1.本发明涉及机器视觉测量技术领域,特别涉及一种机械零件表面线结构光条纹中心的高精度提取方法。
背景技术:
2.机械零件是机械的基本单元,在汽车、火车、轮船、飞机等工业领域都有广泛的应用。机械零件的测量是保证并提高加工质量和鉴别不良产品的重要手段,目前较为先进的测量方法为机器视觉测量方法。机器视觉测量属于非接触测量法,主要利用被拍摄目标的形态信息,结合图像处理技术和摄像机标定技术完成高精度测量。与传统的接触测量法相比,机器视觉测量能够实现实时在线测量和智能测量,易于对检测信息进行集成和管理,还可用于无法进行接触或测量条件恶劣情况下的测量。线结构光视觉测量属于三维机器视觉测量方法,它基于线结构光照射在被测物体表面形成的光条纹图像,结合标定的线激光器和摄像机的位置,利用空间三角测量原理实现物体的三维视觉测量。线结构光视觉测量具有测量速度快,测量精度高等优点,因而广泛应用于工业测量领域。
3.在机械零件的线结构光视觉测量过程中,光条纹特征点的提取精度是影响最终测量精度的重要因素。为了避免曝光严重,摄像机接收的光条纹通常是经被测表面漫反射后的光线,它主要由被测表面的一次反射光线和多次反射光线构成,其中多次反射光线受被测表面漫反射特性的影响较大。现有精度较高的光条纹特征点提取方法通常基于光强沿光条纹法向宽度服从高斯分布这一原则,然后根据光强信息提取光条纹中心。这种光条纹中心的提取方法用于线结构光平面标定时,精度是可以保证的,因为标靶平面通常是较为理想的平面,其光条纹的光强分布受标靶平面光线漫反射中的多次反射影响不大。然而,多数机械零件的漫反射特性由于受表面形貌、材质、粗糙度等因素的影响,其表面光条纹的光强分布受光线多次反射的影响较大,使机械零件表面与标靶平面光条纹的光强分布不一致,从而造成实际提取的光条纹中心并不重合于标定的光平面与机械零件表面的理论交线,因此产生较大的光条纹中心提取误差,最终影响机械零件的测量精度。
技术实现要素:
4.本发明的目的在于提供一种机械零件表面线结构光条纹中心的高精度提取方法,解决了现有机械零件表面线结构光条纹中心的提取精度受漫反射特性的影响较大,导致测量精度较低的问题。本发明利用小波变换处理线结构光条纹图像,减小了机械零件漫反射特性对光条纹中心提取精度的影响,实现了机械零件表面线结构光条纹中心的高精度提取。
5.本发明的上述目的通过以下技术方案实现:
6.机械零件表面线结构光条纹中心的高精度提取方法,利用图像灰度在频域的小波变换减小了机械零件的漫反射特性对光条纹中心提取精度的影响,实现机械零件表面线结构光条纹中心的高精度提取,具体过程包括以下步骤:
7.步骤1:标定线结构光视觉测量系统后,拍摄一张机械零件表面的线结构光条纹图像并对图像进行灰度化处理,提取图像的初始灰度数据,得到代表光条纹图像灰度值的像素矩阵;
8.步骤2:利用高斯滤波算法对图像进行降噪处理,减小随机噪声;
9.步骤3:利用小波变换在频域去除线结构光条纹中光线漫反射的多次反射部分,减小机械零件的漫反射特性对光条纹中心提取精度的影响,然后将处理后的光条纹频域信息进行小波重构;
10.步骤4:在步骤3处理后的图像上提取光条纹中心,实现机械零件光条纹中心的高精度提取。
11.上述步骤3中所述的利用小波变换在频域去除线结构光条纹中光线漫反射的多次反射部分,减小机械零件的漫反射特性对光条纹中心提取精度的影响,然后将处理后的光条纹频域信息进行小波重构,具体过程包括以下步骤:
12.步骤3.1:在步骤2处理后的机械零件表面光条纹灰度图像上选择roi(region ofinterest,感兴趣区域);
13.步骤3.2:在步骤3.1选择的图像roi内,确定光条纹的法线方向,并在法线截面上提取光条纹的灰度信息;
