芯34、与模芯34上下对应设置的承载台30、用于驱动承载台30靠近或者远离模芯34的升降驱动机构31以及设置于承载台30一侧的折弯机构32,折弯机构32包括传动连接于承载台30的连杆传动组件321以及传动连接于连杆传动组件321的折弯臂322,在升降驱动机构31驱动承载台30靠近或远离模芯34时,承载台30经由连杆传动组件321同时带动折弯臂322正反转动。
19.本实用新型自动弯折构造能够实现承载台30所承载的纸板的自动限位(承载台30与模芯34夹持限位住纸板的中部)及纸板的自动弯折,无需作业人员手动弯折纸板,提升纸板的折弯效率及折弯良率,避免因纸板在弯折过程中发生位置变动而弯折不良。
20.具体的,所述折弯机构32的数量优选为两个,承载台30用于将外界的纸板的中部压持在模芯34上,两个折弯机构32分别设置在承载台30的左右两侧。承载台30升降时即可带动两个折弯机构32同步正反转动。
21.本实用新型通过承载台30将纸板的中部压持在模芯34的底部上,且通过两个折弯臂322将纸板的两端分别折弯贴设在模芯34的两侧上,以将纸板折弯成型为u型构造,且折弯臂322是通过连杆传动组件321传动连接于承载台30的,这样的结构设计使得纸板升降工序与弯折工序同步进行,消除了两个工序之间的动作时间差,缩短了纸板的成型时间,进一步地提高流水线的生产效率。
22.具体的,所述折弯臂322的翻转角度为0-90
°
,经由折弯臂322的转动即可将纸板折弯呈所需的l型、v型等构造。
23.具体的,所述承载台30安装有多个负压吸嘴300,外界的纸板在负压吸嘴300的作用下被吸附在承载台30的台面上,多个负压吸嘴300分别吸住承载台30所承载的纸板的不同部位,从而将纸板稳定限位在承载台30上,这样的结构设计保证纸板在升降和/或折弯工序不会出现偏位或者错位的情况。
24.具体的,所述升降驱动机构31设置有升降基座310以及安装于升降基座310的升降驱动气缸311,所述升降基座310滑动装设有连接承载台30的多个导柱312,升降驱动气缸311用于驱动承载台30上下升降,导柱312的数量为多个,多个导柱312能够使承载台30升降保持稳定。
25.具体的,所述连杆传动组件321包括安装于外界的机架的第一传动座3210、安装于承载台30的第二传动座3211以及铰接于第二传动座3211的第二连杆,折弯臂322的一端转动设置在第一传动座3210上,第二连杆传动连接于折弯臂322远离第一传动座3210的一端。
26.具体的,所述连杆传动组件321还包括第一连杆3212,第一连杆3212铰接于第一传动座3210,第二连杆铰接于第二传动座3211,第一连杆3212的一端传动连接于第二连杆、另一端传动连接于折弯臂322。
27.具体的,第一传动座3210设有转动的转轴件,第一连杆3212的一端、折弯臂322的一端分别设置在转轴件上,第一连杆3212的另一端设置于折弯臂322的另一端;第一连杆3212设有第一滑孔,第二传动座3211设有第二滑孔,第二连杆的一端转动并滑动设置在第一滑孔内,第二连杆的另一端转动并滑动设置在第二滑孔内。
28.具体的,所述折弯臂322安装有至少两个横向延伸设置的限位条3220,两个限位条3220彼此远离的一端延伸成型有限位勾,纸板被限位在两个限位勾之间,避免纸板在弯折的时候出现偏位的情况。
29.此外,本实施例还包括设置于模芯34上方的上包边机构,上包边机构包括两个分别设置在模芯34左右两侧的折边装置33,在两个折弯臂322将纸板的两侧分别翻折至模芯34处时,各个折边装置33推折纸板外侧的面纸内折贴合于纸板的芯纸上。
30.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。