技术特征:
1.一种磨削轧辊的方法,其特征在于,包括如下步骤:粗抛光步骤,包括在轧辊磨床上进行轧辊对中,并用粒度为80~100目的第一种型号砂轮对轧辊进行粗磨、半精磨和精磨,以得到表面粗糙度ra为0.4~0.6μm的第一轧辊;精抛光步骤,包括在轧辊磨床上进行所述第一轧辊对中,提供粒度为500~600目的第二种型号砂轮,并使用所述第二种型号砂轮对所述第一轧辊进行精磨,以得到表面粗糙度ra为0.015~0.025μm的镜面辊。2.根据权利要求1所述的方法,其特征在于,所述提供粒度为500~600目的第二种型号砂轮还包括对第二种型号砂轮进行修磨,以使边角钝化;所述使用所述第二种型号砂轮对第一轧辊进行精磨包括调整磨削液的喷射流量和喷射角度,并将所述第二种型号砂轮的进刀压力设置为0.8~1.2mpa。3.根据权利要求2所述的方法,其特征在于,所述磨削液中水基化合物的质量分数为3.5-4wt%。4.根据权利要求1所述的方法,其特征在于,所述第二种型号砂轮为陶瓷微晶刚玉磨料砂轮。5.根据权利要求1所述的方法,其特征在于,在所述粗抛光步骤和精抛光步骤中,所述轧辊磨床的拨盘上加装减震橡胶套。6.根据权利要求1所述的方法,其特征在于,在所述粗抛光步骤和精抛光步骤中,所述轧辊对中的偏差为
±
0.005mm。7.根据权利要求1所述的方法,其特征在于,所述第一轧辊的辊型偏差为
±
0.002mm,所述第一轧辊的凸度偏差为
±
0.005mm。8.根据权利要求1所述的方法,其特征在于,所述镜面辊的辊型偏差为
±
0.002mm,所述镜面辊的凸度偏差为
±
0.005mm。9.根据权利要求1所述的方法,其特征在于,所述提供粒度为500~600目的第二种型号砂轮包括:混料工序,将磨料和液体树脂混合,轮碾混料50-70min,再加入固体树脂,轮碾混料20-40min,以得到混料;筛料工序,使用60-80目筛网对所述混料进行筛分,以得到筛料;成型工序,将所述筛料进行压制和脱模,以得到所述第二种型号砂轮。10.一种由权利要求1-9中任一项所述方法制备的镜面辊,其特征在于,所述镜面辊的表面粗糙度ra为0.015~0.025μm。
技术总结
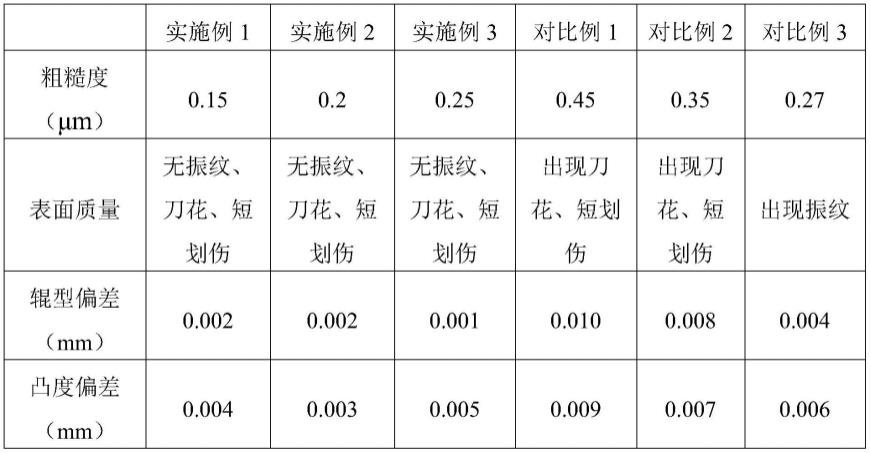
本申请公开了一种磨削轧辊的方法及镜面辊。本申请提供的磨削轧辊的方法,包括:粗抛光步骤,包括在轧辊磨床上进行轧辊对中,并用粒度为80~100目的第一种型号砂轮对轧辊进行粗磨、半精磨和精磨,以得到表面粗糙度Ra为0.4~0.6μm的第一轧辊;精抛光步骤,包括在轧辊磨床上进行所述第一轧辊对中,提供粒度为500~600目的第二种型号砂轮,并使用所述第二种型号砂轮对所述第一轧辊进行精磨,以得到表面粗糙度Ra为0.015~0.025μm的镜面辊。本申请通过使用不同粒度的两种砂轮,对轧辊进行两步磨削,并通过优化磨削过程中的参数,使磨削出的辊面达到镜面效果,且其表面无振纹、刀花、短划伤等缺陷,能够满足消费者对粗糙度低、表面质量高的钢材的生产需求。量高的钢材的生产需求。
技术研发人员:朱扬普 田飞 郑灵科 李吉求 王宏峰 赵丁藏 李瑾 付志平
受保护的技术使用者:湖南华菱涟钢特种新材料有限公司
技术研发日:2022.05.27
技术公布日:2022/9/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。