14.步骤3.3:机械零件的漫反射特性影响光线的多次反射,进而影响光条纹中心的提取精度,根据步骤3.2得到的光条纹灰度信息利用小波变换在频域分解出光条纹漫反射的一次反射部分和多次反射部分;
15.步骤3.4:在频域去除光条纹图像上光线漫反射的多次反射部分,以减小机械零件漫反射特性对光条纹中心提取精度的影响,然后将处理后的光条纹频域信息进行小波重构。
16.本发明的有益效果在于:本发明首先安装线结构光视觉测量系统,并对测量系统进行标定,然后用摄像机拍摄一幅机械零件表面的光条纹图像,利用高斯滤波算法对图像的随机噪声进行降噪预处理。本发明首创性地提出,针对roi内光条纹的法向截面灰度信息,利用小波变换在频域分解出光条纹漫反射的一次反射部分和多次反射部分,然后去除对光条纹中心提取精度影响较大的多次反射部分,以减小机械零件漫反射特性对测量精度的影响,最后将处理后的光条纹图像频域信息进行小波重构,并提取光条纹中心。该方法利用小波变换减小了机械零件漫反射特性对线结构光条纹中心提取精度的影响,这有效地解决了现有方法受机械零件的表面形貌、材质、粗糙度等因素的影响而导致光条纹中心提取的误差较大、总体测量精度不高的问题。本发明不仅改善了机械零件表面的线结构光条纹中心的提取精度,而且具有良好的普适性。
附图说明
17.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实例及其说明用于解释本发明,并不构成对本发明的不当限定。
18.图1为本发明的ccd摄像机的内部参数与畸变系数标定示意图;
19.图2为本发明的线结构光光平面标定示意图;
20.图3为本发明的机械零件的线结构光视觉测量示意图;
21.图4为本发明的机械零件表面光线的漫反射示意图;
22.图5为本发明的小波分解与重构示意图;
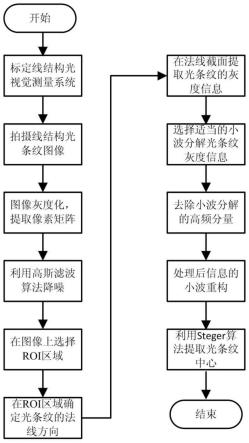
23.图6为本发明的机械零件表面线结构光条纹中心的高精度提取方法流程图。
24.图中:1、计算机;2、ccd摄像机;3、镜头;4、标定板;5、背景光源;6、标靶;7、线激光器。
具体实施方式
25.下面将结合附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
26.参见图1至图6所示,本发明的机械零件表面线结构光条纹中心的高精度提取方法,基于机器视觉测量技术,将线结构光作为机械零件视觉测量的辅助测量标记,利用小波变换在频域去除光线漫反射的多次反射部分,以减小机械零件漫反射特性对光条纹中心提取精度的影响,从而实现机械零件表面线结构光条纹中心的高精度提取。首先,拍摄一张机械零件表面线结构光条纹图像并灰度化处理;其次,对光条纹图像的随机噪声进行降噪处理;接下来,在选定的感兴趣区域确定光条纹的法线方向,并在法线截面提取光条纹的灰度信息,然后利用小波变换在频域去除光条纹中光线漫反射的多次反射部分,以减小机械零件的漫反射特性对光条纹中心提取精度的影响;最后,将处理后的光条纹频域信息进行小波重构并提取光条纹中心。克服了现有光条纹中心提取方法存在的不足,具体过程包括以下步骤:
27.1.标定线结构光视觉测量系统后,拍摄一张机械零件表面的线结构光条纹图像并对图像进行灰度化处理,提取图像的初始灰度数据,得到代表光条纹图像灰度值的像素矩阵。
28.安装线结构光视觉测量系统,先利用棋盘格标定板4标定ccd摄像机2的内参和畸变系数,然后利用标靶6标定光平面方程(ccd摄像机2与计算机1相连,镜头3安装在ccd摄像机2上,标定板4置于镜头3和背景光源5之间,标靶6与标定板4共面安装,线激光器7发出的线结构光照射在标靶6上),如图1和图2所示。
29.拍摄一张金属零件表面的线结构光条纹图像并对图像进行灰度化处理,为改善图像质量,利用伽马校正算法提取图像的初始灰度数据,得到光条纹图像像素的灰度函数gray(u,v)。
[0030][0031]
其中,(u,v)表示像素的位置,gray(u,v)是(u,v)位置处像素的灰度值,r(u,v),g(u,v),b(u,v)代表(u,v)位置处像素的三原色颜色值,伽马校正选择经验值2.2。
[0032]
根据(1)式可以得到代表光条纹图像灰度值的像素矩阵i。
[0033][0034]
2.利用高斯滤波算法对图像进行降噪处理,减小随机噪声。
[0035]
机器视觉测量中图像上的随机噪声主要为偶然因素引起的高斯噪声,去除高斯噪声较为快速有效的算法为高斯滤波算法。为了提高图像的处理速度,通过改进高斯滤波算法,实现线结构光条纹图像随机噪声的快速降噪预处理。
[0036]
二维高斯分布函数可表示为:
[0037][0038]
其中,(u,v)表示像素的位置,σ为高斯分布函数的标准差,是尺度参数,取经验值1.5。
[0039]
将(3)式展开变形可得:
[0040][0041]
为了使计算简便,根据二维高斯滤波函数的可分性、互换性和对称性,可将(4)式分解成两个一维滤波函数来表示:
[0042][0043]
在(3)-(5)式中,根据输出图像边缘梯度是实际图像边缘梯度的倍,可将(5)式改写为:
[0044][0045]
通过上述变换,可以使二维高斯函数的滤波功能通过一维高斯函数来实现。首先将图像与一个一维高斯函数卷积,然后再和另一个与之正交的一维高斯函数卷积,即可实现滤波。一维高斯函数的滤波效果与二维高斯函数的滤波效果一致,但加快了高斯滤波算法的计算速度,从而提高图像的预处理效率。
[0046]
3.利用小波变换在频域去除线结构光条纹中光线漫反射的多次反射部分,减小机械零件的漫反射特性对光条纹中心提取精度的影响,然后将处理后的光条纹频域信息进行小波重构。具体过程包括以下步骤:
[0047]
3.1)在步骤2处理后的机械零件表面光条纹灰度图像上选择roi(region ofinterest,感兴趣区域)。
[0048]
利用灰度值模板匹配法在光条纹灰度图像上确定roi,以减少运算量,提高光条纹中心的提取效率。
[0049]
在线结构光条纹图像中,通常光条纹与背景的对比度较高,灰度值差异明显,并且每幅图像中的光条纹区域是唯一的目标区域。基于以上特征,采用运算速度快的灰度值模板匹配法确定图像中的roi。
[0050]
在灰度值模板匹配法中,利用模板与图像的插值平方和函数(ssd函数)计算二者的相似度系数s。ssd函数主要对模板灰度值gm(m,n)和模板移动到图像上的窗口灰度值gray(u m,v n)进行计算,如(7)式所示。
[0051][0052]
这里,n为模板上像素点的数量,t为模板上像素点的位置。
[0053]
将(7)式展开可以得到(8)式。
[0054][0055]
在(8)式中,c1为常量,通过计算c2为c3即可得到s的值,计算效率较高。将得到的s值与设定的阈值进行对比,当s值小于或等于设定阈值时,图像上的模板所在区域即为图像的roi。
[0056]
利用ssd函数评价光条纹区域灰度值的模板匹配相似度,能够较快的确定图像上的roi。为了使算法的实用性更高,在进行模板匹配时,利用图像金子塔降采样的方法提高模板的匹配速度,以进一步提高图像的处理效率。
[0057]
3.2)在步骤3.1选择的图像roi内,确定光条纹的法线方向,并在法线截面上提取光条纹的灰度信息。
[0058]
在图像上的roi内采用灰度重心法对光条纹中心进行初提取,并将提取后的点作为确定光条纹法线方向的基准点。灰度重心法计算简捷,稳定性好,主要根据roi内光条纹的灰度分布计算光条纹的中心坐标(uc,vc),计算方法如(9)式所示。
[0059][0060]
将根据(9)式提取的光条纹中心(uc,vc)作为确定光条纹法线方向的基准点,选择与高斯模板相等的窗口大小,并将基准点的图像灰度i(uc,vc)与(3)式的二维高斯函数进行卷积运算,可以得到:
[0061][0062]
根据(10)式可以得到基准点对应的hession矩阵为
[0063][0064]
在(11)式的hession矩阵h(u,v)中,绝对值最大的特征值对应的特征向量即为基准点(uc,vc)的法线方向(nu,nv),该方向即确定为光条纹的法线方向,结合(2)式的光条纹图像灰度值像素矩阵i和图像的roi,即可得到图像的roi内光条纹在法线截面上的灰度信息in。
[0065]
3.3)机械零件的漫反射特性影响光线的多次反射,进而影响光条纹中心的提取精度,根据步骤3.2)得到的光条纹灰度信息利用小波变换在频域分解出光条纹漫反射的一次反射部分和多次反射部分。
[0066]
如图3所示,在机器视觉测量中,摄像机镜头难以摆放到恰好接收线结构光经被测表面镜面反射后的光线位置上,即使通过特殊约束使摄像机镜头准确安装在这个位置,也会因反射光线光强太强导致曝光严重而无法测量,因此在机器视觉测量时摄像机镜头通常接收的是经被测表面漫反射后的线结构光。线结构光条纹的漫反射光线主要由被测表面的一次反射光线和多次反射光线构成,如图4所示。其中,多次反射光线受被测表面漫反射特性的影响较大。因此,采用小波变换分解出光条纹图像灰度信息中光线的一次反射部分和多次反射部分。
[0067]
小波分解与重构是采用多分辨率分析的方式完成的,主要利用mallat算法实现,如图5所示。设光条纹灰度的离散信号为f(t),其频谱为f(w),则f(t)可以用尺度空间v
m 1
的标准正交基展开,如(12)式所示。
[0068][0069]
这里,a
m 1,n
为尺度空间v
m 1
的尺度系数;φ
m 1,l
(t)为尺度空间v
m 1
的尺度函数。
[0070]
由于即vm⊥
wm,因此f(t)可以利用vm和wm中的正交基共同展开,表示为
[0071][0072]
这里,是f(t)的低频分量,即信号f(t)的近似轮廓;是f(t)的高频分量,即信号f(t)的细节。
[0073]
同时,
[0074][0075][0076]
这里,a
m,k
,b
m,k
分别是低频系数和高频系数;φ
m,k
(t),ψ
m,k
(t)分别是尺度函数和小波函数;分别是相应的低通滤波器和高通滤波器。
[0077]
因此,已知大子空间v
m 1
中的系数a
m 1,k
,即可计算出小子空间vm和wm中的低频系数a
m,k
和高频系数b
m,k
。
[0078]
机械零件表面的线结构光条纹图像主要由漫反射光线的一次反射部分和多次反射部分构成。其中,一次反射部分为漫反射光线的主要近似轮廓和趋势,对应光条纹灰度信号的低频分量,多次反射部分在细节上影响光条纹的光强分布,对应光条纹灰度信号的高频分量。因此,利用小波变换对步骤3.2)获得的光条纹灰度信息in进行二维离散小波分解,可以有效获得线结构光条纹中漫反射的一次反射部分和多次反射部分。
[0079]
常用的小波种类主要有haar小波、morlet小波、gaussian小波、db小波(daubechies小波)、meyer小波等。其中,db小波具有正交性和紧支撑性,分解和重构离散信号的效果好,适用于光条纹灰度信息的分解。db小波的阶次是可选的。一方面,db小波的阶次越大,消失矩的阶数就越大,频带的划分效果也越好,但运算量也会随之加大,测量效率降低;另一方面,db小波的阶次越小,其消失矩的阶次也越小,计算速度快,但频带划分比较粗糙,信号分解的精度变低。机械零件的漫反射特性受表面形貌、材质、粗糙度等因素的影响,对于不同漫反射特性的机械零件可选用不同阶次的db小波对光条纹灰度信息进行多层分解。
[0080]
3.4)在频域去除光条纹图像上光线漫反射的多次反射部分,以减小机械零件漫反射特性对光条纹中心提取精度的影响,然后将处理后的光条纹频域信息进行小波重构。
[0081]
利用小波对光条纹灰度信息in进行二维离散多层分解后,得到机械零件表面的线结构光条纹图像中漫反射的一次反射部分和多次反射部分,然后去除小波多层分解的高频分量,即图5中的bmf,b
m-1
f,
…
,以减少光线漫反射的多次反射部分,进而减小机械零件漫反射特性对光条纹中心提取精度的影响。
[0082]
经过处理的光条纹灰度信息主要为光线漫反射中一次反射部分的频域信息,为了能够利用该信息提取光条纹中心,需要进行小波重构。小波重构是小波分解的逆过程,即将(14)式和(15)式代入(13)式,整理后可得
[0083][0084]
令(16)式的l
→
k,k
→
n,可得
[0085][0086]
利用(17)式根据子空间vm和wm中的展开系数a
m,n
和b
m,n
可以计算上层子空间v
m 1
的系数a
m 1,k
,完成处理后的光条纹灰度频域信息的小波重构,再用小波重构后的光条纹灰度信息替换原图像roi内的灰度信息,实现在图像上减小机械零件漫反射特性对光条纹中心
提取精度的影响。
[0087]
4.在步骤3处理后的图像上提取光条纹中心,实现机械零件光条纹中心的高精度提取。
[0088]
steger算法是亚像素级别的光条纹中心检测算法,检测精度较高,鲁棒性好。首先在步骤3处理后的图像roi内,根据(9)式采用灰度重心法对光条纹的中心坐标(uc,vc)进行初提取,然后将(uc,vc)作为基准点,根据(10)式和(11)式确定光条纹的法线方向(nu,nv),再将目标点(uc,vc)在法线方向上的灰度函数进行泰勒级数展开,可以用i(uc tnu,vc tnv)表示:
[0089][0090]
其中,(tnu,tnv)为目标点(uc,vc)的位置邻域增量,)的位置邻域增量,
[0091]
求(18)式i(uc tnu,vc tnv)的极值点,即可得到目标点(uc,vc)在法线方向上的光条纹中心,并且(18)式中的t可表示为:
[0092][0093]
据此即可实现机械零件表面线结构光条纹中心的高精度提取,总体流程图如图6所示。
[0094]
利用本发明所述的方法,能够提高机械零件表面线结构光条纹中心的提取精度,进而提高机械零件的测量精度。以几种常见的机械零件为例,在其余条件相同的情况下,利用常见的标准steger算法、灰度重心法和本发明所述的方法分别对线结构光条纹中心进行提取,本发明所述的方法采用db4小波为例,然后对最终的机器视觉测量精度进行对比,如表1所示,为保证数据的稳定性和一致性,结果均为测量3次的平均值。从表1可以看出,利用本发明所述的方法可以将现有线结构光条纹中心的提取精度提高5%以上。
[0095]
表1利用三种光条纹中心提取算法的机器视觉测量误差(mm)
[0096][0097]
以上所述仅为本发明的优选实例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡对本发明所作的任何修改、等同替换、改进等,
均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
